



(1)加工阶段的划分
按加工性质和作用的不同,工艺过程一般可划分为三个加工阶段。
1)粗加工阶段。主要是切除各加工表面上的大部分余量,所用精基准的粗加工,则在本阶段的最初工序中完成。
2)半精加工阶段。为各主要表面的精加工做好准备(达到一定精度要求并留有精加工余量),并完成一些次要表面的加工。
3)精加工阶段。使各主要表面达到规定的质量要求。
此外,某些精密零件加工时,还有精整(超精磨、镜面磨、研磨和超精加工等)或光整(滚压、抛光等)加工阶段。
下列情况可以不划分加工阶段:加工质量要求不高,或虽然加工质量要求较高,但毛坯刚性好、精度高的零件,就可以不划分加工阶段;特别是用加工中心加工时,对于加工要求不太高的大型、重型工件,在一次装夹中完成粗加工和精加工,也往往不划分加工阶段。
划分加工阶段的作用如下:
1)避免毛坯内应力重新分布而影响获得的加工精度。
2)避免粗加工时,较大的夹紧力和切削力所引起的弹性变形和热变形对精加工的影响。
3)粗、精加工阶段分开,可较及时地发现毛坯的缺陷,避免不必要的损失。
4)可以合理使用机床,使精密机床能较长期地保持其精度。
5)适应加工过程中安排热处理的需要。(https://www.xing528.com)
(2)工序的合理组合
