



导线的连接不当,会导致接头处发热,甚至断裂,引起事故。所以正确地连接导线是维修电工的重要基本技能之一。
对导线连接的基本要求如下:
1)接触紧密,接头电阻小,稳定性好。与同长度同截面积导线的电阻比应不大于1。
2)接头的机械强度应不小于导线机械强度的80%。
3)耐腐蚀。对于铝与铝连接,如采用熔焊法,主要防止残余熔剂或熔渣的化学腐蚀。对于铝与铜连接,主要防止电化腐蚀。在接头前后,要采取措施,避免这类腐蚀的存在。
4)接头的绝缘层强度应与导线的绝缘强度一样。
常用导线的线芯有单股、7股和11股等多种。根据线芯股数的不同和导线截面积的不同,其连接方法也不同。下面分别介绍。
1.单股铜芯导线的连接方法
(1)单股导线的直线连接(沿一条直线方向的连接)
根据单股导线的截面积的大小,其直线连接方法一般有绞接法和缠绕法两种。
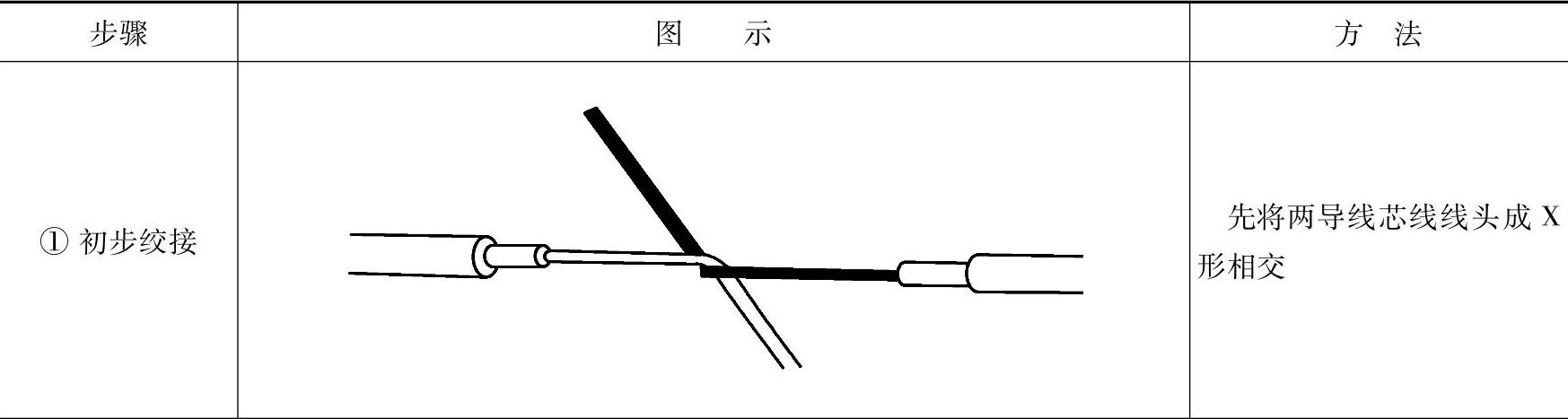
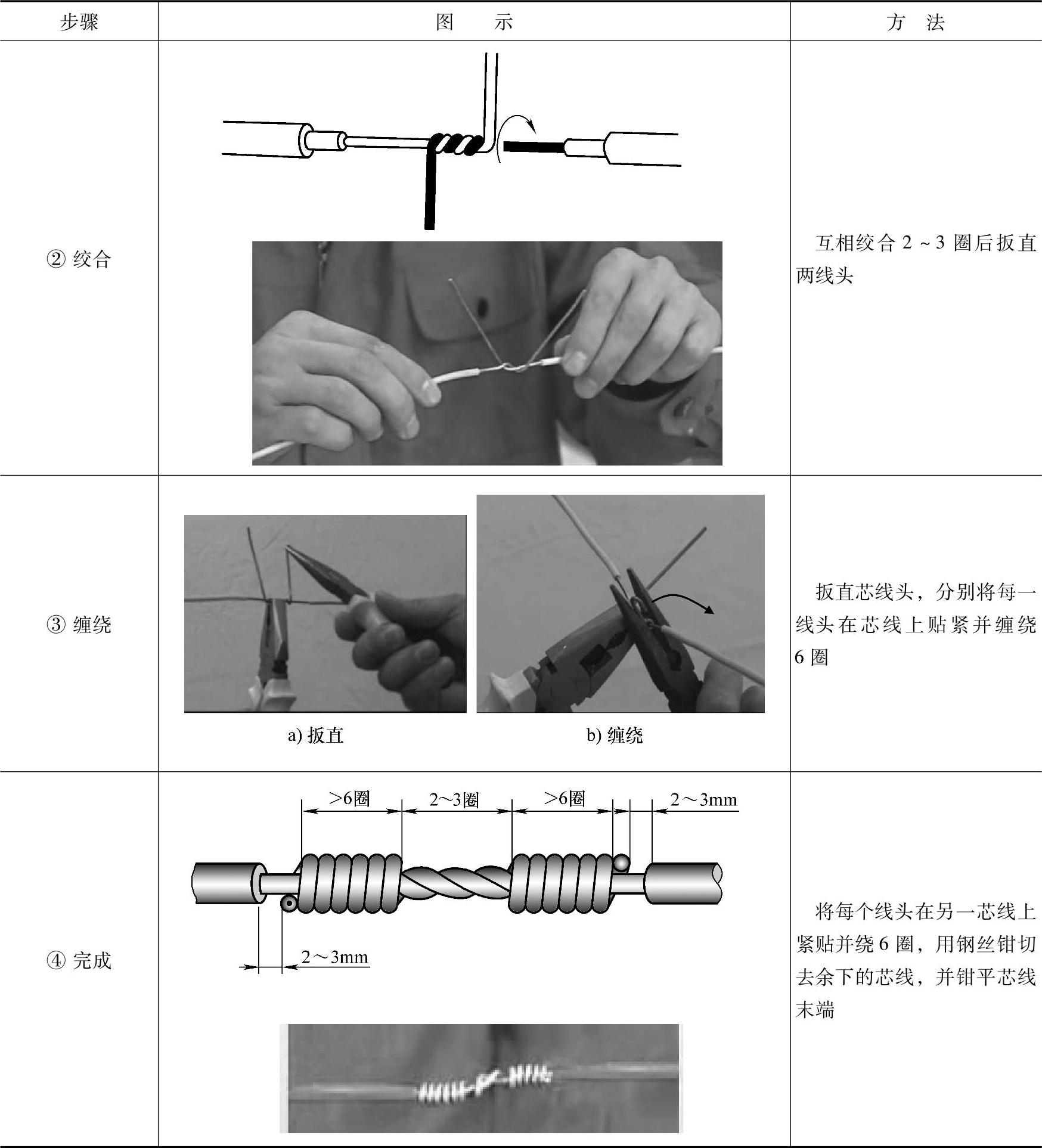
1)绞接法。对于截面积较小的单股导线,可用绞接法,详见表3-2。
表3-2 单股铜芯导线在同一直线上进行连接的方法
(续)
2)缠绕法。截面积较大的单股铜导线连接宜采用缠绕法,如图3-5所示。
3)不同截面积单股铜导线连接方法如图3-6所示。
