



键槽铣削加工是专为腰子形平键键槽而开发的加工策略,可认为是挖槽的特例。键槽加工操作较为简单,以下通过实例给予讨论。
例6-4 加工长度为52mm、宽度为12mm、深度为5mm的键槽,如图6-36所示。
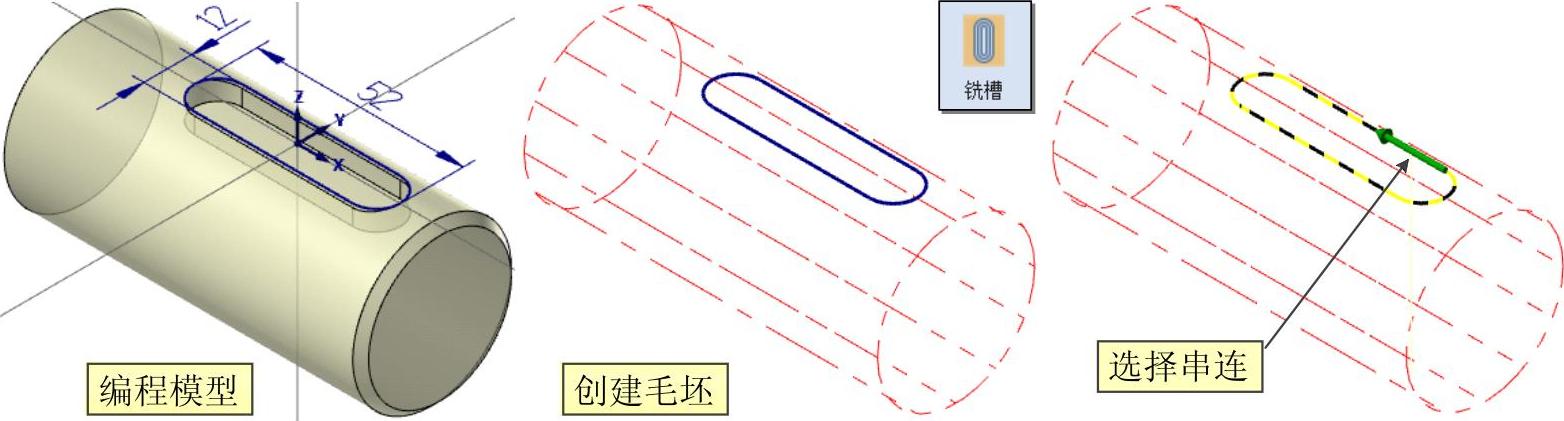
图6-36 编程前期准备等
编程操作过程简述如下:
1)前期工作:创建编程模型,进入铣削模块,创建毛坯,单击“铣床刀路→2D→铣槽 ”功能按钮,进入键槽铣削加工策略,选取键槽边界串连,如图6-36所示。弹出“2D刀路-铣槽”对话框。
”功能按钮,进入键槽铣削加工策略,选取键槽边界串连,如图6-36所示。弹出“2D刀路-铣槽”对话框。
2)铣槽主要参数选项设置:在“2D刀路-铣槽”对话框中按图6-37所示设置。
“刀路类型”选项:铣槽,如图6-37a所示。
“刀具”选项:φ8mm平底铣刀(FLAT END MILL-8),切削用量等自定。
“切削参数”选项:控制器补正方式,补正方向为左,进/退刀圆弧扫描角度为45°,重叠量为1.0mm,壁边预留量与底面预留量均为0,如图6-37b所示。
