



在弯曲加工过程中,由于弯曲材料、模具、压力机和操作等各方面的影响,弯曲件往往会产生这样或那样的问题。因此,在实际生产中,针对所发生的缺陷,必须对各方面的影响因素进行仔细分析,在找出具体产生原因的基础上才能有针对性地采取措施解决。
1.弯曲尺寸不合格
弯曲过程中,弯曲件尺寸不合格的质量问题,除了弯曲回弹的影响外,应主要从以下方面查找原因并采取相应地措施:
1)检查毛坯定位是否可靠。模具结构中采用的压料装置和定位装置的可靠性,对弯曲件的形状与尺寸精度有较大的影响。一般弯曲模采用气垫、橡胶或弹簧产生压紧力,但应在弯曲开始前就把板料压紧。为达到此目的,压料板或压料杆的顶出高度应做得比凹模平面稍高一些,一般高出一个板料厚度t,如图6-26所示。
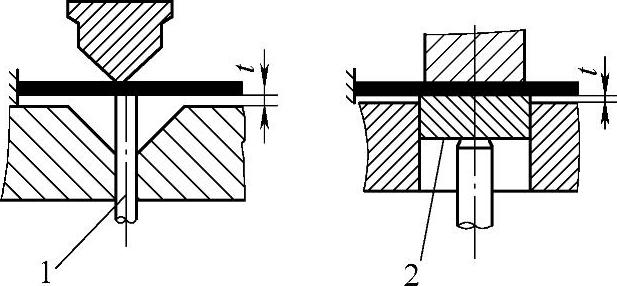
图6-26 采用压料装置的弯曲要求
1—压料杆 2—压料圈
毛坯的定位形式主要有以外形为基准和以孔为基准两种。外形定位操作方便,但定位准确性较差。孔定位操作不大方便,使用范围较窄,但定位可靠,如图6-27所示。在特定的条件下,有时用外形初定位,大致使毛坯控制在一定的范围内,最后以孔作最后定位,吸收两者的优点,使之定位既准确又操作方便。
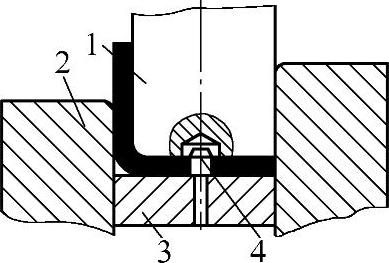
图6-27 采用孔定位的弯曲
1—凸模 2—凹模 3—顶板 4—定位销
2)检查弯曲工艺顺序是否正确。当弯曲工件的工序较多,而工序前后安排顺序不对时,也会对弯曲件精度有很大影响。例如,对于有孔的弯曲件,当孔的形状和位置精度要求较高时,就应采用先弯曲后冲孔的加工工艺。
3)检查所用弯曲材料的厚度是否均匀。在弯曲过程中,若所使用的材料厚薄不均,则由于受挤压变形不均的影响,很容易使弯曲的材料移动,产生弯曲件的高度尺寸不稳定。解决措施是:将凹模修整成可换式镶块结构,通过调整弯曲模间隙的办法来解决;或更换材料,采用料厚均匀稳定的板料。
4)检查模具两端的弯曲凹模圆角是否均匀一致。弯曲模在长期使用过程中,常会使凹模圆角半径发生变化,且左右凹模圆角半径不对称一致,从而在弯曲过程中使弯曲件发生移动造成弯曲尺寸发生变化。解决措施是:修磨凹模圆角半径合格,且使其左右对称、大小一致。
5)检查压力机的吨位、气垫压力是否合乎要求。压力机的吨位及气垫压力会直接影响到弯曲件的尺寸精度,一般应选用吨位大些且精度较高的压力机。加工力通常取压力机吨位的70%~80%比较合适。
6)检查并重新校核弯曲展开料是否正确。弯曲件展开料的正确性直接影响到弯曲件的尺寸是否合格。
7)检查定位零件是否磨损。定位零件尺寸的正确与否直接影响到弯曲件的尺寸是否合格。