(2)单股铜导线的T形连接
单股铜导线的T形连接有两种方法:①将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可,如图3-7a所示;②对于较小截面积的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可,如图3-7b所示。
(3)单股铜导线的十字分支连接
将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可,可以将上下支路芯线的线头向一个方向缠绕(见图3-8a),也可以向左右两个方向缠绕(见图3-8b)。
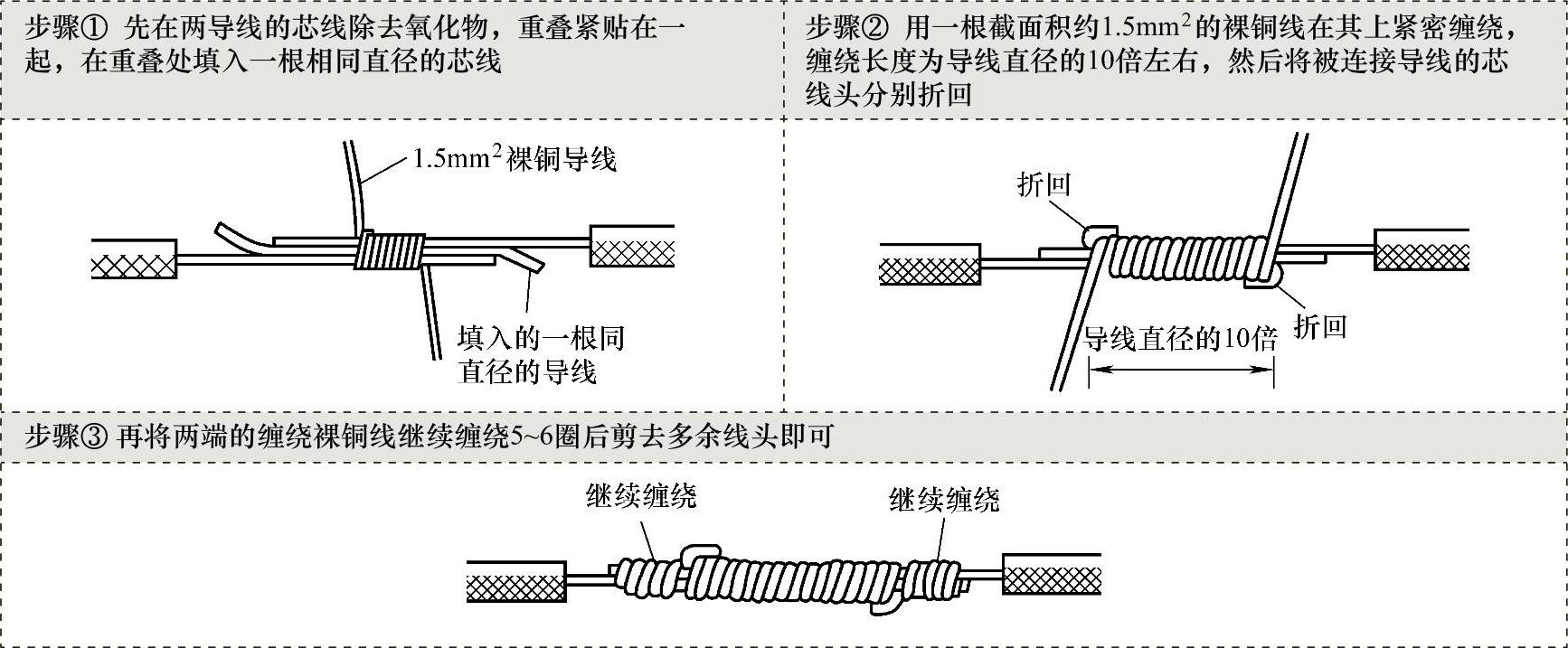
图3-5 大截面积单股铜导线连接方法
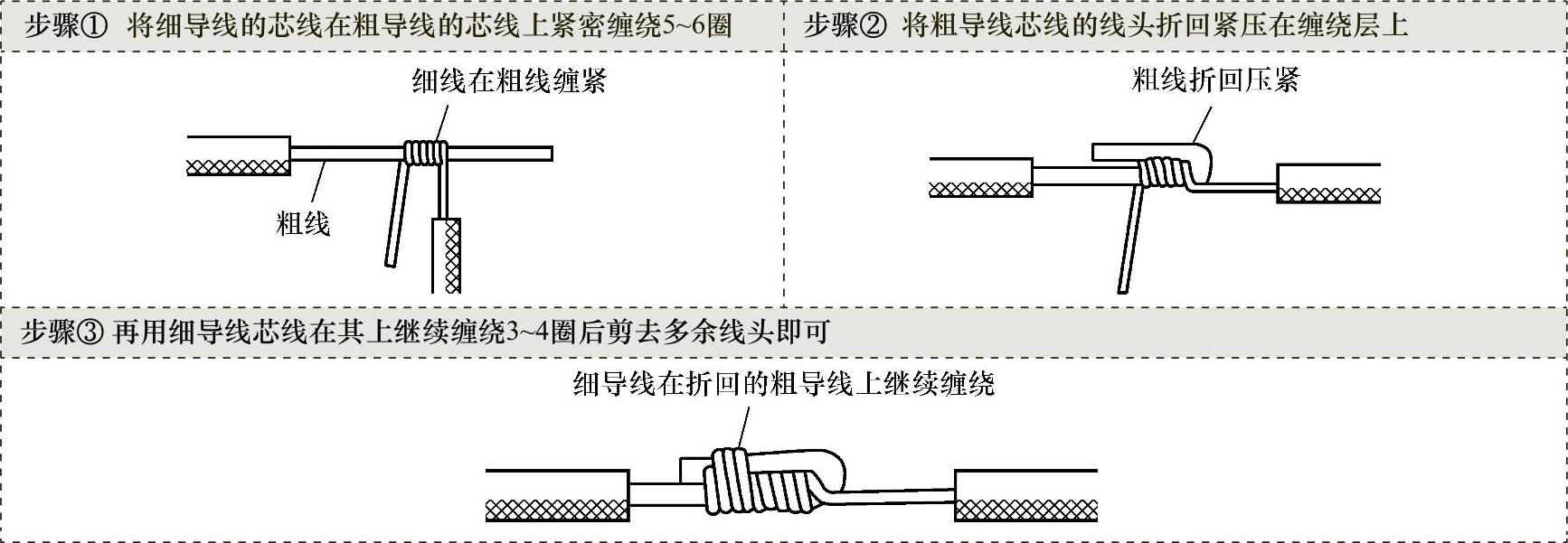
图3-6 不同截面积单股铜导线连接方法
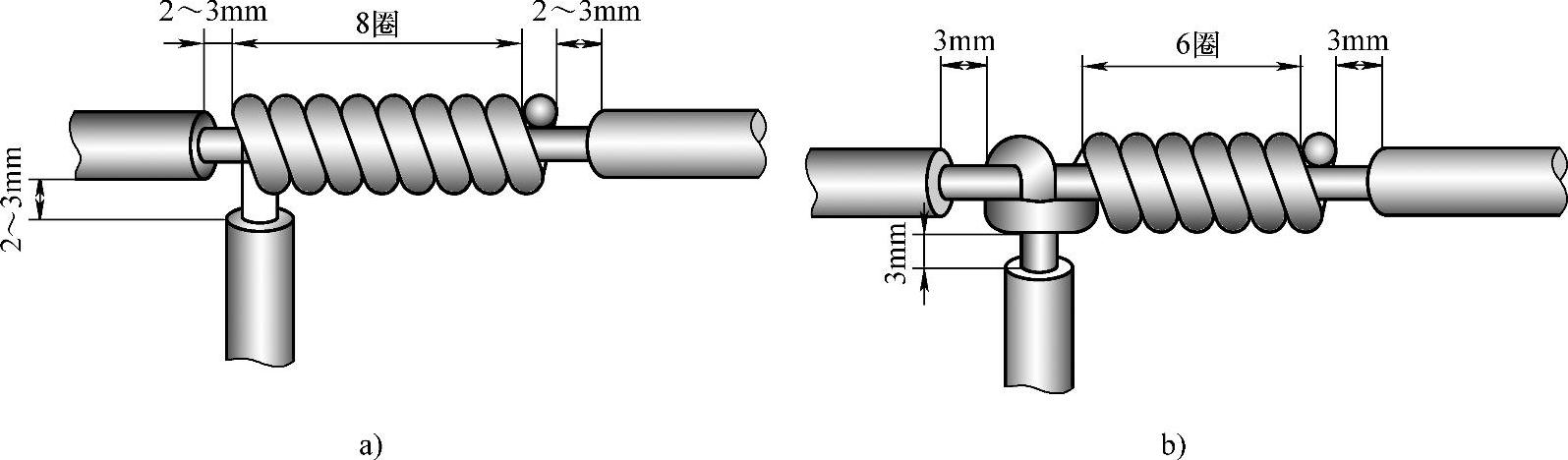
图3-7 单股铜导线的T形连接
(4)双芯或多芯电线电缆的连接
双芯护套线、三芯护套线或电缆、多芯电缆在连接时,应注意尽可能将各芯线的连接点互相错开位置,可以更好地防止线间漏电或短路。将同颜色的两根待连接导线进行连接,连接方法与小截面积单芯导线的直线连接方法相同,如图3-9所示。