“粗/精修”选项:斜插进刀,进刀角度为2°,粗切步进量取刀具直径的50%,精修1次,间距为0.5mm,如图6-37c所示。(https://www.xing528.com)
“共同参数”选项:下刀位置为5.0mm,工件表面为0,深度为-5.0mm。
“参考点”选项:程序进入点与退出点重合,坐标为(0,0,100)。
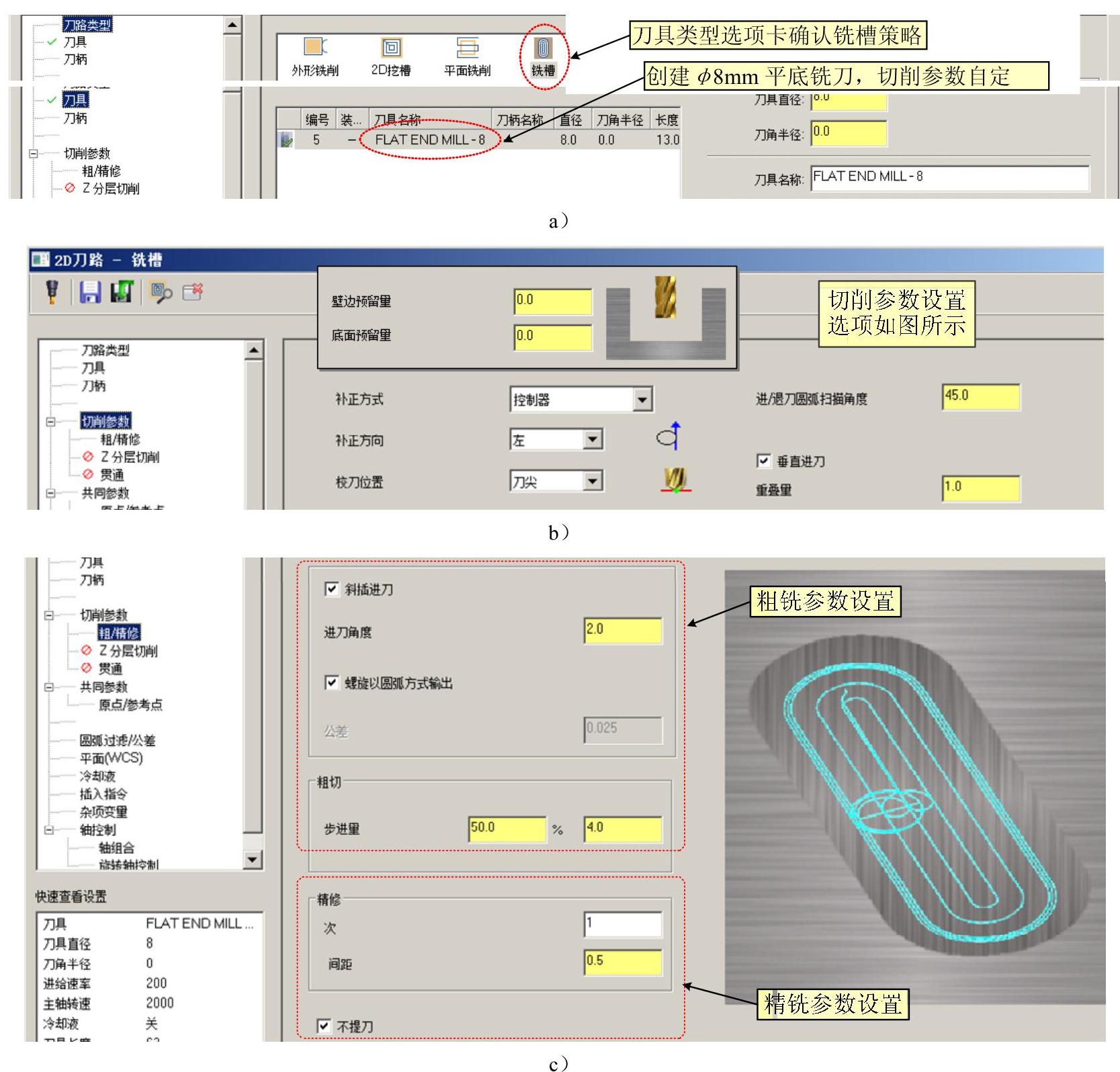
图6-37 “2D刀路-铣槽”对话框主要参数设置
a)“刀路类型”选项 b)“切削参数”选项 c)“粗/精修”选项
3)生成刀路,实体仿真等:单击“2D刀路-铣槽”对话框下方的“确定”按钮 ,生成刀具轨迹,实体仿真等观察效果,如图3-38所示。
,生成刀具轨迹,实体仿真等观察效果,如图3-38所示。
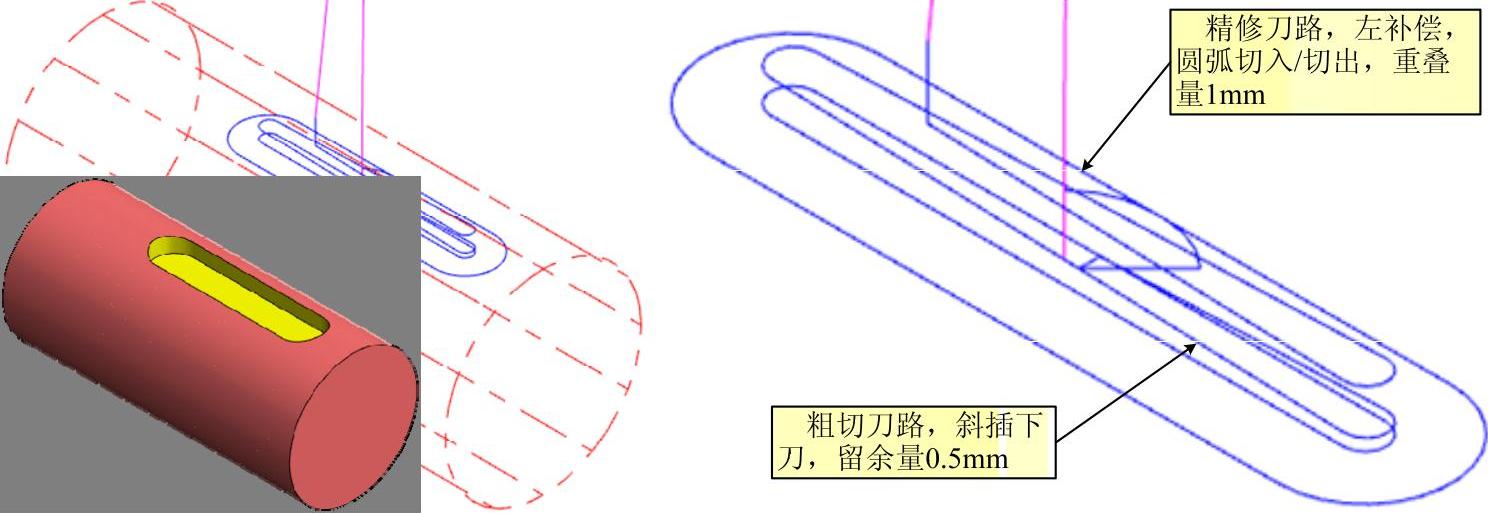
图6-38 生成刀路、实体仿真与刀路分析
4)铣槽刀路分析:如图6-38中右图所示(右图为刀具轨迹放大图),其粗铣刀路是以斜插方式沿键槽边界坡度下刀,且下刀角度可设,效果较好。精铣采用外形铣削刀路,一般设置为控制器补正,可较好地控制加工精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。