



如果前述切割方法中的气体能与工件发生放热反应,那么在切割过程中就会出现附加热源,因而切割前端便成为一个多种反应活性区,图3.7b说明了这点。正如图中所见,通过切缝的气体不仅能吹离熔融物,而且也会与熔融物发生反应。通常反应气体是氧气或其他含有氧气的混合气体。当温度达到燃点时,燃烧反应通常是从工件顶端开始。形成的氧化物被吹进切缝并覆盖着熔融物一起落下。这层覆盖物可能减缓反应,甚至可能会中断前面所提到的条纹线。从图3.5和图3.6可以看到,由燃烧反应提供的能量值随材料的改变而变化,中碳钢和不锈钢是60%,而像钛这类活性金属则几乎达到了90%,因而使用这种技术后,切割速度至少可以加倍。一般规律是,切割速度越快,扩散渗透的热量越小、切割质量也就越高。但是既然有切割反应发生,那么预料在工件内可能就会发生某些化学变化,对钛而言,这个问题是严重的,因为切缝边缘内部含有氧,由此而导致硬化更容易开裂。对于中碳钢而言,除了切口表面上一层极薄的氧化物重结晶之外,倒是没有明显的影响。这种技术的优点在于,熔渣不再是金属而通常是氧化物,对于中碳钢而言,其氧化物高温流动性较好,粘附在金属基体上不会像熔融金属那样牢固。对于不锈钢,其氧化物由一些高熔点组分组成,如Cr2O3(熔点~2180℃),所以液滴凝固较快,引起排渣出现问题,铝也会出现同样的问题。
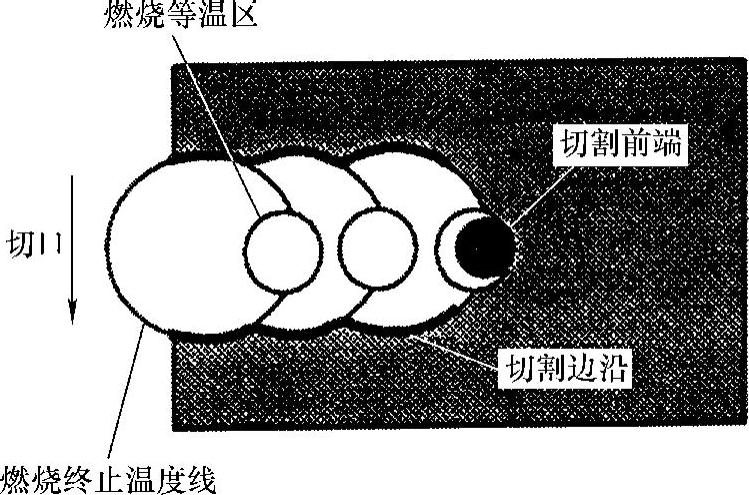
图3.10 由于边缘燃烧而形成条纹
由于燃烧反应会引发出产生切割条纹的更深层原因,在速度低于燃烧反应的慢速切割中,温度达到燃点,则燃烧反应就会从燃点处向外的各个方向进行,如图3.10所示。如果切割速度慢,很明显,这就是出现条纹的主要原因。在这种情况下,就出现图3.11所示的粗糙条纹。(https://www.xing528.com)
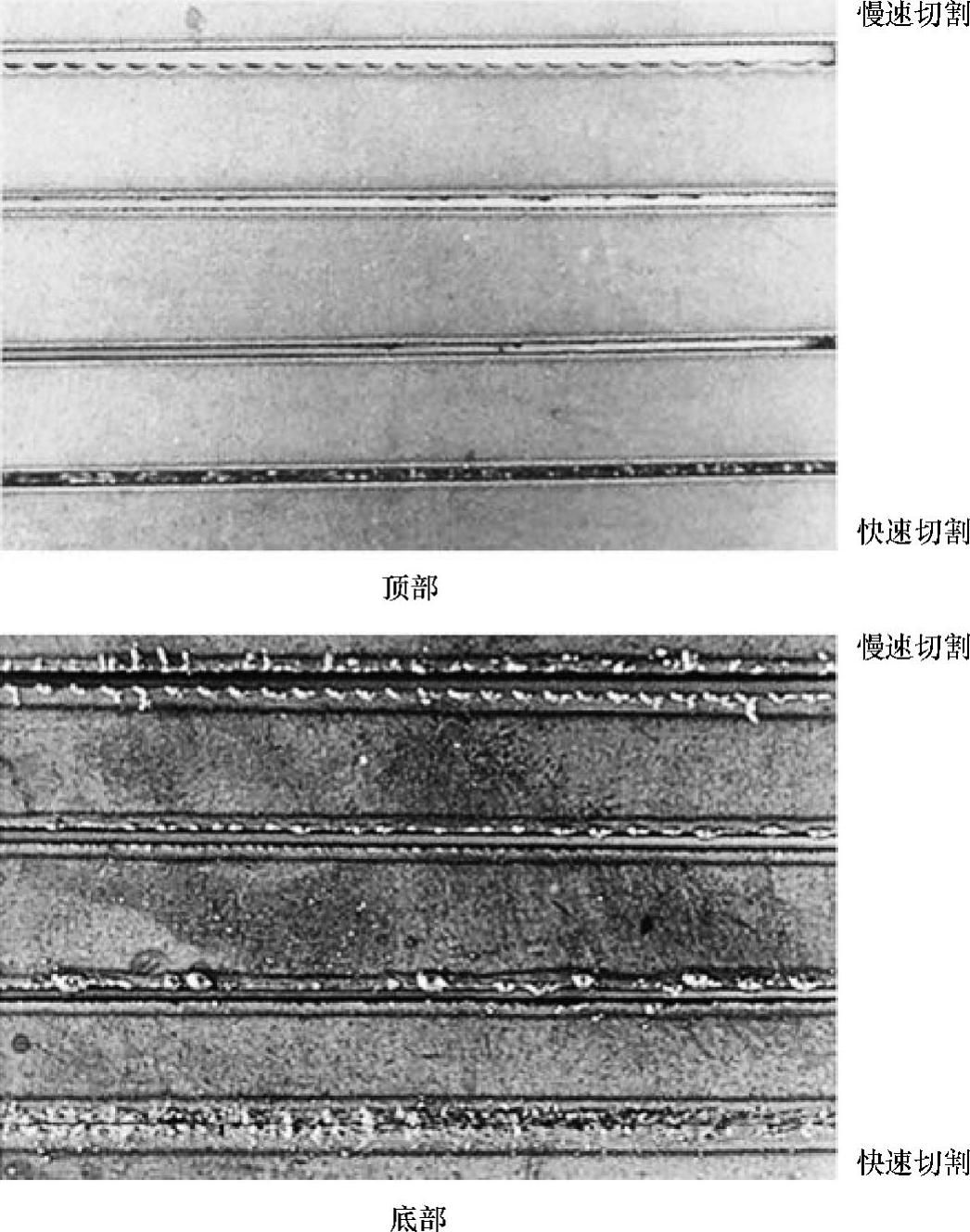
图3.11 中碳钢在不同切割速度下切缝的顶部视图和底部视图(可以清楚地看出低速时形成的粗糙条纹)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。