图3-8 单股铜导线的十字分支连接
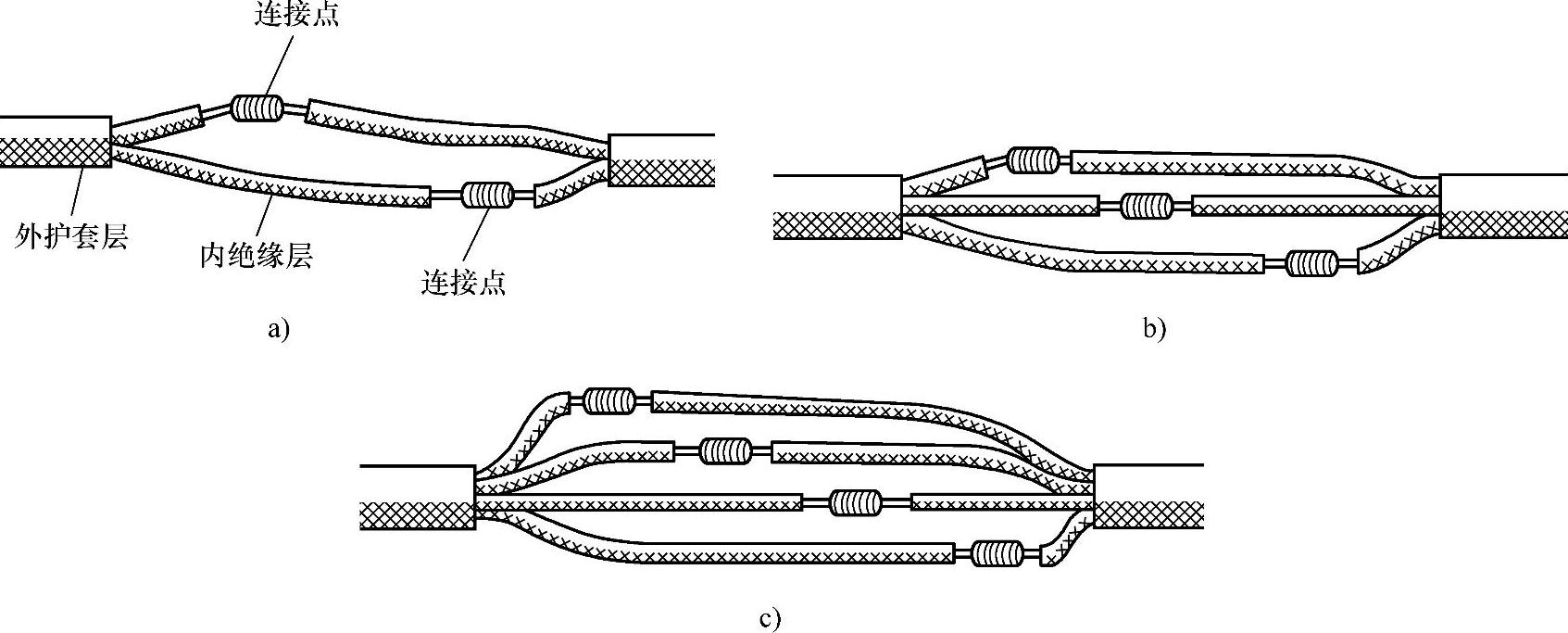
图3-9 多芯导线的连接
2.多股导线的连接
(1)多股铜芯(铝芯)导线的直线连接
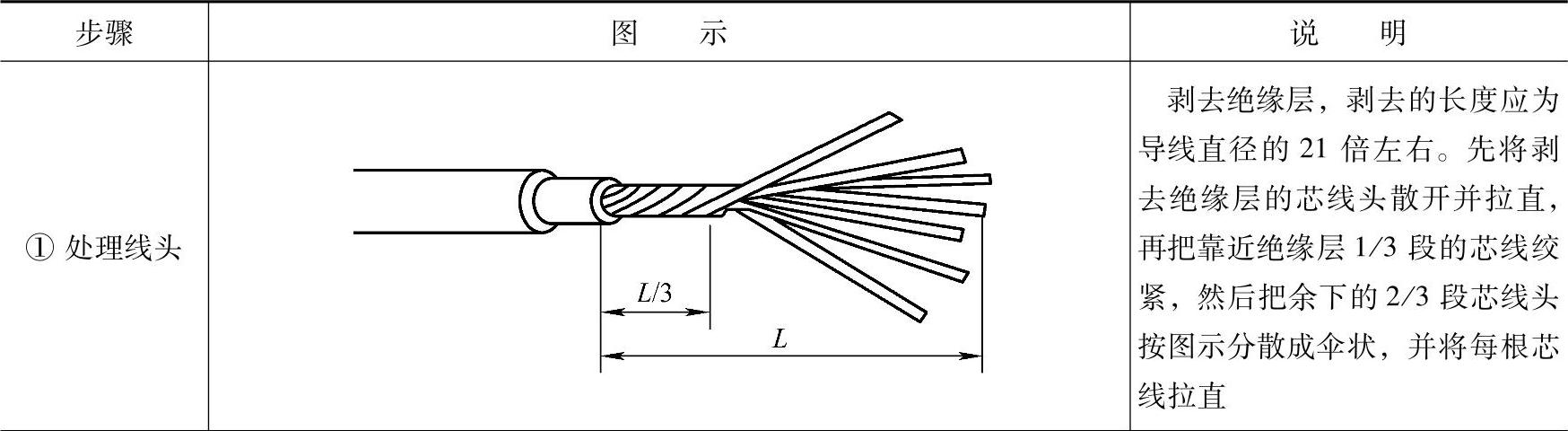
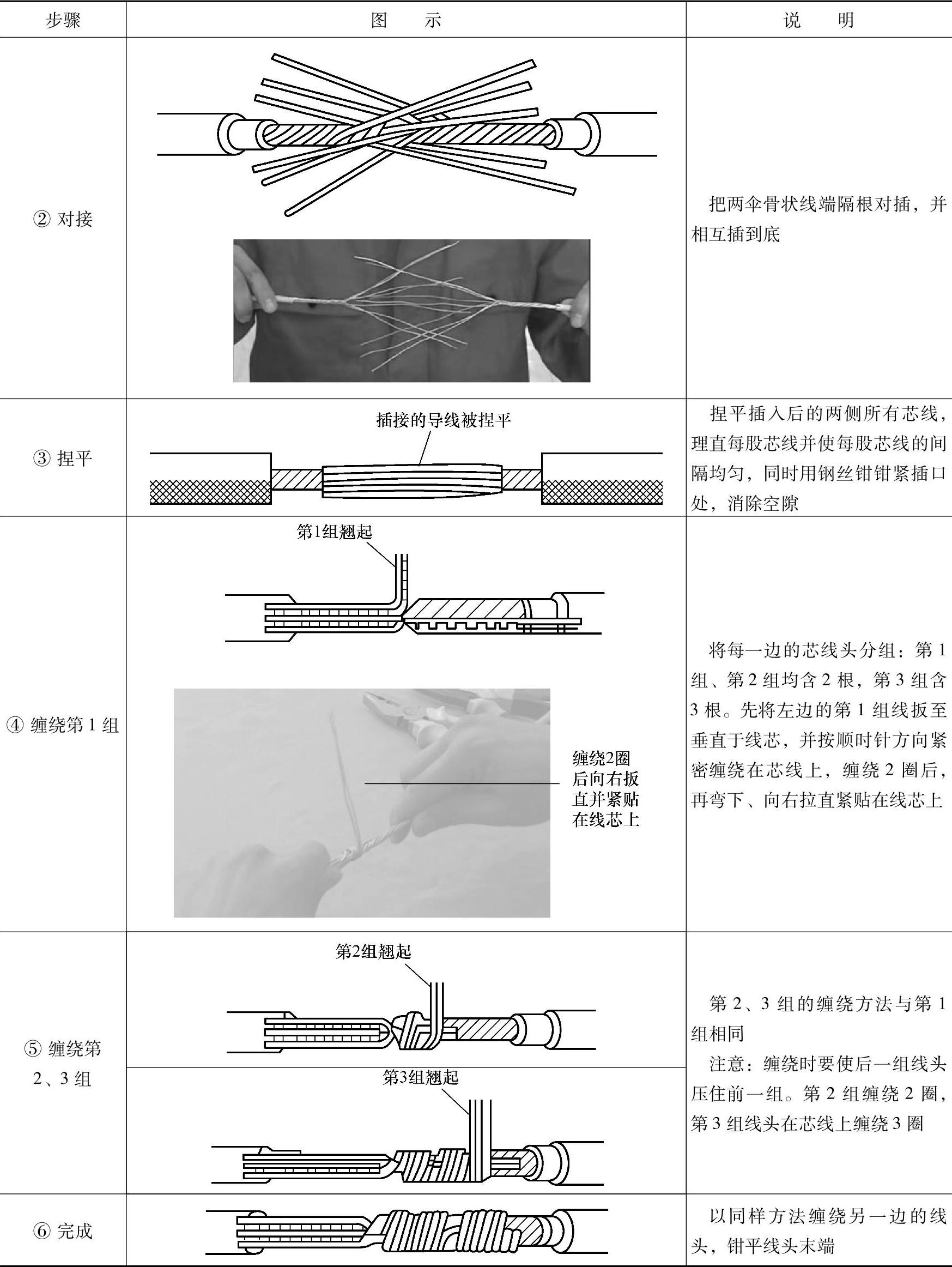
以7股铜芯(铝芯)导线为例说明多股铜芯(铝芯)导线的直线连接方法,详见表3-3。
表3-3 7股铜芯(铝芯)导线沿直线方向的连接
(续)
(2)多股铜芯导线的T形连接
以7股铜芯导线为例说明多股铜芯导线的T形连接方法,如图3-10所示。
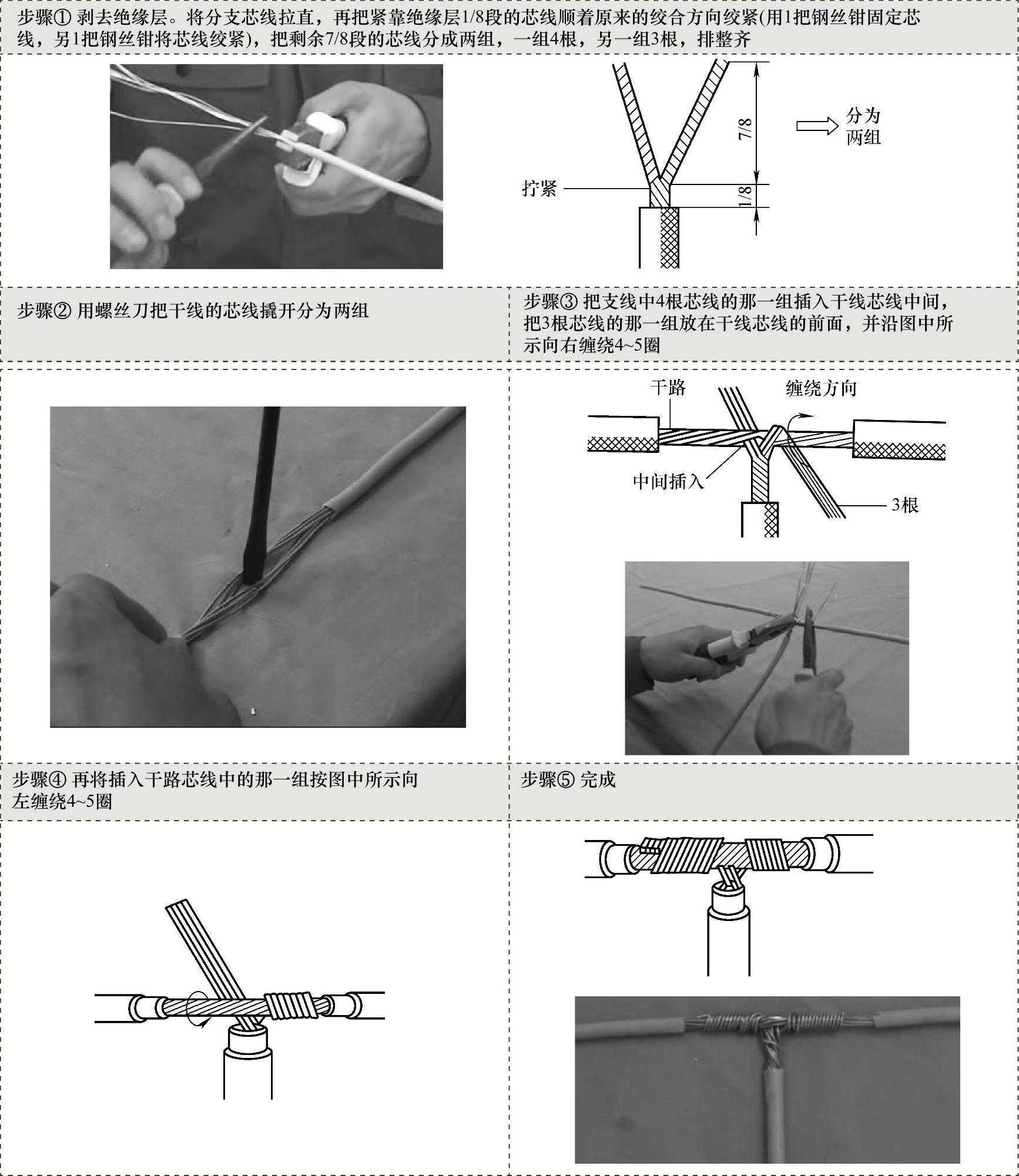
图3-10 多股铜芯导线的T形连接(1)
多股铜导线的分支连接,还可以将支路芯线90°折弯后与干路芯线并行,然后将线头折回并紧密缠绕在芯线上,如图3-11所示。
(3)单股导线和多股导线之间的T形连接
单股导线和多股导线之间的T形连接如图3-12所示。
(4)同一方向的导线的连接
当需要连接的导线来自同一方向时,其连接操作如图3-13所示。
注意:为了进一步保证接头的质量,可以对接头进行焊锡处理。

图3-11 多股铜芯导线的T形连接(2)