8)检查并调整弯曲模弯曲间隙均匀一致。弯曲模的间隙是否均匀一致,直接影响到弯曲件的尺寸精度。不均匀的间隙将使弯曲件在弯曲过程中产生移动,从而影响到弯曲件的弯曲尺寸。
2.弯曲形状不合格
弯曲形状不合格是弯曲质量的重要缺陷之一。不同的不合格弯曲形状,其产生原因是不同的,应分门别类进行分析,采取针对性措施。
(1)弯曲件弯曲后成喇嘛口 其产生原因及解决措施主要有:
1)检查模具间隙是否过大。一般来说,弯曲模的间隙经过试模、调整,其间隙是合理的,但随着模具的磨损弯曲间隙逐渐增大,过大的模具间隙将直接增大零件的弯曲回弹,影响到弯曲件的弯曲形状。解决措施是:检查凸模及凹模的磨损情况,若凸模磨损严重且弯曲零件需保证内形尺寸时,则应更换凸模工作块,并调整模具间隙合适;反之,应更换凹模。
2)检查弯曲件的加工工艺性是否良好。一般弯曲件的直边高度H不应小于2t,如果小于2t,将使弯曲后的弯曲件直边高度不直,并呈喇嘛口。解决措施是:若零件结构允许,可以在弯曲区内侧预先压槽,如图6-28所示;或者采用加高直边高度,弯曲后再切短的加工工艺方案。
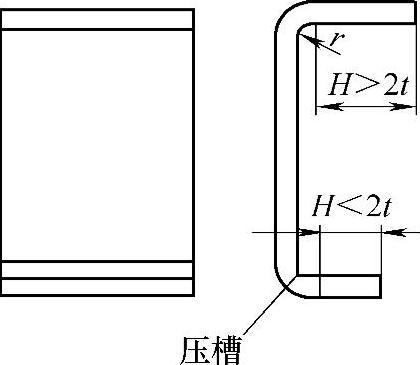
图6-28 预先压槽后弯曲
3)检查模具压料装置是否动作失灵。模具压料装置能增加零件弯曲的压应力,从而减少弯曲件的回弹。若压料装置失灵,则应更换或调整压料装置。
(2)弯曲件弯曲后出现挠曲与扭曲 弯曲时的挠曲是指被弯曲件在垂直于加工方向产生的挠度;而扭曲则往往是在挠曲的基础上发生的扭转变形,如图6-29所示。
图6-29 弯曲后的挠曲与扭曲
a)挠曲 b)扭曲
产生原因是:当板料弯曲时,在弯曲方向(长度方向)产生变形的同时,在垂直于弯曲的宽度方向上的材料也会发生移动。这是因为中性层外侧的材料由于受拉而变薄,这时宽度方向上的材料便滑移过来补充这一变化,所以中性层外侧的材料在宽度方向上会产生收缩。与此相反,在弯曲过程中,中性层内侧的厚度加大,使得宽度方向产生伸长。这样的结果使弯曲件产生如图6-29a所示的弓形挠曲。显然,如果宽度方向上材料的收缩与伸长不均匀,就会产生如图6-29b所示的扭曲现象。
为了尽可能消除挠曲和扭曲现象,应注意从以下方面采取措施:
1)弯曲件材料的成分、组织、力学性能等应均匀。弯曲件材料的成分、组织、力学性能等如果不均匀,则在弯曲变形过程中由于材料内部的滑移情况不同,就容易产生挠曲和扭曲。
2)板料纤维方向应与弯曲方向有合理的夹角。通常应尽可能使弯曲方向垂直于板料纤维方向。但如果必须在两个方向上同时进行弯曲时,则应采取斜排样,使弯曲方向与板材纤维方向成45°夹角,如图6-30所示。
