



【摘要】:图6-5 焊接原理图焊接电弧焊具有工艺灵活、适应性强、质量好、易于通过工艺调整来控制焊接变形和应力、设备简单、操作方便等优点。由焊接电源供给的、具有一定电压的两电极间或电极与母材金属之间,在气体介质中产生的强烈而持久的放电现象,称为焊接电弧。弧焊时,引燃焊接电弧的过程称为引弧,也称为引燃。
焊条电弧焊是目前应用最为广泛的一种焊接方法(特征符号标记为E)。焊接时,电弧在熔化的电极和工件之间燃烧,电弧和焊接熔池通过焊条产生的气体和熔渣的保护,防止空气的侵入,其原理如图6-5所示。
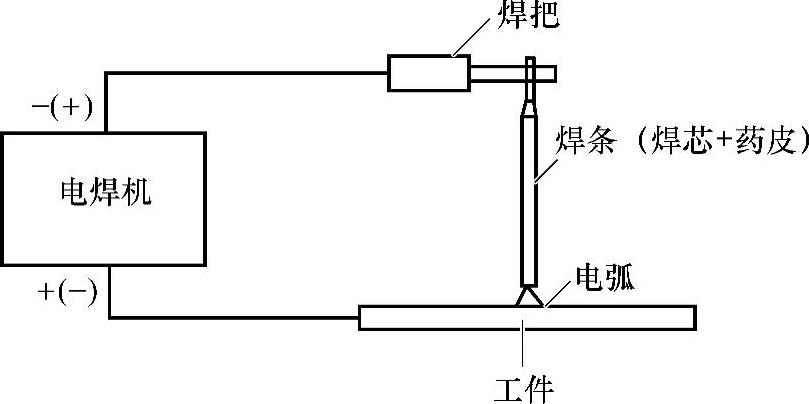
图6-5 焊接原理图
焊接电弧焊具有工艺灵活、适应性强、质量好、易于通过工艺调整来控制焊接变形和应力、设备简单、操作方便等优点。
由焊接电源供给的、具有一定电压的两电极间或电极与母材金属之间,在气体介质中产生的强烈而持久的放电现象,称为焊接电弧。
弧焊时,引燃焊接电弧的过程称为引弧,也称为引燃。
焊接电弧的引燃一般有两种形式,即接触引弧和非接触引弧。(https://www.xing528.com)
1.接触引弧
电源接通后,电极与工件直接短路接触,随后拉起电极而引燃电弧,这种引弧方式称为接触引弧。它是一种最常用的引弧方式,焊条电弧焊熔化和气体保护焊都采用这种引弧方式。短路接触的方式有两种,直击法和划擦法。
电弧能否顺利引燃还与下列因素有关:焊接电流强度、弧中的电离物质、电源的空载电压及其特性等。如果焊接电流较大,电弧中又存在容易电离的元素,或电源的空载电压较高,则电弧的引燃就容易。
2.非接触引弧
引弧时电极与工件之间保持一定的间隙,而后在电极与工件之间加上高电压击穿气隙使电弧引燃,把这种引弧方式称为非接触引弧。由于引弧不需要与工件接触,对工件无污染、无损坏。这种引弧方式主要应用于氩弧焊和等离子弧焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。