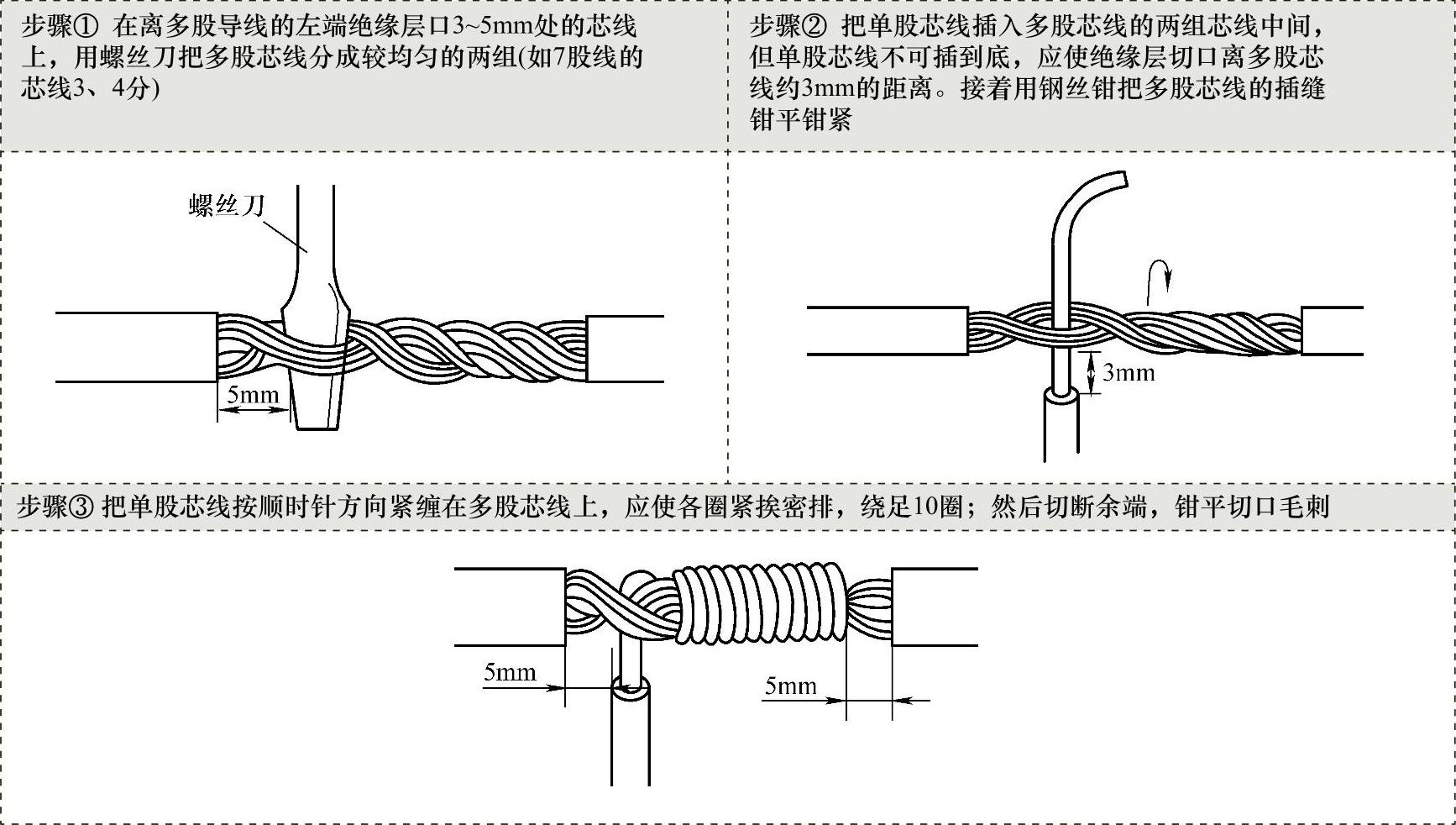
图3-12 单股导线和多股导线之间的连接
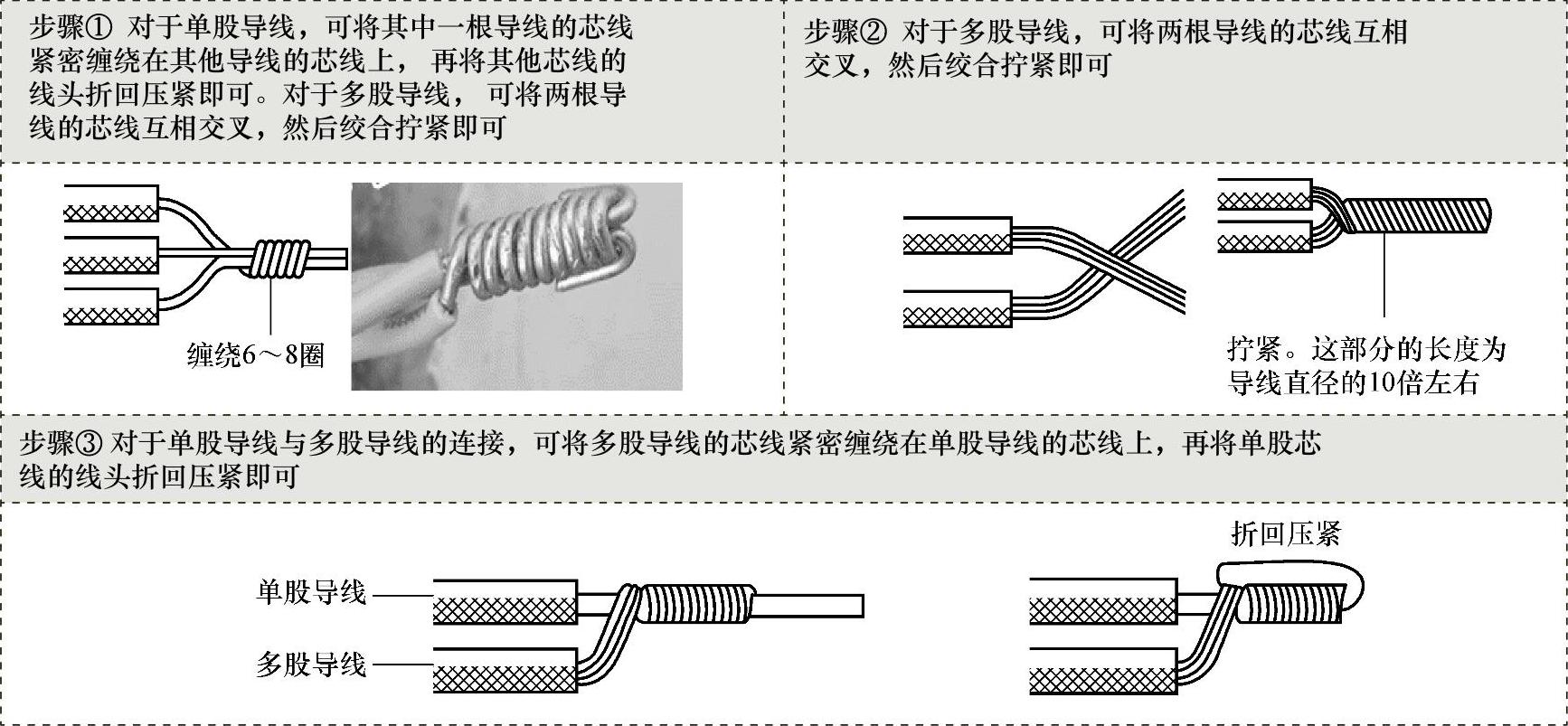
图3-13 同一方向的导线的连接方法
3.导线的紧压连接
导线的连接,习惯上一般用绞合法,但在较大电流的电路中,导线较粗,绞合而成的接头仍然会出现发热(该处有一定的压降)。这种情况下,可采用压接(或焊接)的方法。(https://www.xing528.com)
压接是指用金属套管套在被连接的芯线上,再用压接钳压紧套管使芯线保持连接的方法。铜导线(一般是较粗的铜导线)的压接采用铜套管,铝导线的压接应采用铝套管。压接前应先清除导线芯线表面和压接套管内壁上的氧化层和污物,以确保接触良好。
(1)压接钳
压接钳有用于大直径导线压接和小直径导线压接两种,如图3-14所示。

图3-14 导线压接钳
(2)压接套管
压接套管有椭圆形截面和圆形截面等几种,如图3-15所示。

图3-15 压接套管
(3)压接方法
常见的压接方法如图3-16所示。
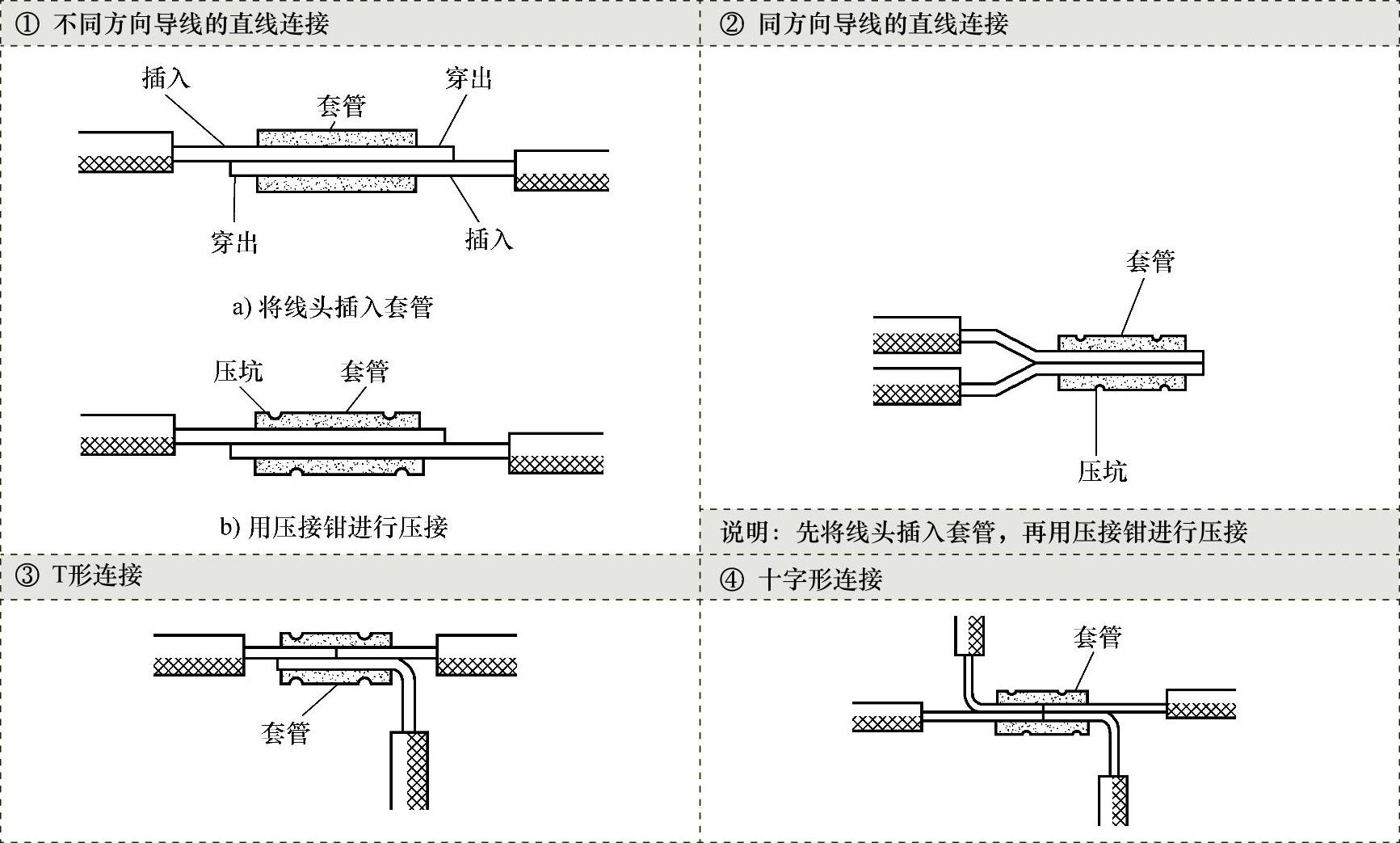
图3-16 导线的常见压接方法
注意:铜导线与铝导线的连接方法如下:
