



3.5.2.1 速度的影响
切割速度越快,向材料两侧的热扩散时间越短,形成的热影响区(HAZ)越窄,由于熔化需要累积一定的能量,因而也就减小了切缝宽度。由于高斯光束有尖峰效应(sharp-ened pencil),在切割速度提高时只需要高斯曲线顶部的足够能量而不是利用曲线根部能量用于熔化金属进行切割。切缝宽度随速度的变化的曲线示于图3.20。图中显示了三个区域,产生侧面燃烧的低速区、形成稳定切割的中速区以及熔渣残留的高速区。在最后这个区域之前,切割速度越快,切割完成的越好。
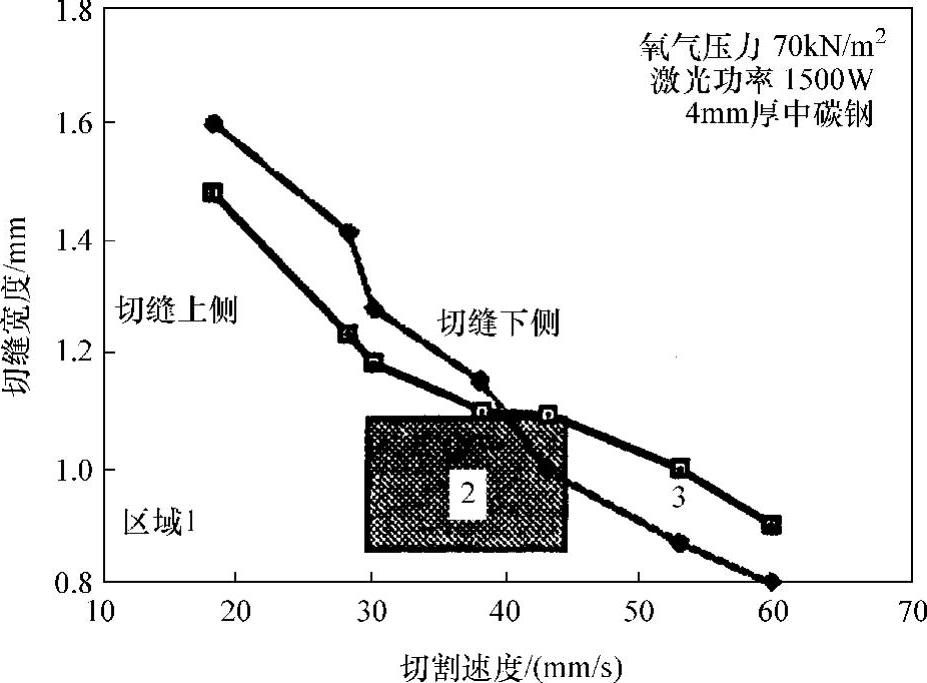
图3.20 切割速度对切缝宽度的影响[37]
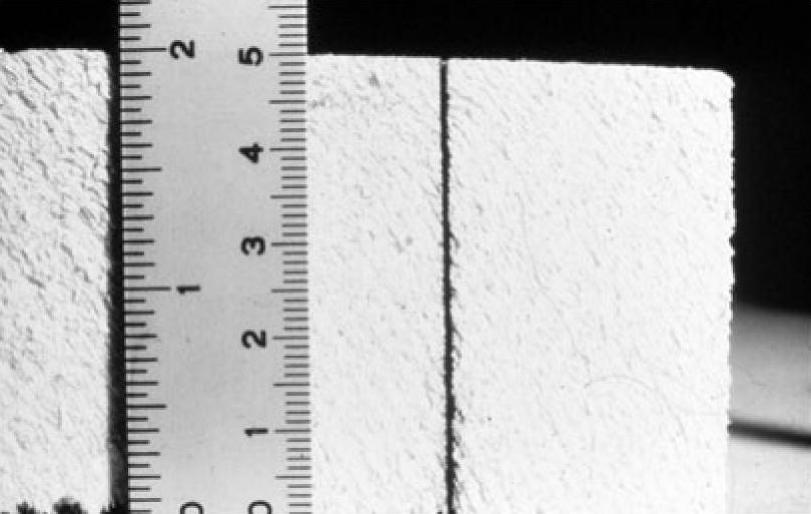
图3.21 激光切割5cm厚的细木工板
3.5.2.2 焦点位置的影响(https://www.xing528.com)
无论是否切透,材料表面上的激光功率密度都是由表面上的焦斑尺寸决定的,但是只有在表面之下的焦斑尺寸最小时才可以获得最佳的切割效果。问题涉及切割表面对能量的吸收以及如何保持能量的连续(见4.4.6节的讨论)。很深的切割难以达到高质量,因为光束呈发散状并经历了多次反射。
