



精冲件的质量检测主要包括外观检查和尺寸精度的检查两大部分。质量检查方式仍是采用“三检制”,即自检、互检、专检;检查类型主要为首检、巡检、末检和抽检。
1.外观质量检查
外观质量检查主要有剪切面质量、剪切面垂直度和平面度、塌角和毛刺等。
(1)剪切面质量 精冲件剪切面的质量标准,包括剪切面粗糙度、表面完好率和撕裂等级三个方面。评价精冲剪切面的质量特征如图5-5所示。
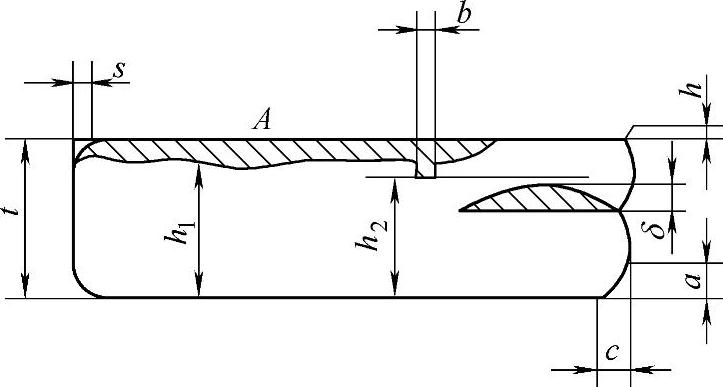
图5-5 精冲剪切面的质量特征
t—材料厚度 h1—剪切光亮带厚度 h2—局部剪切光亮带厚度 b—允许的最大局部断裂宽度(但所有b的总和不得大于轮廓面积的10%) δ—撕裂带的最大宽度,不得超过1.5%ts—表层剥落深度,不得超过1.5%th—毛刺高度 c—塌角宽度,不得超过30%ta—塌角深度,不得超过20%tA—剪切终端表层剥落带
1)剪切面粗糙度。精冲件剪切面的表面粗糙度根据GB/T131—2006用轮廓算术平均偏差Ra值评定。光洁冲裁面共分为6级,介于表面粗糙度标准的中等和精密级之间,剪切面粗糙度的等级见表5-7。
表5-7 剪切面粗糙度等级

一般精冲件剪切面粗糙度要求为Ra2.5~0.63μm。
剪切面粗糙度测量方位:按图5-6所示;测量位置:沿剪切厚度的中心部位;测量方向:垂直于冲裁方向。
图5-6 剪切面粗糙度测量方位
2)表面完好率。精冲件的表面完好率用剪切面上光亮带所占料厚t的百分比表示。剪切光亮带厚度h1分为5个等级,局部剪切光亮带厚度h2分两个等级,见表5-8。
表5-8 精冲件的表面完好率等级 (t%)

3)撕裂等级。剪切面上裂纹撕裂带的最大宽度δ大小共分为4级,见表5-9。(https://www.xing528.com)
表5-9 精冲件允许的撕裂等级

精冲性能最好或料厚较薄的零件,一般表面完好率可达Ⅰ级,精冲性能良好料厚较厚的零件,一般表面完好率可达Ⅱ~Ⅲ级。
在实际生产中,一般采用标准样件作为评定精冲件表面完好率和允许撕裂的依据,标准样件由试冲的零件中选取。在以后批量生产中,以此作为比对,确定质量合格程度。
(2)塌角和毛刺 塌角的大小取决于工件的几何形状、材料的强度和厚度。图5-7给出了最小允许圆角处最大塌角的标准值。

图5-7 最小圆角处最大塌角的标准值
模具凸、凹模刃口锋利时,一般毛刺高度在0.01~0.08mm范围内,精冲件的毛刺高度随刃口磨损增加而增大,最后达到十分之几毫米。
2.尺寸精度检查
精冲件的尺寸精度决定于模具的制造精度、工件材料的种类、厚度及金相组织等,以及精冲件几何形状的复杂程度、压力机的精度、刚度等。检验时,可按图样规定的要求检查验收。
剪切面的倒锥现象是精冲的特征之一,一般内形的垂直度比外形的高。精冲零件外形和内形剪切面的角度偏差值,一般当t≤6mm时,x=0.01~0.02mm,当t>6mm时,x=0.03~0.05mm。剪切面的垂直度公差也可按图5-8查得。

图5-8 精冲剪切面垂直度公差
精冲过程中,材料在压边圈和凹模、反压板和凸模强力夹持下进行冲裁,本身就具有校平的作用,因此,精冲件具有较高的平面度。图5-9所示为在一般条件下精冲件每100mm距离上的平面度公差。
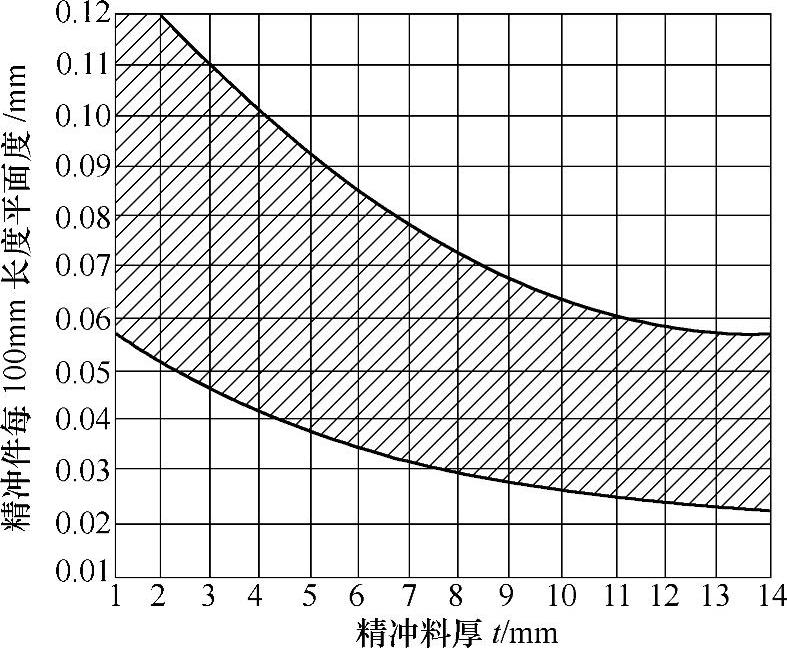
图5-9 精冲件的平面度公差
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。