当需要将铜导线与铝导线进行连接时,必须采取防止电化学腐蚀的措施。如果将铜导线与铝导线直接绞接或压接,在其接触面将发生电化学腐蚀,引起接触电阻增大而过热,造成线路故障。常用的防止电化学腐蚀的连接方法如图3-17所示。
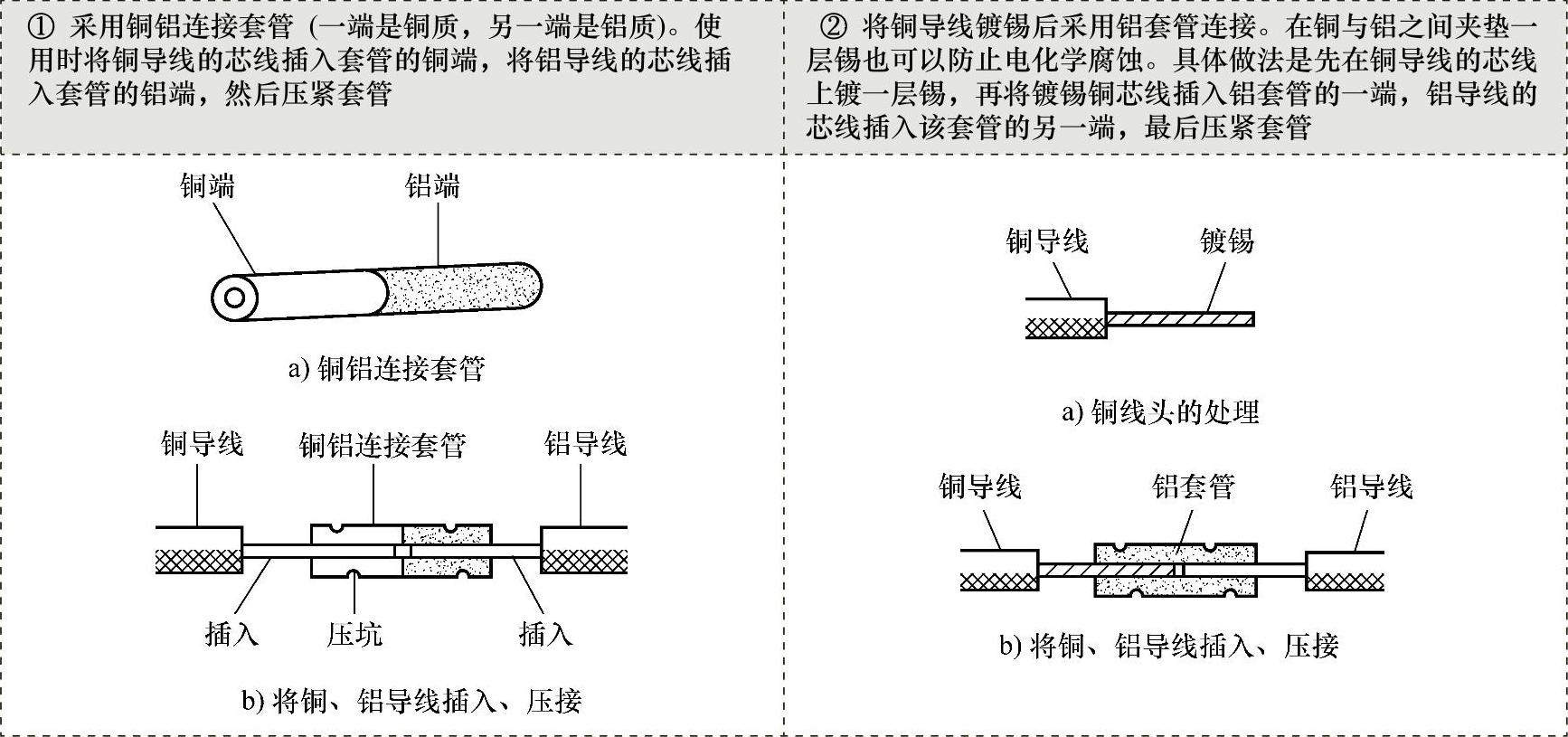
图3-17 铜导线与铝导线的连接
4.铜芯线与接线桩的连接
(1)导线与平压式接线桩的连接方法
平压式接线桩是利用半圆头、圆柱头和六角头的螺钉加垫圈将线头压紧,完成连接。
1)对载流量小的单股芯线,先将线头弯成接线圈,再用螺钉、垫圈压紧。弯制压接圈的方法如图3-18所示。
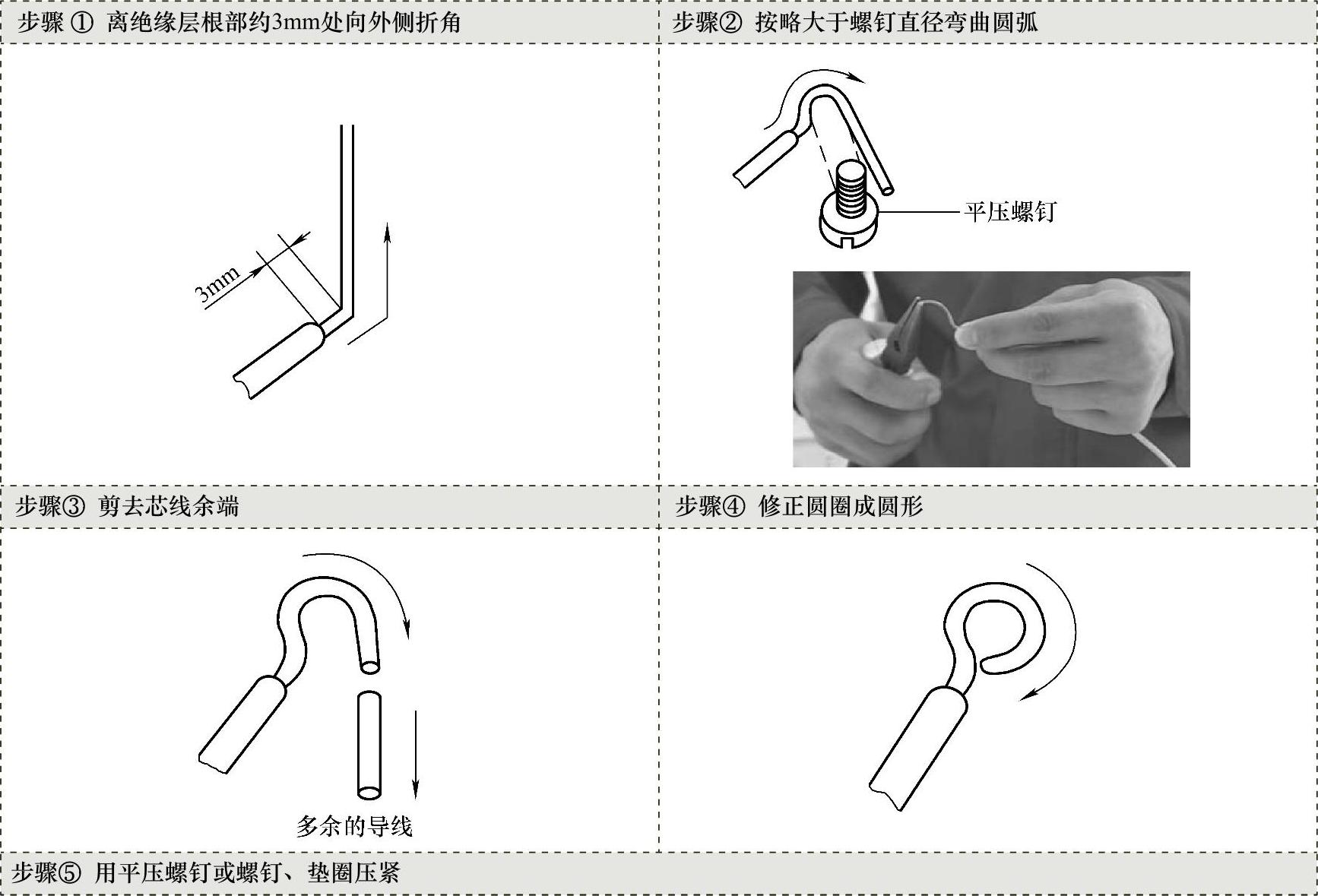
图3-18 弯制压接圈的方法

图3-18 弯制压接圈的方法(续)
注意:在同一接线端子上压两根不同截面积的导线时,大截面积导线应放在下层,小截面积导线放在上层。
2)对于截面积不超过10mm2、股数为7股及以下的多股芯线,也是首先将线头弯成压接圈,再用螺钉、垫圈压紧。弯制压接圈的方法如图3-19所示。
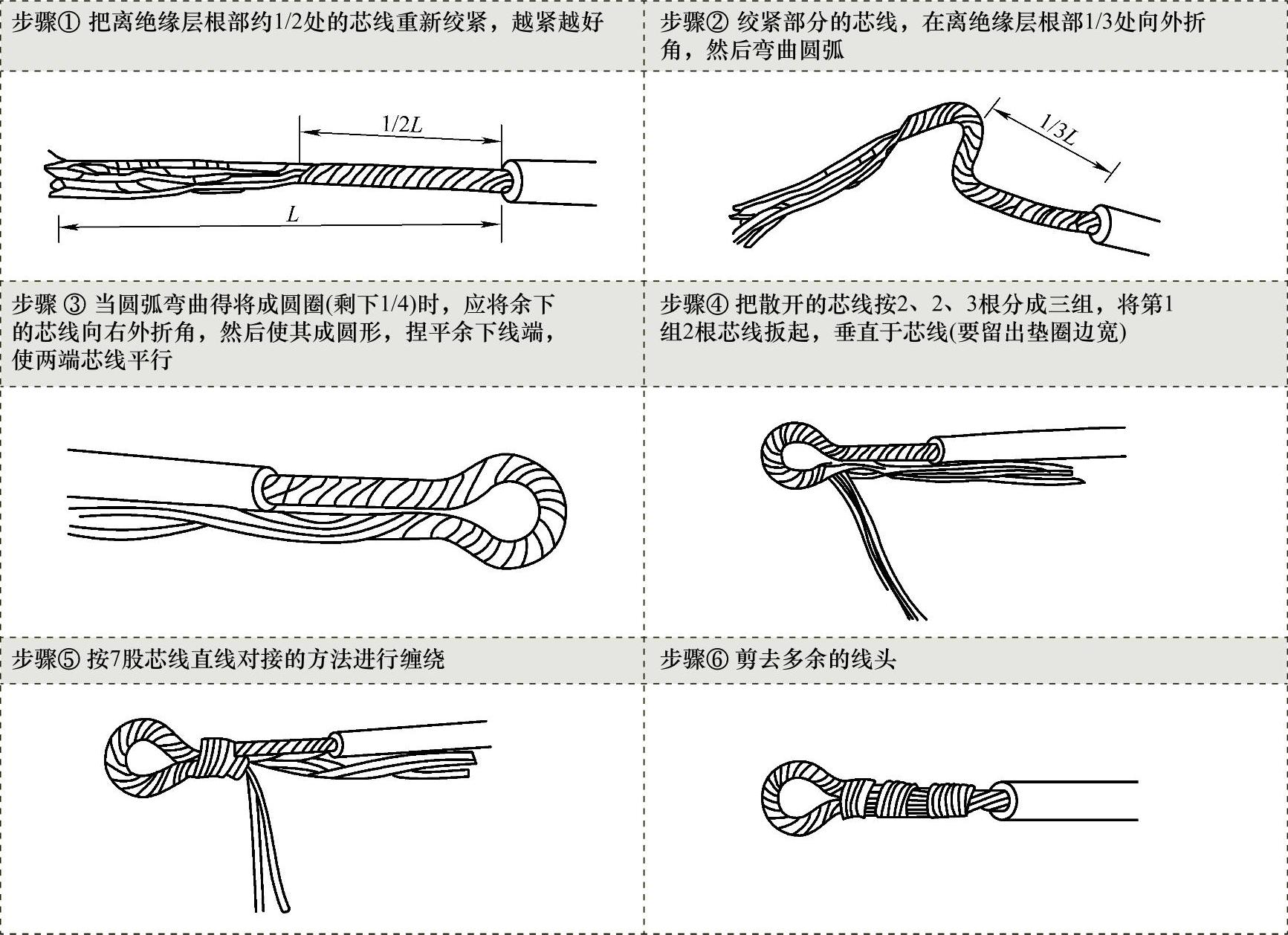
图3-19 多股硬芯线与平压式接线桩的连接
注意:对于载流量较大、截面积超过10mm2、股数多于7股的导线端头,应安装(焊接或压接)接线耳,如图3-15c所示。