3)弯曲板料的平整度。如果弯曲所用的板料不平整,则会产生严重的挠曲和扭曲现象。所以在此种情况下,应在弯曲加工前采用校平机或退火来改善板料的平整度。
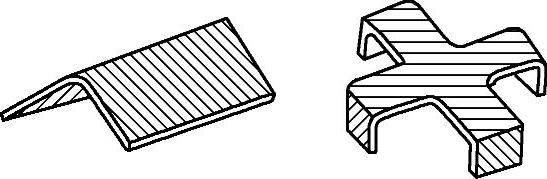
图6-30 弯曲方向与纤维方向的合理夹角
4)保证弯曲形状的合理性。图6-31所示的弯曲件,弯曲后内应力不均匀,会使切口部位向左右张开,结果使弯曲部位产生挠曲,如图6-31a所示。为了防止这类情况发生,可如图6-31b所示那样,在工件落料时切口暂不切开,弯曲后再切掉连接部位。
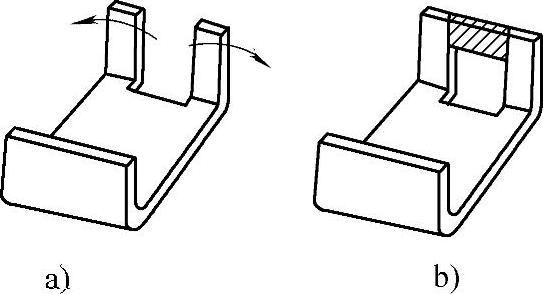
图6-31 弯曲件形状的合理性
a)产生挠曲 b)防止方法
5)模具要有较高的刚性。对于横向尺寸较大的弯曲件,在模具内弯曲时,由于模具的刚性不好,也会产生挠曲、扭曲。因此必须保证模具要有较高的刚性。
6)如果工件要求的几何形状精度较高,则在弯曲后应采用校正的方法加以修正。
(3)弯曲件底面不平 制品在弯曲后,底面不平产生挠曲,如图6-32a所示。从其弯曲成形及弯曲完成后的顶料过程来看,可以从以下方面对其产生原因进行分析、检查:
1)检查卸料杆的着力点分布是否不均匀或卸料时将卸料杆顶弯。解决措施是:增加卸料杆数量,使其均匀分布。(https://www.xing528.com)
2)检查弯曲成形时压料力是否不足,造成弯曲底面不平。解决措施是:增加压料力;增加校正,使板料在弯曲成形后再进行校正(镦死);在冲模中增加顶出器装置,如图6-32b所示,并使顶出器有足够的弹顶力。
(4)弯曲等高U形件时侧壁一头高一头低 弯曲模在交付使用时,一般都经过了严格的试模调整,其生产的零件应是合格的。之所以出现弯曲等高U形件时侧壁出现不等高的问题,主要是由于使用了一段时间,模具的状态出现了问题,可以从以下方面对其产生原因进行分析、检查:
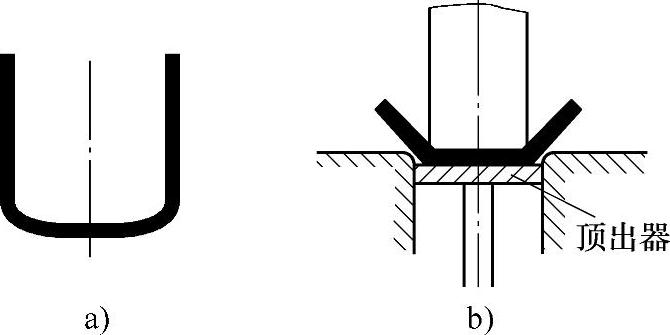
图6-32 弯曲底面不平采取的措施
a)弯曲件 b)增加顶出器装置
1)检查弯曲模上的定位销、定位板是否松动、是否磨损严重。这是由于模具在长期使用后,由于振动和冲击,其冲模上的定位销和定位板会松动,歪扭变形,或由于经常与板料摩擦而磨损,定位不准确,致使凹模与毛坯的位置发生偏移。解决措施是:重新调整定位销和定位板的位置;若磨损严重,则需更换。
2)检查弯曲凹模边缘的两处圆角半径是否大小不一致。这是由于若大小不一致,则在弯曲板料时两个不相同的圆角处受到的阻力不一样,圆角大的一面,由于压弯阻力小,材料滑动较快,压出的制件这一面就矮一些。解决措施是:修整圆角半径,尽量使其两处大小一致。
