



焊接速度对焊接过程的影响可以用式(4.2)的热平衡等式进行描述。然而,除了这些主要的影响因素外,对焊接过程也有其他影响。首先,焊接速度的变化会对焊缝产生影响;其次,在高速焊接时,焊缝区的保护也是一个问题。
4.4.5.1 焊接速度对熔池和焊缝形状的影响
随着焊接速度的增加,焊接熔池的流动方式和尺寸会发生改变。通常情况下,激光匙孔焊接熔池的流动情况如图4.4~图4.8所示。在低速焊接时,熔池大而宽,而且会产生塌陷,如图4.19d所示。此时,熔池金属的重力太大,表面张力难以维持住焊缝中心的熔池金属,而从焊缝中心位置滴落或下沉,在表面形成凹坑,Matsunawa描述了具体细节[20]。高速焊接时,匙孔尾部原朝向焊缝中心强烈流动的液态金属由于来不及重新分布,便在焊缝两侧凝固,形成咬边缺陷,如图4.19b所示。如果激光功率足够高以及形成的熔池足够大,则高速焊接同样容易在焊缝两侧留下轻微的咬边,但在焊波的中心会产生一定的压力,这种压力是表面张力和熔池波纹曲率的函数[20]。这将导致沿熔池方向的压力不稳定,高曲率区域的液态金属流向低曲率区域,形成褶皱,凝固后形成大的凹凸状焊道,如图4.19c所示。在讨论的范围内,表面张力γ和曲率半径r、压力p之间的关系为
p=γ/r2 (4.3)
存在一个中间区域,在这个区域既有咬边又有中间凸起的缺陷。Albright和Chiang[21]对某种合金采用图示法给出了各类缺陷的范围,如图4.20所示。

图4.19 通常焊缝形状随焊接速度不同而变化(https://www.xing528.com)
a)正常/好 b)咬边 c)隆起(纵剖面) d)塌陷
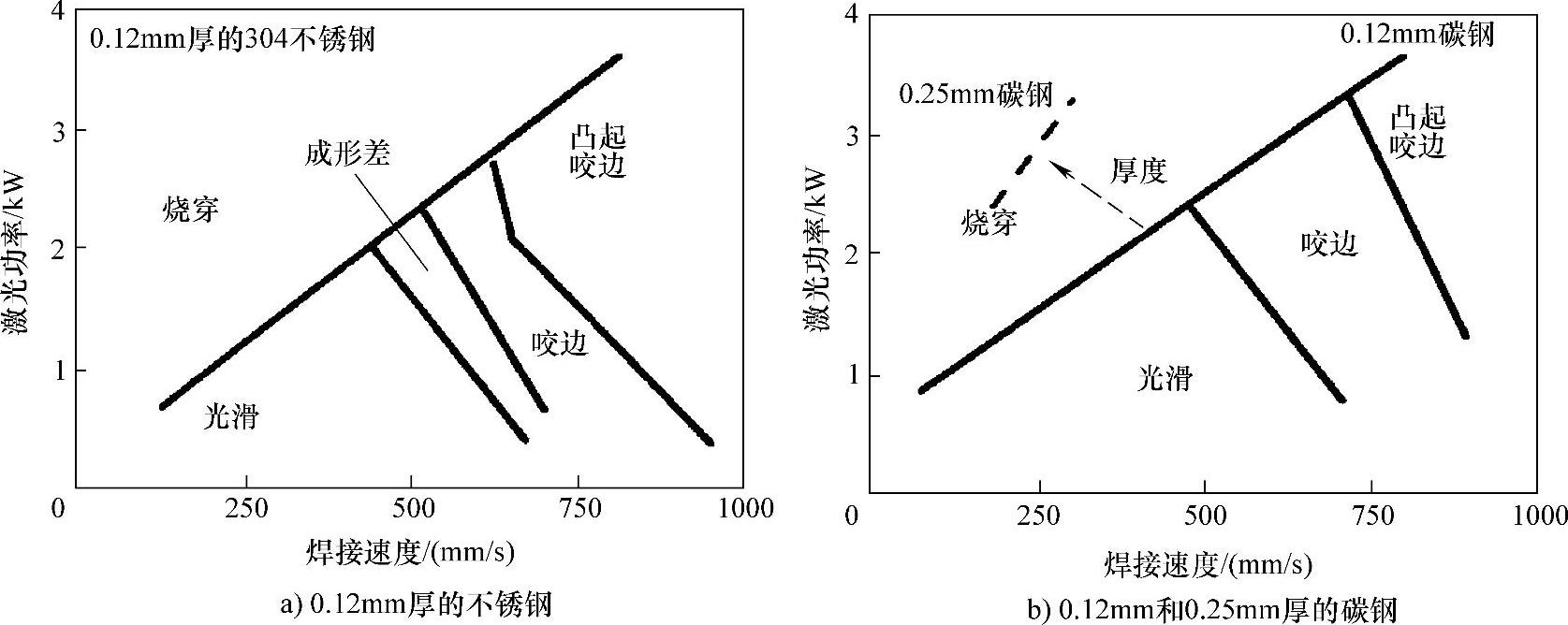
图4.20 焊缝形状与焊接速度和激光功率之间的关系[15]
4.4.5.2 焊接速度对保护状态的影响
焊接速度越快,焊接熔池就越小。然而,随着速度的增加,高温金属迅速扩展到焊接位置以外,为避免环境气体对焊缝的污染,在高速焊接时最好增加对熔池的拖动保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。