3)软线线头与平压式接线桩的连接方法如图3-20所示。
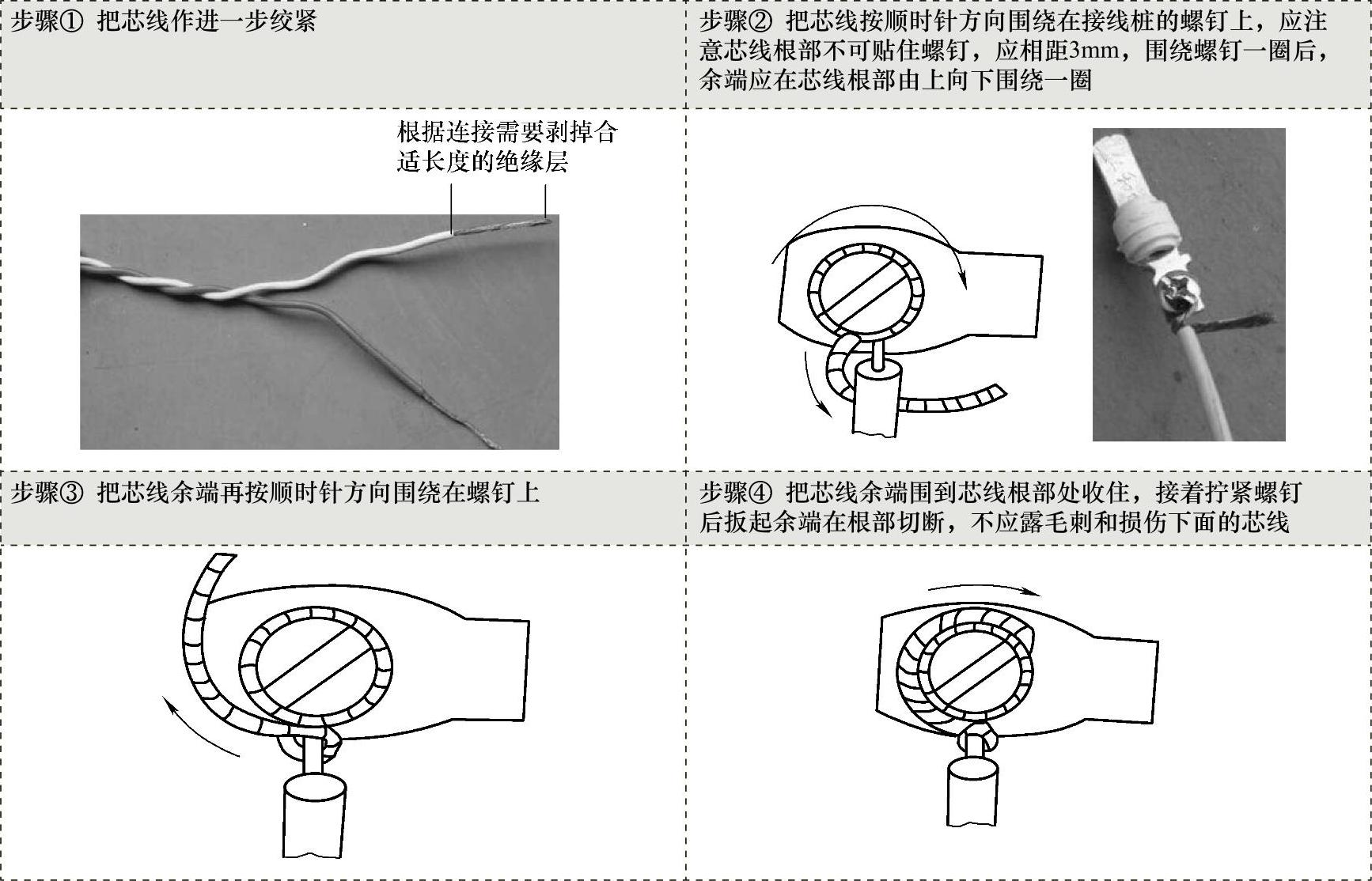
图3-20 软线线头与平压式接线桩的连接
连接这类线头的工艺是,压接圈和接线耳的弯曲方向应与螺钉拧紧方向一致,连接前应清除压接圈、接线耳和垫圈上的氧化层及污物,再将压线圈和连接耳压在垫圈下面,用适当的力将螺钉拧紧,以保证良好的电接触。压接时注意不得将导线绝缘层压入垫圈内。
(2)线头与瓦形接线桩的连接
瓦形接线桩的垫圈为瓦形。压接时为了防止线头从瓦形接线桩内滑出,需采用以下方法:
1)如果是单根线头接在一个瓦形接线桩上,将单股铜芯线弯成U形(略大于螺栓直径),将瓦形接线桩螺栓及瓦片松开,将线芯放进接线桩中,将螺栓和瓦片装回原位并拧紧即可,如图3-21a所示。
2)如果两根线头接在同一个瓦形接线桩上,则两根单股线都要变成U形,再一起卡入瓦形接线桩内,并用螺栓瓦片压紧,如图3-21b所示。
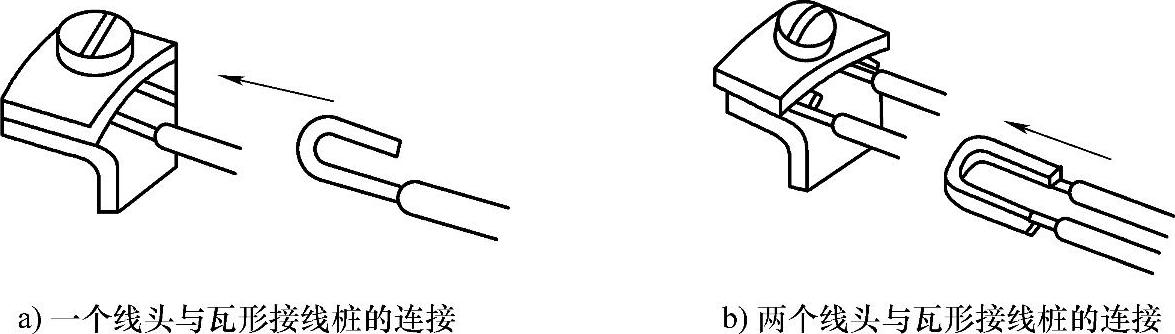
图3-21 线头与瓦形接线桩的连接
3)如果瓦片两侧有挡板,则芯线不用弯成U形,只需松开螺栓,线芯直接插入瓦片下面,将螺钉旋紧即可。注意:线芯的长度应比瓦片的长度长2~3mm,导线的绝缘层离接线桩的距离应小于2mm。当线芯太细,则应将导线折成双股插入。
