



在冲裁加工过程中,免不了遇到这样或那样的问题,此时,操作者除精心操作外,还应仔细观察、分析判断出冲裁加工的故障原因,并采取正确的处理措施。常见故障主要有:
1.废料或制品随凸模回升
在冲裁一些较软或厚度较薄的材料,且工件形状较为复杂或带有窄长切口的冲模时,常会发现在冲压时废料或工件在凹模孔内有回升现象。由于废料及工件的回升,很容易使凸、凹模的刃口被啃坏或发生意外事故。该故障产生的原因及解决措施如下:
(1)检查凸、凹模的间隙 若间隙过大,凹模无法对废料或工件形成有效的约束,在凸模的带动下就很容易随之上升,因此间隙过大是影响废料及工件回升的主要因素之一。此时,采取的措施是更换凸模,减小凸、凹模的间隙。
(2)检查凹模刃口 若凹模刃口尺寸过长或成倒锥形,易使废料及工件在冲压时回升。如图4-23a、b所示的凹模刃口,其h值不应太大,也不能成α角的倒锥。若在测量时有上述现象并且凸、凹模的间隙偏大,则废料或工件极易随凸模回升。当修整成如图4-23c所示形状,使凹模刃口成10′左右锥度的刃口形式,并尽量减少h值,即可消除废料及工件的回升。

图4-23 凹模的刃口形式
a)、b)改进前的刃口形式 c)改进后的刃口形式
(3)检查润滑油用量或粘度 若润滑油太多或太粘,则易使废料及工件粘附在凸模上而被提起。
2.废料与工件排出困难
若废料或工件难以从模具漏料孔中排出,则易造成模具漏料孔的堵塞,甚至出现凹模的胀裂,因此应及早发现并处理解决。产生的原因及解决措施如下:
1)凹模或下模漏料孔孔径较小,废料或工件难以漏下。解决措施是:加大漏料孔孔径,如图4-24a所示。
2)检查顶料机构,观察顶料机构是否工作正常,顶料杆有无弯曲,顶料板工作时是否因偏斜而卡紧,顶料板与凸模配合是否过紧而不能自由运动,卸料弹簧或橡胶的弹力是否不足。解决措施是:调整顶料机构,修整顶料板、顶杆等零件,更换卸料弹簧或橡胶等。
3)检查凹模刃口形状是否有图4-23b所示的凹模倒锥。解决措施是:修整凹模成图4-23c所示形状。
4)由于长期受振动的影响,凹模与下模座之间的紧固螺钉和圆柱销产生松动,致使漏料孔错位,使制品漏不下、废料出不来。解决措施是:重新装配调整模具,使下模板的漏料孔与凹模孔的相互位置对正,不得倾斜,如图4-24b所示。
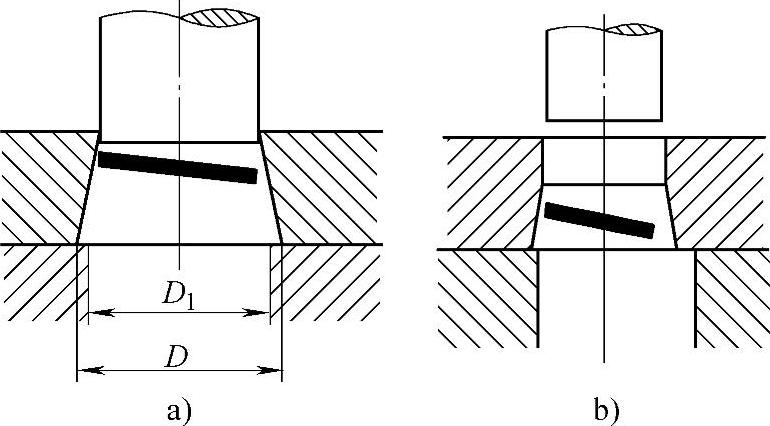
图4-24 冲裁模漏料孔的调整
5)由于长期使用而被磨损,卸料板与凸模间的间隙过大,冲压时,凸模很容易把制品零件带入间隙而使条料或制品卡住不易脱出模外。解决措施是:更换卸料板,重新调整间隙。
3.送料不畅通或坯料被卡死
在冲裁模的操作过程中,有时出现送料不畅通或料被卡死的问题。产生的原因及解决措施可从以下方面进行:
1)检查凸模与卸料板之间的间隙是否过大,使搭边翻扭而导致送料不畅。解决措施是:更换卸料板,减小凸模与卸料板之间的间隙。
2)检查两导料板之间的尺寸是否过小或有斜度。解决措施是:根据情况锉修或重装导料板。
