



缩口与扩口加工,一般须采用缩口或扩口模通过压力机的压力加工才能完成。生产中只有在单件少量且翻边孔尺寸较小、形状较简单的情况下,才考虑采用简单缩口或扩口模通过手工操作完成。
图8-20为缩口变形过程示意图。根据其变形过程及其作用,可以把坯料划分为传力区、变形区和已变形区三部分。当缩口变形开始时,随着凹模的下降,传力区ab不断减小,它强迫金属材料由传力区转移到此后的变形区去,而变形区的材料则在变形的过程中转化为零件所要的形状部分;随着凹模的下降,变形区bc不断扩大,当缩口发展到一定的阶段,变形区的尺寸达到一定值而不再变化。
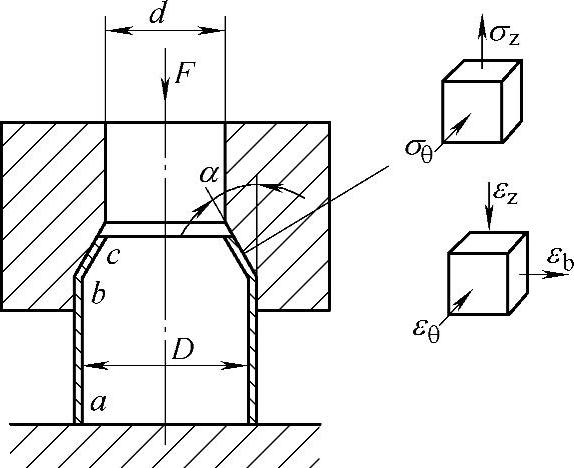
图8-20 缩口变形过程
缩口时,变形区内的金属受切向和轴向压应力,且主要是受切向压应力的作用,而使直径缩小,壁厚和高度增加。扩口则与缩口加工相反,变形区的材料受到切向拉应力和轴向压应力,且主要是受切向拉应力作用,而使直径扩大,壁厚和高度减小。
(1)缩口与扩口的变形程度 缩口与扩口的变形程度分别为:
1)缩口变形的极限变形程度受到侧壁抗压强度或稳定性的限制,其缩口变形程度以切向压缩变形大小来衡量,用缩口系数m表示:
式中 d——缩口后直径(mm);
D——缩口前直径(mm)。
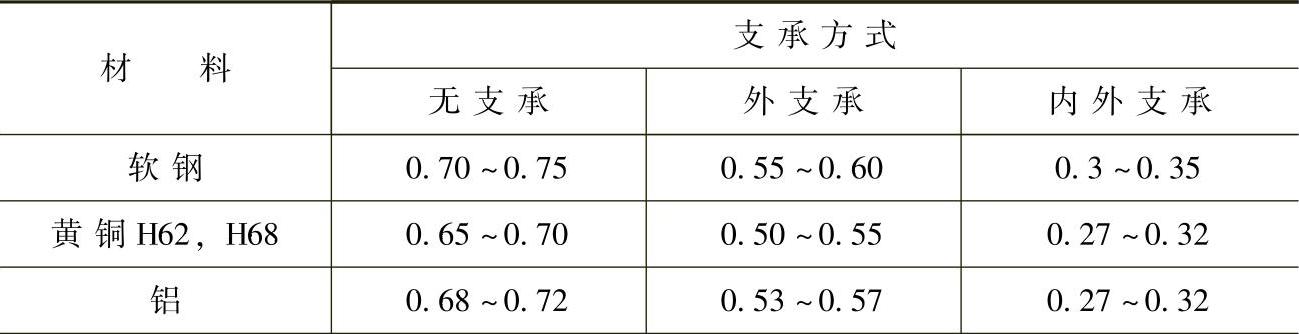
表8-5是不同材料、不同支承方式的极限缩口系数。
表8-5 锥形凹模缩口的极限缩口系数m
(续)
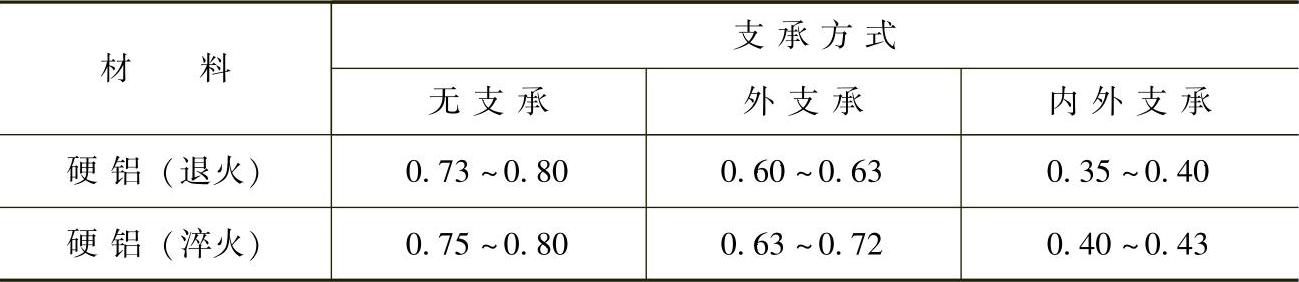
注:凹模半锥角α为15°,相对厚度t/D为0.02~0.10。
如果零件的缩口系数大于极限缩口系数mmin,则一次缩口便可完成;如果零件的缩口系数小于极限缩口系数mmin,则需要多次缩口。缩口次数n可根据零件总缩口系数m总与平均缩口系数m来估算,即
2)扩口变形的极限变形程度主要受扩口变形区材料的破裂和传力区的失稳两因素的限制,其变形程度以扩口系数K来衡量。
式中 D1——扩口后外缘的直径(mm);
D——扩口前管坯的直径(mm)。
极限扩口系数的大小主要与材料种类、相对料厚、模具结构形式和凸模锥角等因素有关。极限扩口系数Kmax可按失稳理论计算:
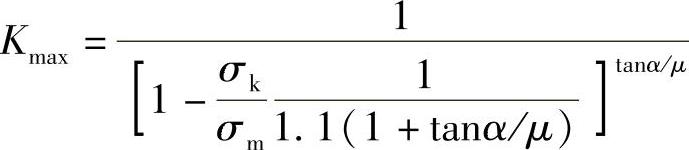
式中 σk——抗失稳的临界应力(MPa);(https://www.xing528.com)
σm——变形区平均变形抗力(MPa);
α——凸模的半锥度(°);
μ——摩擦因数。
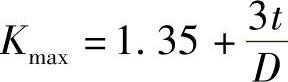
钢管扩口时,极限扩口系数与相对壁厚的关系可按以下经验公式确定:
(2)缩口与扩口力 缩口与扩口力的大小分别按以下公式确定:
1)缩口力的大小可按经验公式计算,对于无支承的缩口,缩口力F为
F=(2.4~3.4)πt0σb(d0-d)
式中 t0——工件缩口前材料厚度(mm);
d0——工件缩口前中心层直径(mm);
d——工件缩口后口部中心层直径(mm);
σb——材料抗拉强度(MPa)。
2)扩口力的大小在实际生产中,可采用下式计算:
F=bπd1tσs
式中 F——扩口力;
d1——管坯的平均直径(mm);
D——管坯外径;
d——管坯内径;
t——管坯壁厚;
σs——材料的屈服强度(MPa);
b——系数,其值取决于扩口系数,见表8-6。
表8-6 系数b值

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。