(3)导线与针孔接线桩的连接
1)单股线头与针孔接线柱的连接。若线头直径比针孔直径小很多,可将单股线头折成双股再插入针孔,然后旋紧螺栓,如图3-22a所示。若线头直径与针孔直径基本吻合,可将单股线头直接插入针孔,旋紧螺栓即可,如图3-22b所示。
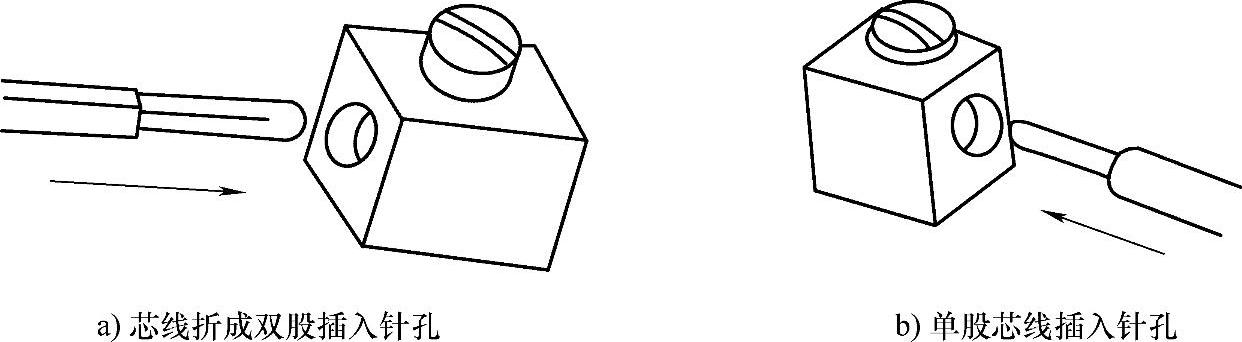
图3-22 芯线与针孔接线桩的连接
2)多股芯线与针孔接线柱的连接。当针孔直径与芯线直径基本相等时,可将线头拧紧,插入针孔,再旋紧螺钉,如图3-23a所示。当针孔过大时,可在线头上缠绕一层铜芯线,使线头的有效直径变大,再插入针孔,如图3-23b所示。当针孔过小时,可将线头剪断几根后,再将线头拧紧,插入针孔,如图3-23c所示。
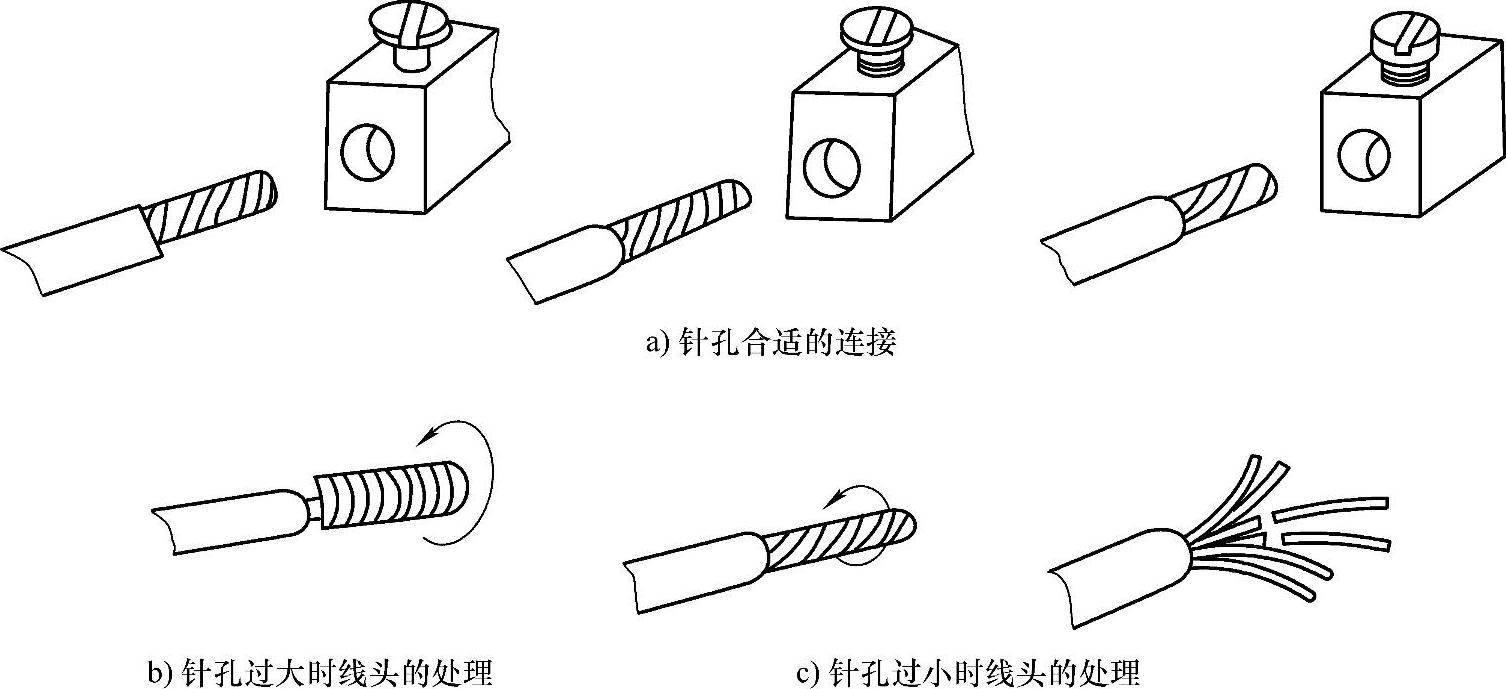
图3-23 多股芯线与针孔接线柱的连接
无论是单股或多股芯线的线头,插入针孔时,一是注意插到底,二是不得使绝缘层进入针孔,针孔外的裸线头的长度不得超过3mm。
(4)导线的焊接
导线的连接处有一定的电阻,当然这个电阻比较小。对于某些导线的接头(例如通过的电流较大、承受一定的力、有一定的振动的接头),为了减小接头处的接触电阻、增加接头的强度,需要对接头进行焊接。