3)用侧刃定距的冲裁模,应检查导料板的工作面和侧刃是否不平行而使条料卡死;侧刃与侧刃挡块是否不密合而形成毛刺使条料卡死。解决措施是:重装导料板;修整侧刃挡块,消除间隙。
4.制品只有压印而剪切不下
冲裁模在工作一段时间后,有时在板料上只有压印而剪切不下制品来,产生的原因及解决措施可从以下方面进行:
1)检查凸模与凹模刃口是否变钝或者凸模进入凹模的深度是否太浅。
2)检查凸模与固定板配合是否松动,凸模是否由于在受力而拔出。
排除可以从以下方面进行:用平面磨床平磨凸模与凹模刃口平面,使刃口变得锋利;检查凸模与固定板之间的配合,若发现凸模松动,应立即将凸模固紧,并检查下固定板与模板之间的垫板是否损坏。当发现垫板淬火硬度不够而被凸模端部压凹时,应更换硬度较高的垫板;调整压力机的闭模高度,使凸模进入凹模的深度适中。
5.冲裁零件外形及尺寸变化
在冲裁操作过程中,出现冲裁零件的外形及尺寸超出图样规定的问题。产生问题的原因及解决措施如下:
1)检查凸模和凹模的尺寸是否发生了变化,或凹模刃口和凸模是否被损坏及损坏的部位。
2)操作时,检查送料是否没有送到规定的位置或定位销、挡料块等是否发生故障。
3)在采用级进模冲裁时,条料是否太窄。送料时,条料进入料口后,若条料宽度过窄,每次送料时条料都将发生移动,使零件外形发生变化,并且内孔与外形也发生了相对位移。
4)在剪切模及冲孔模中,由于未安装压料板或条料不平整,而使冲裁件在冲裁时受力引起弹性跳起,造成制品尺寸的变化。
可以从以下方面进行排除:仔细检查凸模与凹模刃口的工作尺寸、形状是否符合图样要求,若发现变形,应进行修配或更换凸模或凹模。在修配时,假如零件的外形尺寸较小,这时可将凹模拆下,进行退火处理后修整凹模尺寸,凸模更换新的备件。若零件的外形尺寸较大,可以将凸模退火处理后,重新修整,对凹模进行修补或更换;检查定位装置,若磨损过于严重应及时更换;检查压料装置,如压料板、压料弹簧或橡胶,当发生破损、弹力减小,应予以更换。
6.内孔与外缘的尺寸位置发生变化
在冲裁模工作中,出现内孔与外缘的相对尺寸发生变化的问题,产生的原因及解决措施如下:
1)检查落料与冲孔的凸模和凹模孔的相对位置是否发生了变化或凸模歪斜。
2)采用导正销定位的模具,其导正销的位置是否偏斜;或在采用两个导正销定位时,条料在冲制过程中受力而使两个导正销发生扭曲,致使条料定位不准确。
排除可以从以下方面进行:检查一下落料与冲孔的凹模孔和落料凸模与冲孔凹模的相对位置是否发生变化,并进行修复或更换;检查一下侧刃及凸、凹模尺寸,若因磨损而使尺寸变大或变小,应进行更换;根据原模具的设计要求调整导正销的高度与垂直度,使之符合原设计要求;检查定位销的损坏程度或位置,必要时可进行重新更换与调整。
7.凸、凹模刃口磨损过快
在冲裁过程中,凸、凹模刃口的磨损是不可避免的。若达不到表4-13所列数值,并在制品边缘产生毛刺,则为刃口磨损过快。
表4-13 冲裁模的平均寿命(单位:件/每刃磨一次)

