



在已成形的工序坯件上,按设计规定的方向、位置要求,冲切出一定数量和形状、大小不同的孔就是冲孔。需要冲孔的零件,大多数都进行过或已完成外形加工,所以,冲孔时都要根据所冲的孔与外形的方向、位置关系,解决好坯料的定位问题。冲孔模的结构受冲件外形及大小,冲孔的数量、分布、形状及尺寸等因素影响。
如图3-2就是一套典型的冲孔模:
1.冲件成形内容
从冲件图可以看出,冲件的外形较大,需要在某一具体位置冲切出一个有对称两处梯形突出形状的非完全圆孔。具体位置和与外形的方向、位置关系,已由前工序作出的两个ϕ3工艺孔决定,只要保证了冲孔的成形和两工艺孔的方向、位置关系,就可以保证所冲的孔与零件外形的方向、位置关系。所以,两工艺孔就是用来在冲孔时解决零件在冲孔模中定位的。
2.模具的总体结构特点
1)模具未选用有导向模架,可以避免模架导向装置和零件较大的外形发生干涉,减小了模具体积,结构紧凑,用料少。但使用时安装固定和调整凸、凹模之间的间隙稍有不便,且宜选用滑块运动精度较高的冲压设备来配合模具作业。
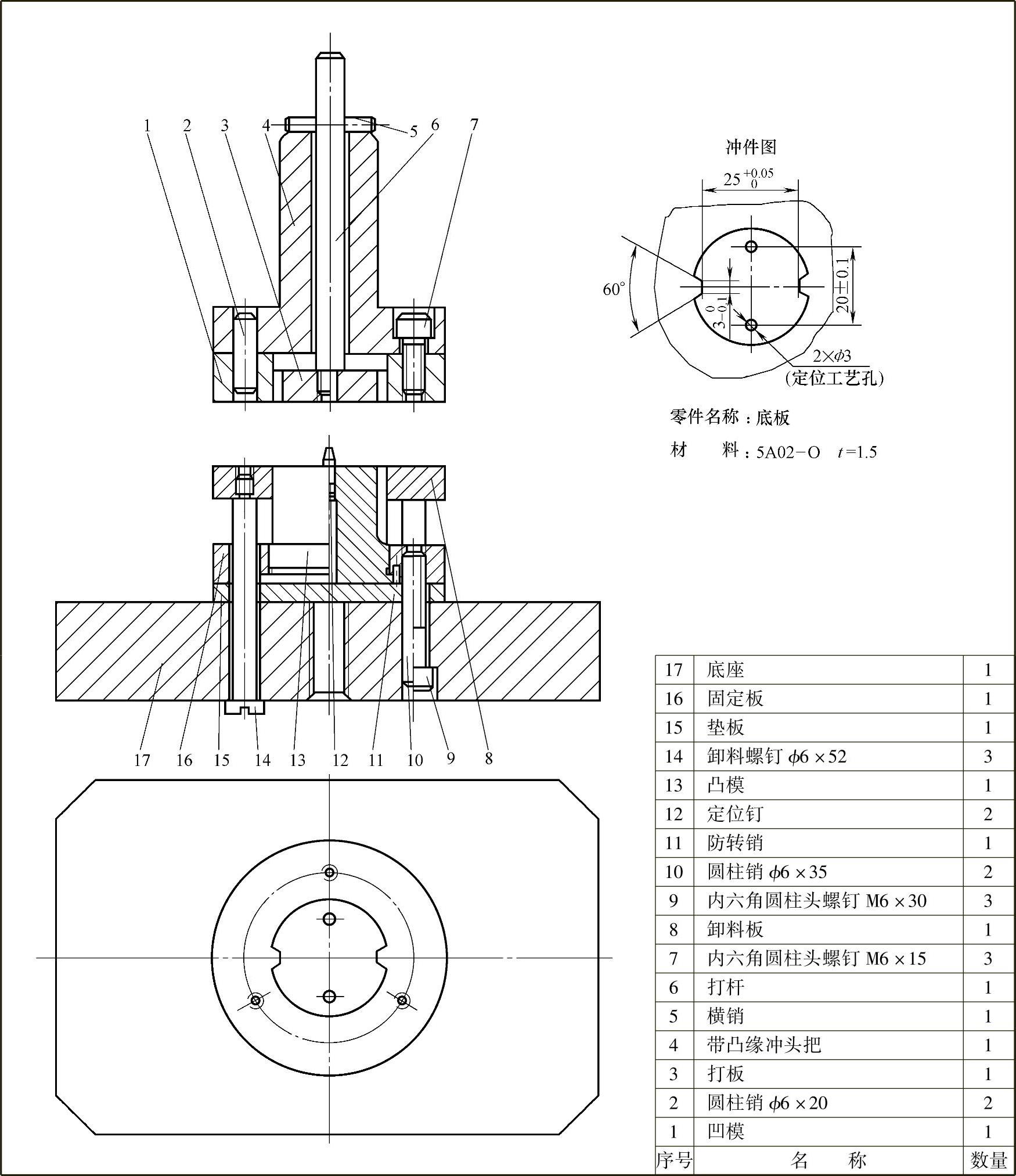
图3-2 冲孔模
2)模具采用倒装结构形式,便于在凸模上安装固定定位钉,为工序坯件在模具中实现方向、位置定位。
3)上模安排了刚性打料装置,将完成冲切后进入凹模型孔内的废料及时清除,保证模具和冲压设备的安全。凹模直接用螺钉和销钉和带凸缘冲头把固定连接,结构简单,工作时位置稳定不变。
4)下模安排了模外可调弹压卸料装置,主要是用于卸料,同时也可压料和增加坯料的摆放面积,便于操作。也有利于模具上机安装固定时调整凸、凹模之间的间隙。弹压力可根据需要在使用过程中进行调整。
3.模具零件组成、用途及结构形式
1)件号1:凹模。圆形凹模在模具上模部分,中间型孔与凸模配合形成剪切成形冲件所需的孔,它不直接决定冲切成形的孔的形状和尺寸大小。依靠内六角螺钉和圆柱销与带凸缘冲头把固定连接,并锁定方向、位置关系,保证在使用过程中不发生变动。
2)件号2:圆柱销。上模所安排的两颗圆柱销,主要用来锁定凹模和带凸缘冲头把的方向、位置关系,保证使用过程中的稳定和安全。
3)件号3:打板。和打杆组成刚性打料装置,推出冲孔废料。打板和打杆用螺纹连接,结构简单,制作容易,但可能受振动而松动,所以装配时应用力拧紧。打板上还为定位钉加工了让位孔,防止发生干涉。(https://www.xing528.com)
4)件号4:带凸缘冲头把。用凸缘代替了上托,完成与凹模的固定连接,结构简单紧凑。另一个主要用途就是使用时装入冲床滑块的安装孔,与滑块形成固定连接,传递动作和冲压力。