确定加工方法以后,就要按生产类型、零件的结构特点、技术要求和机床设备等具体生产条件,确定工艺过程的工序数。确定工序数有两种基本原则可供选择:
1)工序分散原则。工序多,工艺过程长,每个工序所包含的加工内容很少,极端情况下每个工序只有一个工步,所使用的工艺设备与装备比较简单,易于调整和掌握,有利于选用合理的切削用量,减少基本时间,生产中要求设备数量多,生产面积大,但易于更换产品。
2)工序集中原则。零件的各个表面的加工集中在少数几个工序内完成,每个工序的内容和工步都较多,有利于采用高效的数控机床,生产计划和生产组织工作得到简化,生产面积和操作工人数量减少,工件装夹次数减少,辅助时间缩短,加工表面间的位置精度易于保证,设备、工装投资大,调整、维护复杂,生产准备工作量大,更换新产品困难。
批量小时往往采用在通用机床上工序集中的原则,批量大时既可按工序分散原则组织流水线生产,也可利用高生产率的通用设备按工序集中原则组织生产。
(3)加工顺序的安排
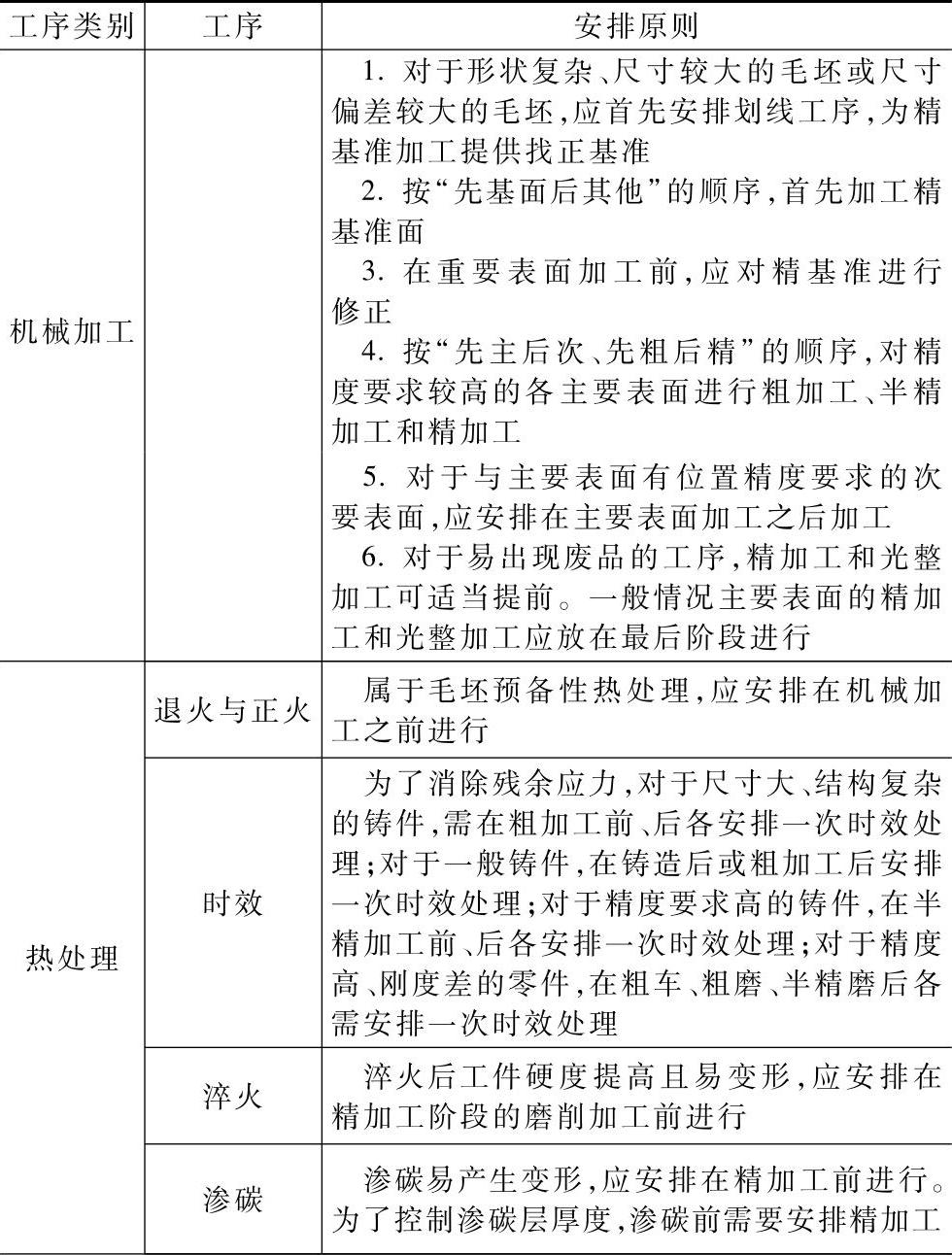
零件加工顺序的安排原则见表1-4。
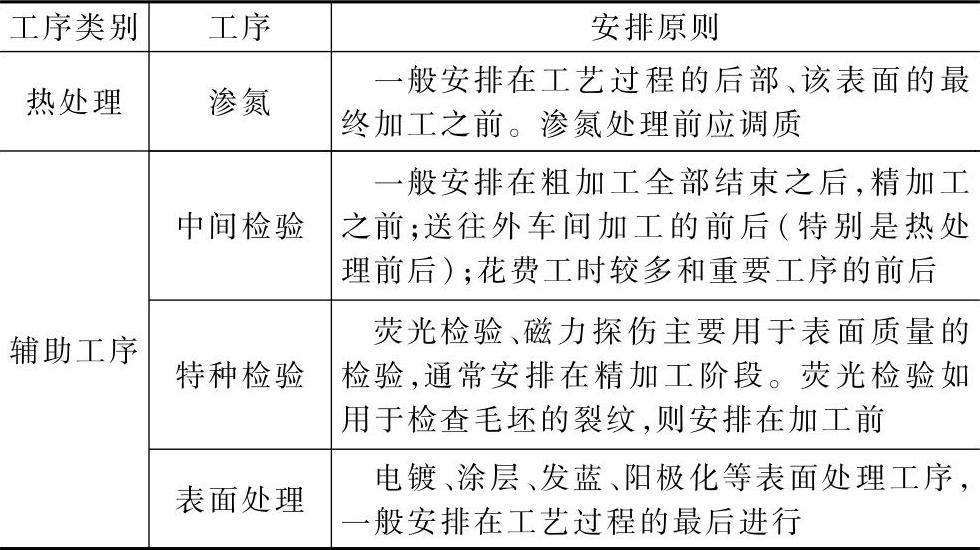
表1-4 零件加工顺序的安排原则
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。