在正常的生产情况下,当冲裁模按表4-13所列数据冲裁一定数量的工件后,应执行正常的凸、凹模修磨程序,而不应等到磨损太大后再进行修磨;否则,冲模零件的后期磨损将会越来越大,既无法保证冲裁件质量,又降低模具的正常使用寿命。一般刃口磨损过快的原因及其采取措施如下:(https://www.xing528.com)
1)凸、凹模工作部分润滑不良。改进措施主要是:定时对凸、凹模的工作刃口进行润滑。
2)凸、凹模间隙过大或过小、不均匀。改进措施主要是:更换凸、凹模工作零件,并调整间隙至合理。
3)凸、凹模选材不当或热处理不合理。改进措施主要是:改进设计,更改材料,重新热处理。
4)所冲材料的性能超过所规定的范围或表面有锈斑、杂质,表面不平、厚薄不均。改进措施主要是:使用合格材料。
5)压力机精度较差。改进措施主要是:采用精度较高的压力机。
6)模具安装不当或紧固冲模螺钉松动。改进措施主要是:正确的安装模具并对紧固件采取放松措施。
8.凸、凹模刃口相碰
冲裁过程中,凸、凹模刃口相碰,俗称啃模。啃模是不允许的,易导致冲模致命缺陷的发生。一般来说,在正常情况下,凸、凹模刃口必须保持一定的间隙,发生刃口相碰的主要原因及解决措施有:
1)用无导向冲裁模冲裁薄料,且压力机滑块与导轨的间隙大于凸、凹模的间隙,或模具的导向件磨损造成配合间隙过大。解决措施主要有:采用导向模,这对薄板冲裁尤为重要;另外应检修压力机,保证压力机滑块与导轨的垂直度及间隙;更换新的导柱、导套,使之间隙合适。
2)模具装配不良,凸、凹模装偏或不同心,凸模、导柱等零件安装时不垂直于安装面;上、下模板不平行;卸料板的孔位不正确或歪斜,使冲孔凸模位移。解决措施主要有:重装凸模或凹模使之同心,重磨安装面或重新装配凸模及导柱,使之垂直于安装面;以下模板为基准,修磨上模板的上平面;修整或更换卸料板。
9.凸模崩刃或凹模裂纹
冲裁过程中,凸模崩刃或凹模裂纹的产生原因是多方面的,设计、制造或使用等方面的原因都有可能。一般的修理方式是更换零件,但对大型凸、凹模零件或生产任务紧迫时,可采用以下临时性修理措施:
1)对冲裁模工作刃口细小部位的崩刃可用油石和风动砂轮进行修理。采用这种方法修复模具既可节省更新零件的费用,又可节省时间,不误生产。其修磨方法是:先用风动砂轮将崩刃或裂纹部位的不规则断面修磨成圆滑过渡的断面,如图4-25所示,然后用油石仔细加以研磨,特别是刃口的直壁部位一定要研磨光洁。

图4-25 用油石和风动砂轮修磨刃口
a)刃口崩刃形状 b)修磨刃口后形状
修磨时,凸、凹模零件不必拆卸,只要不妨碍操作,整套模具也可不必从压力机上取下,因此可在冲压作业现场及时进行。使用风动砂轮时,磨削压力要轻,移动速度要缓慢,并且要随时查看修磨部位的状况,严防崩刃的金属碎块飞出伤人,同时也要防止修磨部位发生退火现象。
2)对凹模孔形状较为复杂且体积较小的凹模,当发现凹模孔边缘有裂纹时,可按图4-26所示的加套箍法对其进行加固、紧箍后继续使用。其方法是:将套箍加热烧红后,再把损裂的凹模1压入赤热的套箍中。待冷却后,套箍就把凹模1紧紧地箍套在其中。由于裂纹受到套箍四周的预应力作用,在使用时就不会进一步发展,从而增加了凹模的使用寿命。