3.弯曲件厚度变薄
根据弯曲件厚度变薄的部位不同,其产生原因是不同的,应分门别类进行分析,采取针对性措施。
(1)弯曲部位明显变薄 弯曲后,出现如图6-33所示弯曲部位材料明显变薄的主要原因及解决措施主要有:
1)弯曲半径相对板厚值太小。实践表明:弯曲部位厚度变薄是由弯曲变形的性质来决定的,一般不能完全避免。但如弯曲内侧半径和板厚的比r/t大于一定比值,其可以减少变薄。在直角弯曲中,当r/t>3时,很少弯曲变薄。所以,在发生这种现象时,一般用加大弯曲半径的方法来消除。
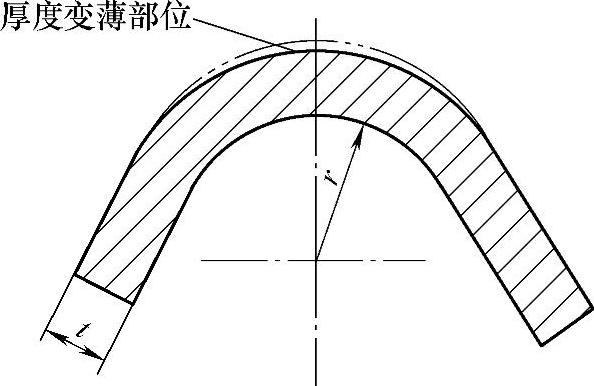
图6-33 弯曲部位明显变薄
2)采用一次性多角弯曲,使弯曲部位变薄加大。如图6-34所示,尽管r/t比较大,但被弯曲部位之间因互相拉压而变薄。因此,在必要时,为了减少变薄,尽量采用多工序的拉弯方法。
3)采用尖角凸模时,凸模进入材料太深会使压弯部位厚度明显减薄。这时,应严格控制尖角凸模进入凹模的深度。
(2)弯曲件壁部变薄 弯曲后,出现如图6-35所示弯曲件壁部变薄的主要原因及解决措施主要有:
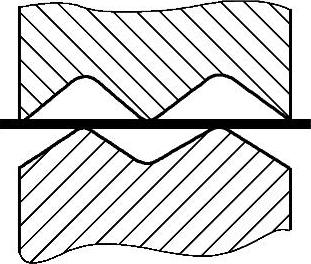
图6-34 一次性多角弯曲
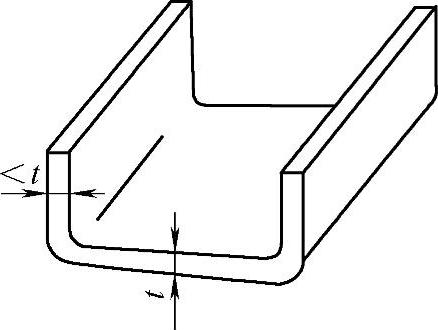
图6-35 弯曲件壁部变薄
1)凹模圆角半径太小。凹模圆角半径决定了板料能否光滑进入凹模,若凹模圆角过小,则在弯曲时会使板料受压而变薄。解决措施是:修整增大凹模圆角半径。
2)凸、凹模间隙太小。凸、凹模间隙太小会使弯曲坯料在弯曲时受到严重挤压致使壁部材料变薄,所以,若在不影响弯曲件质量及尺寸精度的情况下,可以适当加大间隙,以消除由于坯料受到挤压而发生的材料变薄。
4.弯曲件端面不平
零件弯曲后,若出现如图6-36所示的弯曲件端面鼓凸,弯曲圆角带外表面两端翘曲,主要是在弯曲时,零件外表面的材料在圆周方向受拉,而内表面的材料受压,使材料向两端面(自由端)挤,若凹模圆角小时,则使端面翘曲,两端鼓凸。主要解决措施如下:
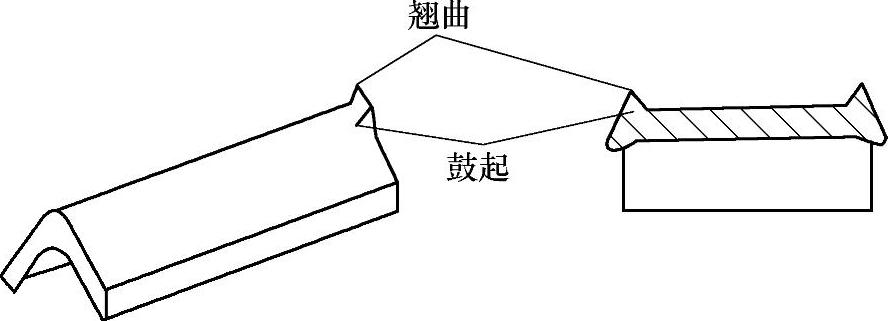
图6-36 弯曲件端面鼓凸Ⅰ
1)在零件弯曲的最后阶段应增加足够的校正压力,以使两端鼓凸消除。
2)修整凹模圆角半径,使凹模圆角半径与弯曲件外圆角尽量相适应。
3)增加校正工序,使鼓凸或翘曲消除。