对于截面积在16mm2以下的铜导线,在焊接前须清除线头表面的氧化物(可用细砂纸打磨),然后将线头绞合,再用电烙铁加热接头、送焊锡丝到接头,等焊锡熔化浸润、布满整个接头,撤去焊锡丝,再撤去电烙铁,完成焊接,如图3-24所示。
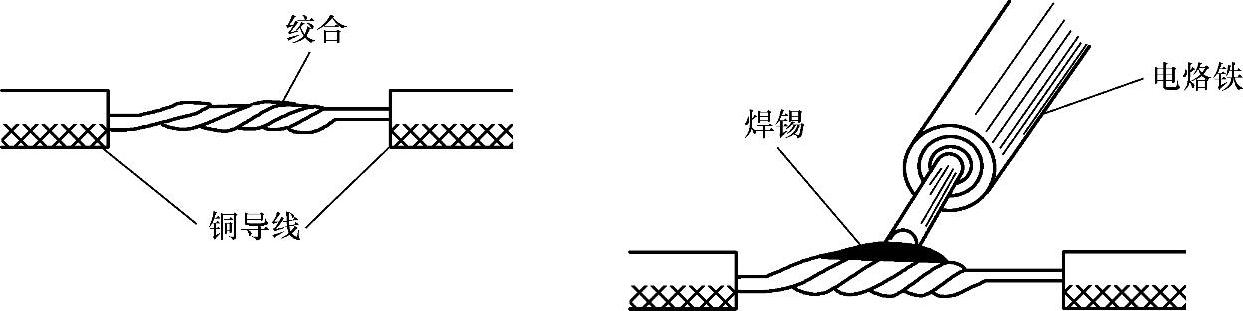
图3-24 导线的焊接
由于铜的可焊性很好,对于16mm2以上的铜导线的焊接,可用气焊的方法实施铜焊。有一种铜焊条,需要使用助焊剂进行焊接,还有一种磷铜焊条,焊接时不需要助焊剂。铜焊操作简单、可靠、易学。其操作方法是,首先将接头处用砂纸打磨,去除氧化物,再将两接头搭接,然后用气焊的中性焰的内焰加热接头,如图3-25a所示。当接头处颜色变为暗红到亮樱色的阶段(大约有十几秒)的任意时刻,将焊条送到焊接处(焊条与接头接触),内焰继续加热焊缝周围,外焰适当加热焊料,使它熔化,自动流满整个接头,达到焊接目的。若只流满半圈,可在没焊住的地方加焊一次。如果怀疑有气孔,则可以再次短时加热焊接处,使焊料再次熔化,必要时可适当补充焊料,如图3-25b所示。焊接完成后关闭设备。
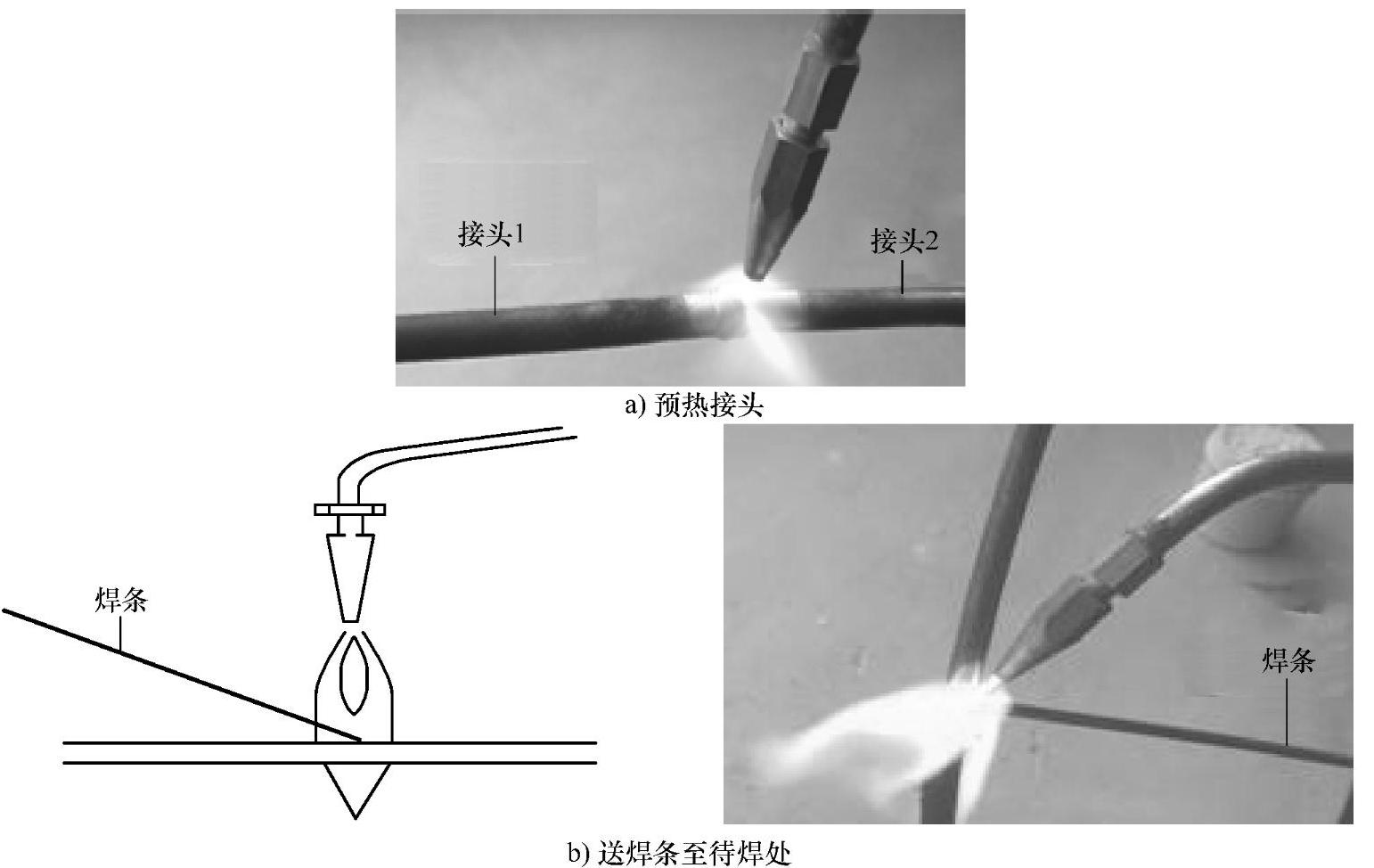
图3-25 铜导线的焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。