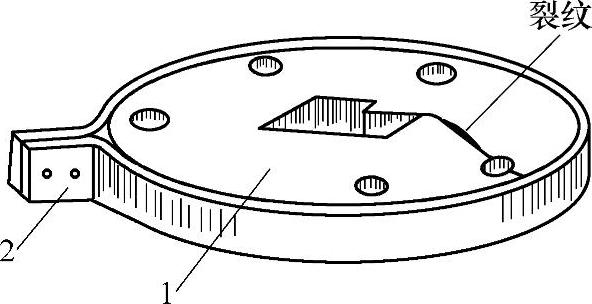
图4-26 加套箍法修理裂纹凹模
1—凹模 2—套箍
3)对大中型冲模,如由于某种原因使其底座与凹模发生裂纹,而在短期内又不能更新时,可以采用图4-27所示的加链板形箍的方式进行修理补救。
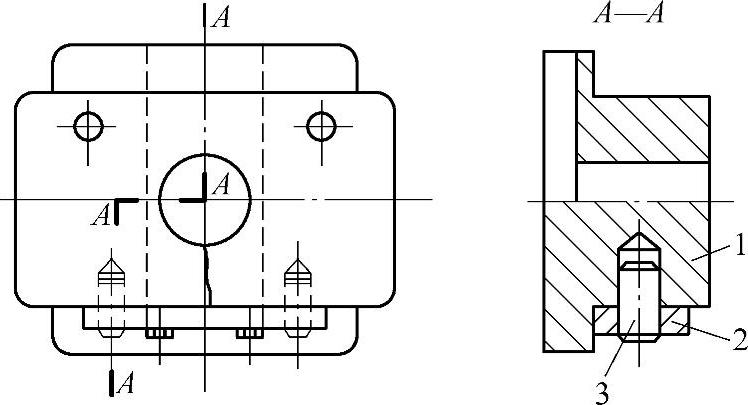
图4-27 加链板形箍修理冲模
1—底座 2—链板 3—拉紧轴
利用这种方法固紧时,也应将链板加热后并由拉紧轴定位,待冷却后,由于链板孔中心距收缩,由拉紧轴即可将裂缝拉严紧密固定。
10.复合模的顶件器顶不出坯料
顶出器顶不出坯料,多数是由于被冲下来的工件或废料被卡紧在凹模中。当这种卡紧力大于顶出器的顶出力时,工件或废料就很难从凹模中顶出。遇到这种情况,应从以下几个方面进行检查:
1)检查冲模的顶杆是否由于长期使用而弯曲、折断或因热处理硬度过低而被镦粗,致使顶杆起不到顶料作用,致使制品卸不下来。如果发生这种情况,应重新更换新的顶杆。
2)检查冲模中的一组顶杆长度是否一致,这是由于一组顶杆热处理的硬度并不尽相同,加之长期使用而受力弯曲,使本来长短一致的顶杆变为长短不一,致使顶出器工作时受力不均而偏斜,难以卸料。如果发生这种情况,应重新更换一组新的顶杆。
3)检查压力机的推杆是否被卡住或者制动螺钉的位置是否上移,致使模具中的顶杆接触不到推杆而无法顶料。如果发生这种情况,应重新调整推杆及制动螺钉的位置,使之工作正常,如图4-28所示。
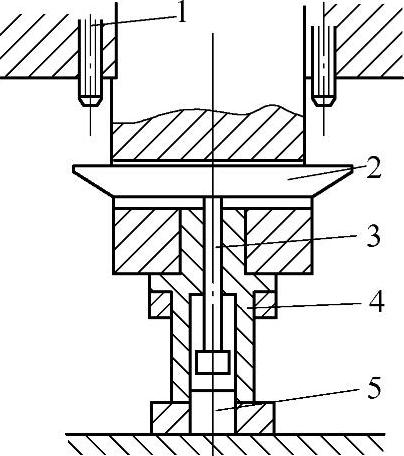
图4-28 顶出器
1—制动螺钉 2—推杆 3—顶杆 4—凹模 5—凸模
4)检查顶料板3及顶出器6是否发生变形或卡在某一位置,顶料销8是否弯曲,如图4-29所示。
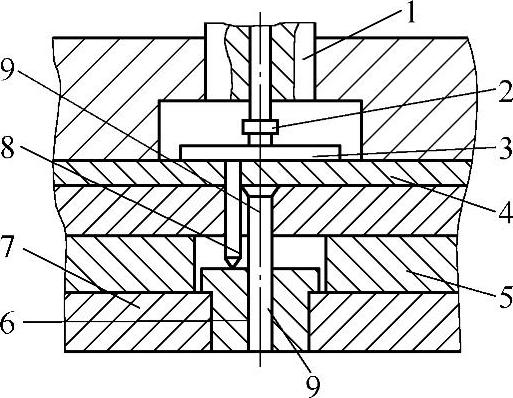
图4-29 复合模顶出器
1—模柄 2—顶杆 3—顶料板 4—上垫板 5—衬套 6—顶出器 7—凹模 8—顶料销 9—凸模
5)检查通过顶出器的细小凸模9(见图4-29)是否弯曲及折断,致使顶出器卡紧在某一位置,退不下料来。
6)检查顶料销8(见图4-29)是否由于淬火硬度不够而在试模时被镦粗卡在某一位置或接触不到顶料板3,致使顶出器起不到顶料作用,这时必须更换新的顶料销。
7)如果使用弹簧或橡胶推动卸料板进行卸料,由于弹簧及橡胶长期使用而丧失了原来的弹性,致使卸料板卡紧而卸不出制品。这时,应更换新的弹簧和橡胶,使弹力恢复到原来的效果。如图4-30所示使用弹簧顶出器时,若弹簧弹力不够或被卡紧,也会使工件顶不出来,这时,必须更换新的弹簧。
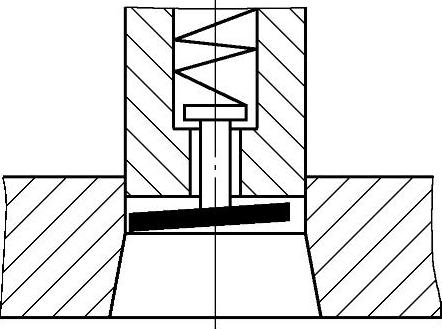
图4-30 弹簧顶出器
影响顶料的因素很多,操作人员应根据具体情况采取相应的措施和办法,给予调整和解决。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。