



1)操作者应了解当班生产的锻造工艺。
2)锻锤开动前应仔细检查各紧固连接部分的螺栓、螺母、斜楔等有无松动或断裂,检查锤头、锤杆是否有开裂,其连接处是否有松动,发现问题应及时解决。
3)锻锤开动前应检查油泵是否有油,将油杯注满油,并将各部分润滑。
4)对于蒸汽锤,在开锤前应排出因长时间停留而积在气缸中的冷凝水,并应利用蒸汽使管路系统预热(全部打开排气门,再稍微打开进气门,让蒸汽通过管路系统使气阀等预热,然后再把进气门缓慢地全打开,并使活塞上下空走几次);锤头与锤杆连接处需用红铁预热。对于空气锤,在开锤前应空转,冬季需5~10min,夏季需2~3min。
5)在操作过程中,司锤工应听从掌钳工的统一指挥,开锤时必须控制锤头的行程高度,随时观察工件变形情况和工件在锤砧上的摆放位置。司锤工可拒绝不符合操作规程的指挥。除掌钳工外,锤上其他操作人员发出“停”的口令,司锤工也应立即停止工作。
6)在操作过程中,司锤工应集中精神,随时注意锻锤运转声音是否正常,锤头楔子是否松脱等故障,并不得与他人闲谈。
7)如遇下列情况之一者,司锤工应不打(六不打):
①工件未放平稳。
②钳子夹持工件不牢。
③冬季所用工具未预热。(https://www.xing528.com)
④锻件始锻温度或终锻温度过低。
⑤违反自由锻造操作规程(如钳把对着身体,剁料时工件不在砧子中央且拿刀不正,料头飞溅方向有人等)。
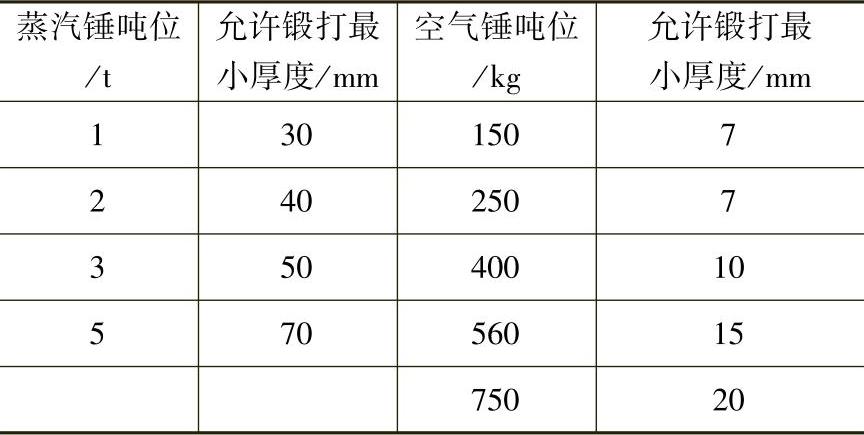
⑥空锤或锻件厚度太小(见表8-2-6)。
表8-2-6 锤上自由锻造最小厚度
8)锻锤发生故障需要修理时,必须停下锻锤。
9)锻锤停止或烧料间隙时间,应对锻锤进行检查并加油润滑。
10)工作完毕,应平稳地放下锤头,关闭进、排气门,拉下电闸,并擦拭干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。