



【摘要】:车端面是车削加工常见的加工工步,根据余量的多少,可一刀或多刀完成。图8-16 车端面加工示例Mastercam车端面加工不需选择加工串连曲线,默认为Z0位置,也可设置非Z0位置。图8-17 “车端面”对话框→“刀具参数”选项卡“车端面参数”选项卡 如图8-18所示,默认设置是“粗车步进量”不勾选,其是一刀完成端面加工。
车端面是车削加工常见的加工工步,根据余量的多少,可一刀或多刀完成。车端面多用于粗加工前毛坯的光端面,如图8-16所示,但也可用于加工外圆后车端面。图8-16所示为圆柱毛坯车端面示例,假设毛坯端面余量为3mm,拟采用多刀车端面方式。
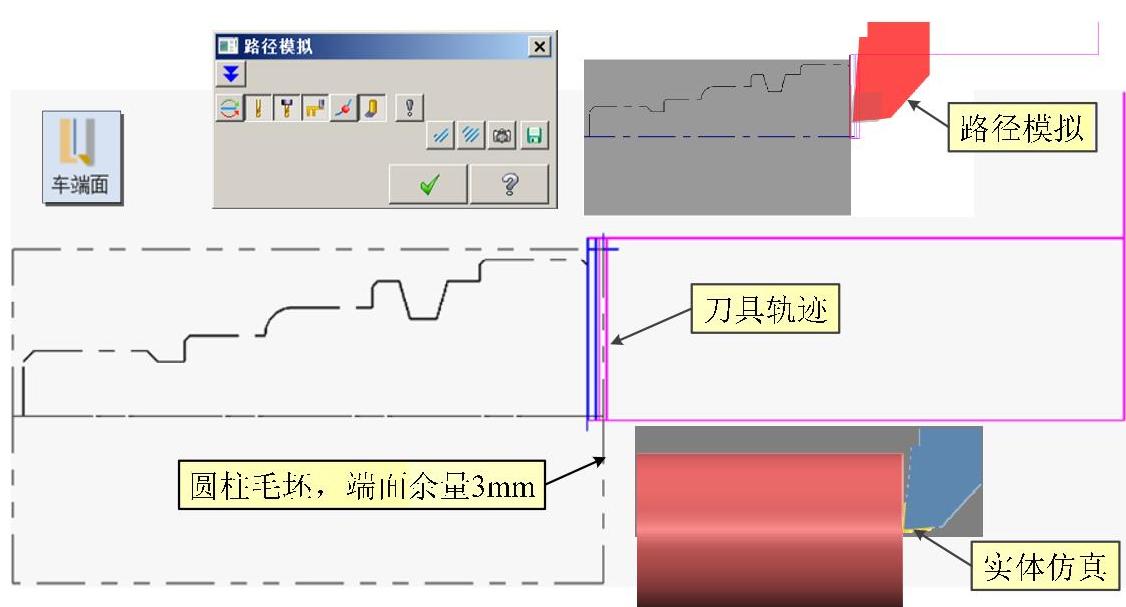
图8-16 车端面加工示例
Mastercam车端面加工不需选择加工串连曲线,默认为Z0位置,也可设置非Z0位置。车端面加工的设置仍然是两个选项卡。
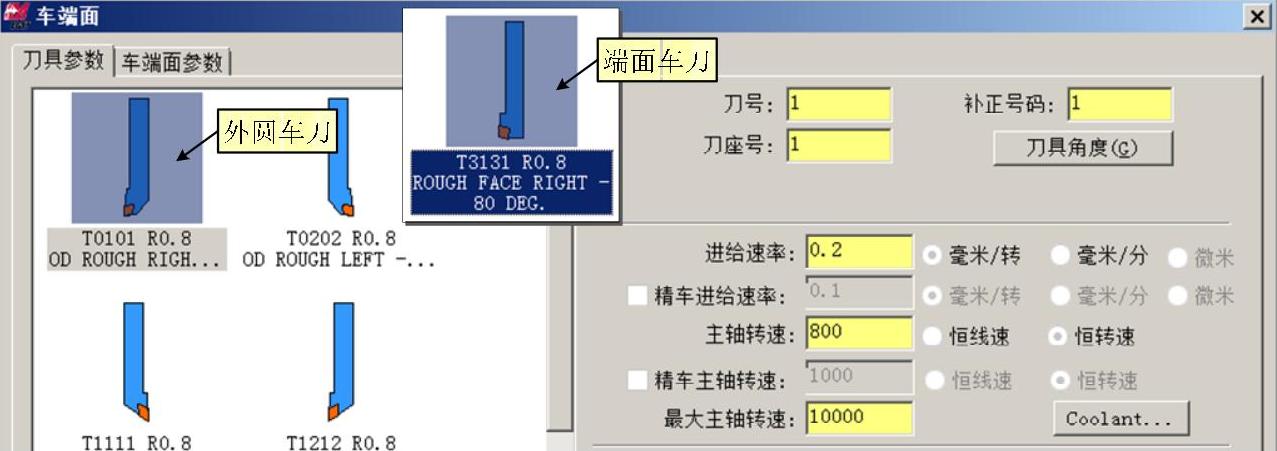