当然也有例外,见图3.21,这就是在细工木板中切出一个5cm的平直切缝。这是如何做到的?这必须有一个导波的狭窄缝隙,它的内壁采用的是石墨而不是普通材料。
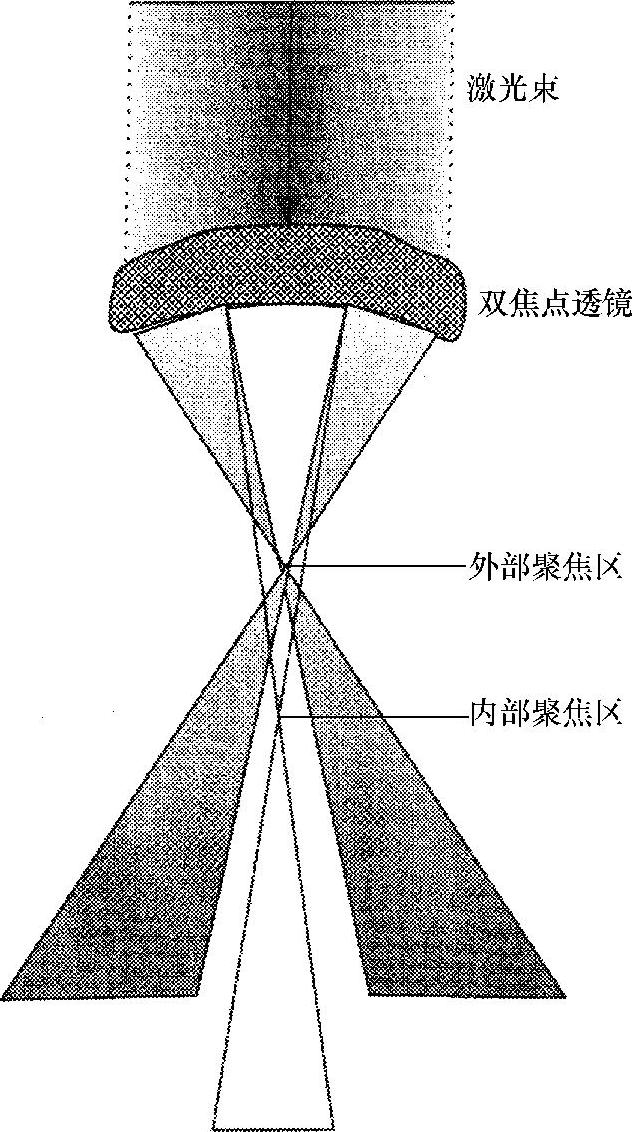
图3.22 双焦点透镜的光路结构
由丹麦FORCE Institute公司所描述的新型透镜是“双焦点透镜”,这种透镜由英国V&S Scien-tific公司研发出,在图3.22[38]中可以看出,这种透镜中央区域的焦距比其周围区域的焦距长,而这有增加光束焦深的效果。有制造者建议,上部焦点位于被切割表面的上方,下部焦点位于被切割表面以下,结果发现其切缝比使用单焦点透镜切割的窄(例如,采用双焦点透镜时切缝顶端为0.5mm,底端为0.38mm,而采用单焦点透镜时切缝顶端为0.86mm,底端为0.48mm);由于切缝内功率密度的增加,故切割速度或许还可提高20%;底部粘附的熔渣量很少;因为减少了熔渣或者材料的喷溅,因而使穿透速度更快。在切割不锈钢时,后一点可省去全部后续操作,比如为防止喷嘴碰撞而用手清除喷溅物[39]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。