在对厚板料进行小角度弯曲时,常常会发生如图6-37a所示的情况,即内侧材料在弯曲部位的两端宽度方向上出现明显的鼓凸,使这个部位的宽度尺寸增大。这时,在弯曲时可将带毛刺的一面作为弯曲内侧,毛刺部位相对垂直于板平面的方向呈凹陷形状。这样可起到减小鼓凸的效果。若采用这种方法仍不能解决端面鼓凸的质量缺陷,可在弯曲部的两端面在冲裁下料时先做出圆弧切口,如图6-37b所示,在弯曲时即可消除两端鼓凸的缺陷。
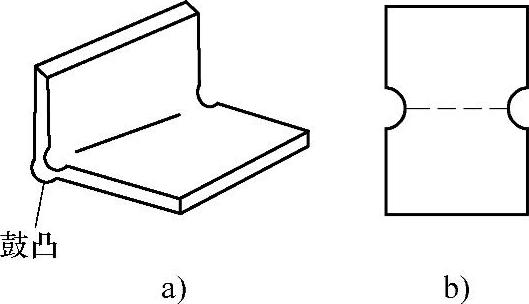
图6-37 弯曲件端面鼓凸Ⅱ
5.弯曲件表面出现压痕或擦伤
弯曲件在生产过程中,其外表面产生划痕、擦伤、裂痕等缺陷,可以从以下方面对其产生原因进行分析、检查并采取解决措施:
1)应注意弯曲材料的种类,若为铜、铝等软性材料,则在进行连续生产时,由于某些脱落的金属微粒附在模具工作部位的表面上,致使工件出现较大的擦伤,这时必须及时用压缩空气或油进行清理,以保证清洁、良好的工作条件。
2)检查下料毛坯是否有冲裁毛刺,若有应清除干净。
3)检查弯曲凸、凹模的表面质量,弯曲模的凸模和凹模应具有高的硬度、韧性和耐磨性,凸模和凹模的淬火硬度应达60HRC以上。淬火后,应对凸、凹模的工作表面进行高质量的抛光。若凸、凹模的工作表面质量差,则在压弯时材料的变形阻力增大,使制件的侧壁在弯曲时出现擦伤、拉毛或较深的凹坑。
4)检查厚板弯曲时,弯曲凹模是否采用了圆角凹模。厚板料、硬板料弯曲时,弯曲凹模宜采用图6-38所示的斜角形式。凹模口倾斜大约30°,并保证与凸模间隙为3t,然后采用圆角与直平面圆滑过渡,其中:rd1=(0.5~2)t,rd2=(2~4)t。必要时,还可以将模具的过渡部分制成便于向凹模内滑入的抛物线等几何形状,从而使材料流动阻力小,流动平稳,增大与凹模的接触面积,减少凹模的压应力,同时使凹模圆角部位不易结瘤,不对工件形成拉伤,提高弯曲件的成形质量及凹模寿命。
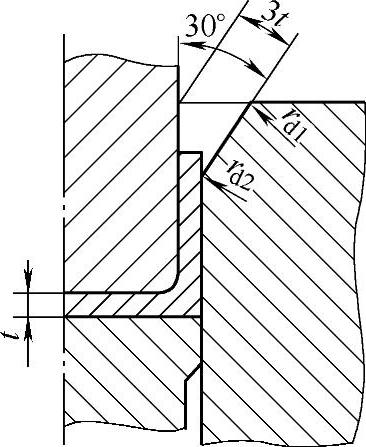
图6-38 厚板弯曲时的弯曲凹模形状
5)检查凸、凹模间隙是否合理。若凸、凹模间隙过小时,则易产生变薄擦伤,此时应修整凸、凹模间隙使之合理。
6)合理控制凸模进入凹模的深度。一般情况下,凸模进入凹模的深度越大,越能减少弯曲回弹,但不能过大,过大的深度又容易产生表面伤痕,所以要调节适中为宜。
7)检查弯曲凸、凹模的间隙是否不均匀,即一边太大或一边太小。这是因为若间隙不均匀,则间隙太小的一面在弯曲件直壁上会出现浅而发亮的划痕;而在间隙大的一面,又会在压弯的直边上形成波浪形的荷叶边,使制件的表面质量受到影响。解决措施是:调整模具的间隙,使之处于均匀状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。