



对于锻件供应单位来说,锻件质量控制包括以下三项内容:
1.锻件质量担保
锻件质量担保包括试验、监督和最终检验,其主要目的是向订货单位保证设计图样和技术条件所规定的尺寸精度、力学性能和其他特殊要求在所有的产品中均已达到。
技术条件通常是由有关的技术协(学)会、政府的主管部门制定的,有的工厂也制定有自己的技术条件。供应单位和订货单位在选择或商定技术条件时,一方面应考虑保证满足锻件最佳性能要求;另一方面又要避免对工艺的过分限制和对中间工序的过严控制,以便使锻件生产厂有较大的灵活余地来降低锻造成本,提高经济效益。一旦双方对技术条件选妥,对各种试验和报告协商一致以后,应列举在一张总清单中,并以此作为保证锻件质量的凭据。
2.锻件质量控制
锻件质量控制是对生产中的可变参数和锻件的几何尺寸、表面质量和力学性能进行定期的测定和检验。并将测得的结果与标准和技术条件要求进行比较,以便决定是否有必要去改变锻件生产过程中的某些因素,实现对锻件质量的控制,保证锻件最终质量的波动不超出订货单位技术条件的要求。
3.对锻件提供标记
对重要锻件质量的控制,专有一套标记方法,以便在生产过程和使用过程中进行查找。对原材料的标记,从一开始便应十分注意。标定的内容包括材料牌号、炉批号、收发货日期和供应厂的代号等。这样做有助于区别材质的变异是由于制造过程本身的因素引起,还是由于非制造过程的因素引起。原材料有了标记,也能为评价供应厂的产品质量提供可靠的依据。
重要锻件的标记包括零件号、炉批号、锻造日期和承制厂记号等,应将其在生产中逐件检查记录下来,以便在使用过程中一旦发生问题,可以用来帮助查找原因和确定责任者。标记在锻件上打印的部位,应是锻件容易发现的地方。如果锻件上的印记在机械加工时会被切削掉,那么在车间的生产过程中,在这个锻件装配完毕或用打印模等其他方法重新作出标记前,应挂上金属标签,以免混乱。二、锻坯和原材料的控制
1.锻坯的控制
一般地说,锻坯在锻造前应具有下面列出的资料和试验结果。但是对于不同钢号的锻坯,由于其熔炼、开坯和技术条件的具体要求不同,其必须具备的资料和试验结果可以有所不同,即可多于或少于下面列出的项目:
1)熔炼过程的标记。
2)原始的非真空熔炼炉号。
3)真空熔炼炉号。
4)非真空熔炼的质量(t)。
5)真空熔炼的质量(t)。
6)钢的化学成分。
7)钢锭尺寸。
8)钢坯尺寸。
9)钢锭开坯用的设备及温度。(https://www.xing528.com)
10)锻坯的低倍腐蚀检验。
11)锻坯的磁粉检验或荧光检验。
12)锻坯的超声波检验。
13)锻坯的力学性能试验。
14)锻坯的晶粒度检验。
15)锻坯的淬透性试验。
16)锻坯的总结报告。
上述资料和试验结果由供应锻坯单位提供。但是,锻件生产单位为了验证试验结果的可靠程度和锻造生产工艺的需要,往往也进行了一些补充的试验。
2.原材料的控制
与锻坯在锻造前必须具有的资料和试验结果相比,原材料(轧制棒材、挤压棒材等)在入厂时必须附有的资料和试验结果可以少些。但是,也应该具有诸如熔炼方法、成分、炉次、轧制温度、低倍检验及力学性能等方面的资料和试验结果。
入厂原材料的检验项目,主要取决于原材料的合金种类。表7-5-7列举了不同种类航空锻件用材料进厂后,在下料和锻造前须做的一些检验项目。
一般地说,合金成分愈复杂,材料愈贵重,则要求进行入厂检验的项目就愈多。例如,某些镍基高温合金,为了保证组件获得所要求的性能指标,常需进行某些特定的入厂检验项目,如晶粒度检验等。这些检验结果有时会导致对原来的加热和锻造工艺进行某些修改,以便在最终热处理时可以得到要求的晶粒度。因为这类合金的工艺规程,可因材料化学成分的波动和炉批号的不同而有所变化。
表7-5-7 航空锻件用原材料入厂检验项目
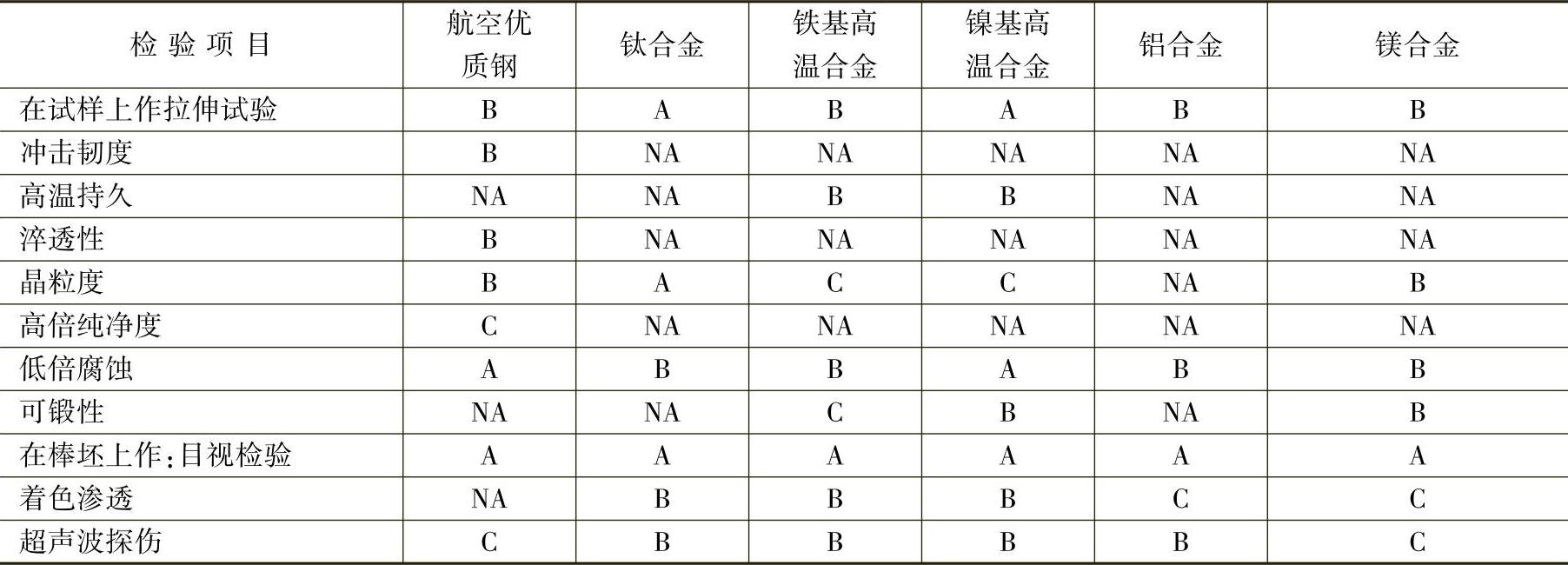
注:A——由锻件生产厂进行。
B——由冶金工厂(原材料供应厂)进行,需要时可在锻件生产厂进行。
C——仅在特殊情况下进行。
NA——不进行此项检验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。