5)件号5:横销。用来限定打杆的下行停留位置,保证能顺利打料出模,又能保证打板和凹模型孔不脱离正常配合,使用正常、安全。横销根据装配关系需要装入合适位置的打杆孔中,采用小过盈配合,防止松动脱落,长度应小于冲头把小端直径,以免影响冲头把在滑块上的安装。
6)件号6:打杆。与打板组合成刚性打料装置,有足够合适的长度来确保打料动作顺利完成。还应有足够合适的直径承受所需打料力,工作时不会发生弯曲变形。上端头部应适当淬硬,防止长期承受冲击力而被镦粗或变形,影响正常使用。
7)件号7:内六角圆柱头螺钉。用来为凹模和带凸缘冲头把实现固定连接,确保使用过程不发生松动。
8)件号8:卸料板。通过模外可调弹压装置,形成弹压卸料。依靠弹压力的支撑,开模状态停留在上死点位置,上大面不低于凸模端面,可利用有效的面积达到为坯件承料的目的,有利于操作。
9)件号9:内六角圆柱头螺钉。下模安排了三颗内六角圆柱头螺钉,使固定板、垫板与底座形成固定连接,确保使用过程不发生松动。
10)件号10:圆柱销。是用来锁定安装固定有凸模的固定板与底座的方向、位置关系的,保证使用过程的稳定和安全。
11)件号11:防转销。是用来锁定工作部分为非圆成形、固定部分为圆形的凸模装入固定板后的方向、位置关系的,确保使用过程不会发生变化,保证模具安全和正常作业。
12)件号12:定位钉。安装固定在凸模上,并与外形形成能满足冲孔要求状态的孔中,伸出的头部进入坯件工艺孔,为坯件冲孔提供定位。
13)件号13:凸模。工作端与凹模型孔配合形成剪切完成冲孔作业,并直接决定冲孔的形状及尺寸大小。固定部分为圆形加粗,有凸缘防止凸模轴向变动,装入固定板后再用防转销锁定与固定板的方向、位置关系。定位钉安装固定孔与外形关系能满足冲件成形的要求。下端适当扩大,方便制作和定位钉的装拆。
14)件号14:卸料螺钉。作用是限制卸料板的停留位置,传递模外弹压装置的弹压力,帮助卸料板完成压料和卸料。
15)件号15:垫板。用来承受凸模冲切时的反向冲击压力,防止凸模较为集中的冲击力直接作用在未经淬火的底座上引起变形。
16)件号16:固定板。用来安装固定凸模,并通过螺钉和销钉与底座形成固定连接并锁定方向、位置关系,保证作业过程中稳定不变。
17)件号17:底座。外形加大的长方形底座,用来安装固定下模相关零件,同时也便于使用时上机安装固定。中心螺孔用来安装模外弹压装置的双头螺栓,孔口倒角可防止螺纹受碰撞变形而不便操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。