



按冷挤压过程中金属流动方向与凸模运动方向的不同,冷挤压的加工方式分为正挤压、反挤压及复合挤压等,如图8-25所示。
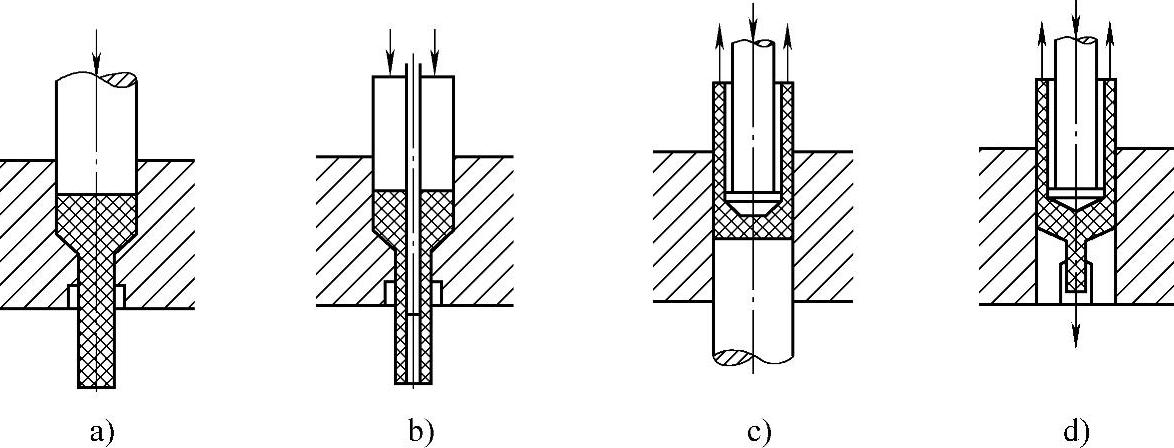
图8-25 冷挤压的加工方法
a)正挤压实心件 b)正挤压空心件 c)反挤压 d)复合挤压
在冷挤压过程中,由于挤压方式和材料种类的不同,其挤压变形的特点也有所差异。但不论采用何种方式,利用冷挤压加工的零件具有以下特点:零件表面粗糙度低,加工精度高(可达IT7级),在一定范围内,可大大减少切削加工量,甚至代替切削加工。由于在冷挤压过程中,金属处于三向压应力状态,变形后材料组织致密且具有连续的纤维流向,零件的强度、刚度较好,可用一般钢材代替贵重钢材。
(1)冷挤压的变形程度 冷挤压变形程度指挤压时金属材料变形量的大小,冷挤压变形程度的表示方法以断面缩减率εA、挤压比G和对数挤压比φ表示,其中:断面缩减率 挤压比
挤压比 对数挤压比
对数挤压比
式中 A0——坯料横截面积(mm2);
A1——挤压件横截面积(mm2)。
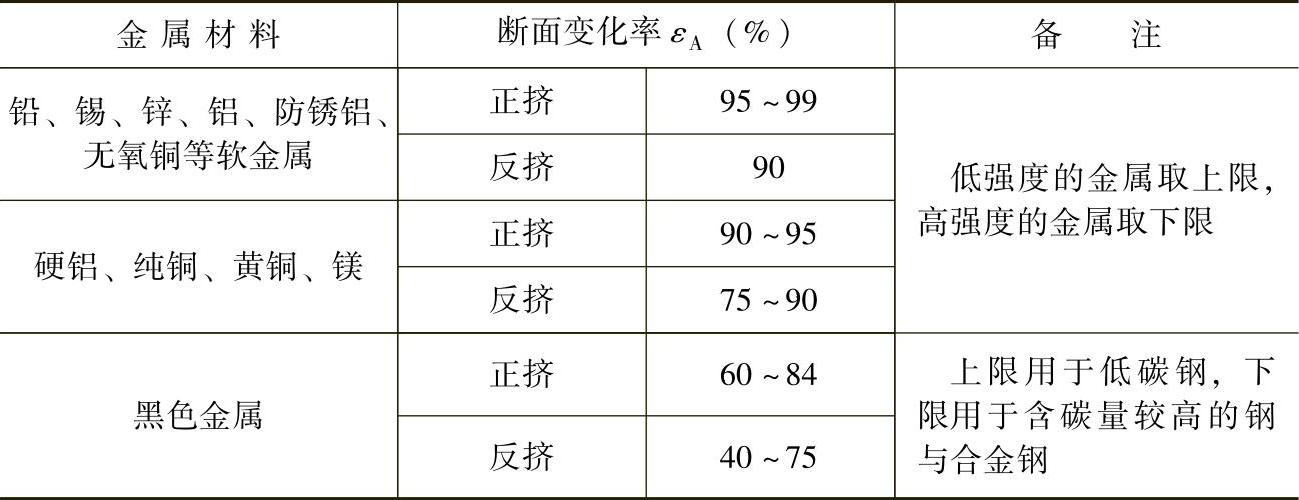
由于在冷挤压时,挤压金属处于三向压应力状态下产生塑性变形,可达到很大的变形程度。因此,冷挤压极限变形程度实际上是指在模具强度允许的条件下,保持模具具有一定寿命的一次挤压变形程度。表8-7列出了常用金属材料一次挤压的极限变形程度参考值。
表8-7 常用金属一次挤压的极限变形程度参考值
(2)毛坯尺寸的计算 毛坯体积根据制件体积与毛坯体积相等的原则计算,考虑到零件修边的要求,按挤压工件体积的1.03~1.05倍确定零件毛坯的体积。(https://www.xing528.com)
考虑到零件定位的要求,毛坯的外径应比凹模尺寸(挤压件外径)小0.1~0.2mm。反挤薄壁有色金属时,毛坯外径比凹模尺寸(挤压件外径)小0.01~0.05mm。
(3)冷挤压力 冷挤压力F是选用冷挤压设备的依据,可按下式进行估算:
F=KpS凸
式中 F——冷挤压力(N);
K——安全系数,一般取1.3;
p——单位挤压力(MPa),参见表8-8;
S凸——凸模工作部位投影面积(mm2)
表8-8 不同钢种各种挤压方式p值 (单位:MPa)

选择压力机吨位时,应保证压力机公称压力大于冷挤压力F。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。