(1)“刀具参数”选项卡 如图8-17所示,单件小批量加工时可以直接选用外圆粗车车刀,批量加工时可选用专用的端面车刀。其余设置同前所述。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-17 “车端面”对话框→“刀具参数”选项卡
(2)“车端面参数”选项卡 如图8-18所示,默认设置是“粗车步进量”不勾选,其是一刀完成端面加工。若勾选且设置“粗车步进量”,则可实现多刀车端面,如图中“粗车步进量”设置为1.5mm,而余量为3mm,因此可知共车削3刀,第1刀1.5mm,第2刀1.25mm,第3刀精车0.25mm。另外,默认不勾选“圆角”按钮,若勾选并设置后可在车端面的同时倒圆角或倒角,因此其适合于已加工外圆后的车端面加工。
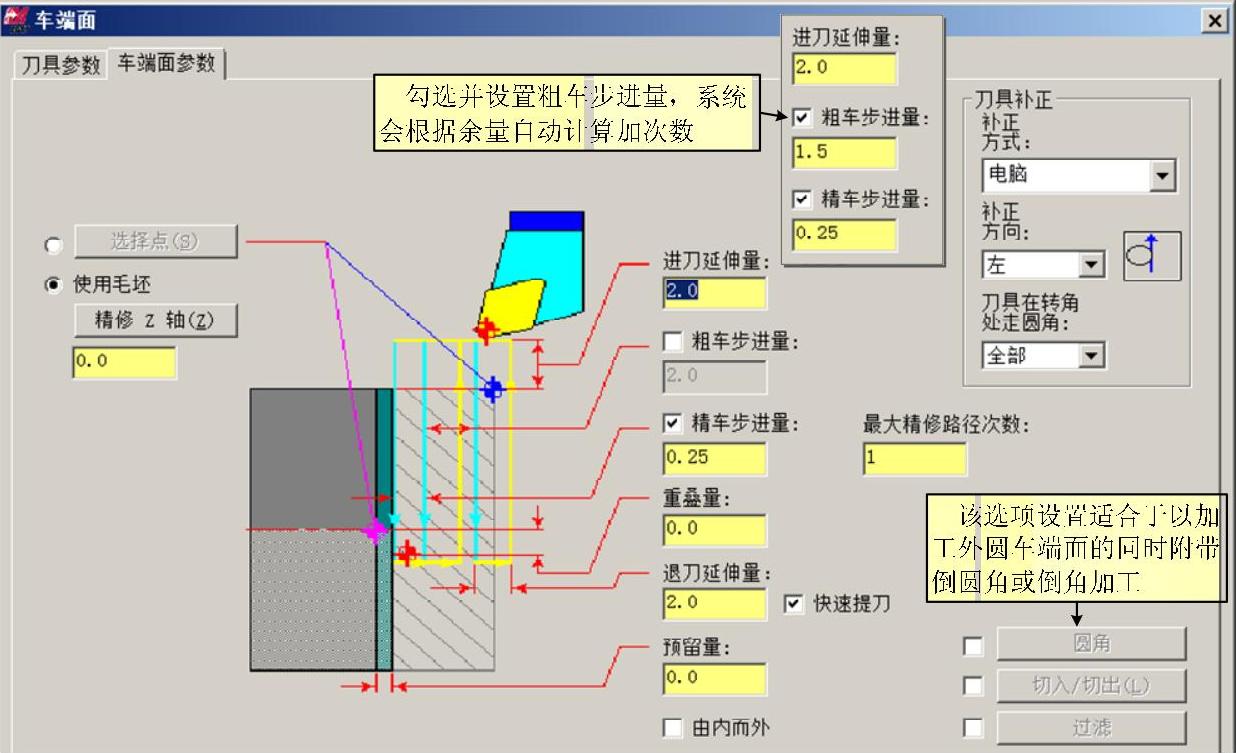
图8-18 “车端面”对话框→“车端面参数”选项卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。