



1.固定板的用途
冷冲压模具的固定板,是用来安装固定成形工作零件的凸模或凸凹模、功能零件的废料切刀、侧刃等,使它们方向、位置正确且稳定不变,以便与凹模型孔等形成准确的配合关系,来完成冲压成形作业。另一方面,利用螺钉和销钉,与模架零件形成固定连接,并锁定方向、位置关系,保证模具的任何开合、拆装,凸模、凸凹模或侧刃与凹模型孔的对正关系都能保持不变。所以,固定板也是冷冲压模具中非常重要的结构零件。
2.固定板的组成
固定板由外形、成形工作零件及功能零件安装固定用孔(简称型孔)及自身装配固定用孔三大部分组成。
(1)固定板的外形 在冷冲压模具中,多数的固定板的外形,甚至尺寸大小都与同一套模具凹模的一样,只是厚度可能会有所不同。常有圆形和矩形(多为长方形)两种,形状简单,加工方便。
(2)固定板的型孔 固定板用于安装固定凸模等零件用的型孔,形状与各相关零件固定部分的一样,并用过盈配合的方式保证牢固和稳定性。而且,这些孔的方向、位置关系应与凹模型孔协调一致,其中若有固定部分为圆形,工作部分为非圆成形的凸模时,应在扭正与凹模型孔的方向一致后,加防转销锁定方向关系,以防在使用过程中受力转动,破坏原有的对正关系,对模具造成损害。固定板各型孔的中心线都应与大面垂直,以保证凸模固定后的垂直度和工作质量。
(3)固定板的装配固定用孔 包括用于压紧固定的螺纹孔或螺钉过孔,用于锁定方向、位置的圆柱销孔。一般情况固定板上用于压紧的都是螺纹孔。但复合模的凸模固定板,是处于中间位置的零件,则只用螺钉过孔。如图1-3复合模,凸模固定板3处于上模的中间位置,内六角圆柱头螺钉4,从上托穿过上垫板17、凸模固定板3、衬板18,在凹模2上才有螺纹孔形成连接固定,所以,凸模固定板只要有孔让螺钉通过即可。而下模就不同,内六角圆柱头螺钉20从底座穿过下垫板25,在凸凹模固定板27上就有螺纹孔来完成下模的连接固定。固定板上螺纹孔或过孔的位置安排应间隔均匀,距离恰当,对称分布。条件许可的应参照相关标准来作出安排,模具上有卸料螺钉通过的应协调好与卸料螺钉孔的位置关系。尤其是用弹压卸料方式的级进模,卸料螺钉应避开下模紧固螺钉的位置,否则卸料螺钉的螺纹孔在弹压卸料板上就会与下模螺钉头部让位孔发生冲突。孔的数量小型模具和下模凹模一样,较大型或外形长度尺寸较大的应多于凹模的数量。
圆柱销孔是用来装入圆柱销,锁定固定板已调整好的方向、位置关系用的,安排在螺纹孔或螺钉过孔的间歇,距离愈大,锁定效果愈好。数量一般为两个。如图1-3复合模的凸凹模固定板27,就是由两颗圆柱销21来锁定的。而在上模的凸模固定板3,则有两颗锁定上模的圆柱销16和两颗辅助销(同样是圆柱销)15,就会有四个圆柱销孔。辅助销是为装配时方便,专门为锁定已调整好方向、位置的凸模固定板3和上托的关系而设的,装配完毕的模具可以不用,所以叫辅助销,加工时要注意弄清楚它们的不同位置,以免错位带来麻烦,因为凹模上的销孔已完成加工,经淬火处理不能更改,两种销孔位置弄错,会给组合加工造成无法进行的不利状态。
3.典型固定板实例
(1)圆形单型孔固定板 如图3-56所示,就是一块圆形单型孔固定板。凸模的固定部分为圆形,凸缘方式固定。安排有防转销,可见凸模工作部分的形状至少不会是圆形,否则不会安排防转销来锁定方向关系。从装配固定用孔的组成状态来看有三个螺纹孔、两个圆柱销孔,是用来固定连接和锁定固定板方向、位置关系的。另有三个光孔,大多数可能是用来通过卸料螺钉的,可见模具是采用弹压卸料方式来完成卸料的。模具可能会是单件冲切类型的,如冲孔、落料或切边之类的模具。
(2)圆形多型孔固定板 如图3-57所示的固定板,就是一块外形为圆形,有多个型孔的固定板。其中中心处有一个用凸缘方式固定的圆凸模,外围同一圆周上还有三个用铆接方式固定的圆凸模。注意固定板型孔用于铆接的倒角在俯视图上是不画的。同一圆周上的三个直通孔是为顶杆提供的通过让位孔。从装配固定用孔的组成情况看,板上没有用于连接固定的螺纹孔,三个均布的圆孔就应是螺钉通过让位孔。另外四个孔就应该是圆柱销和辅助销的安装固定孔。由此可以断定,这块固定板不是用于冲孔模,而是复合模上用的。
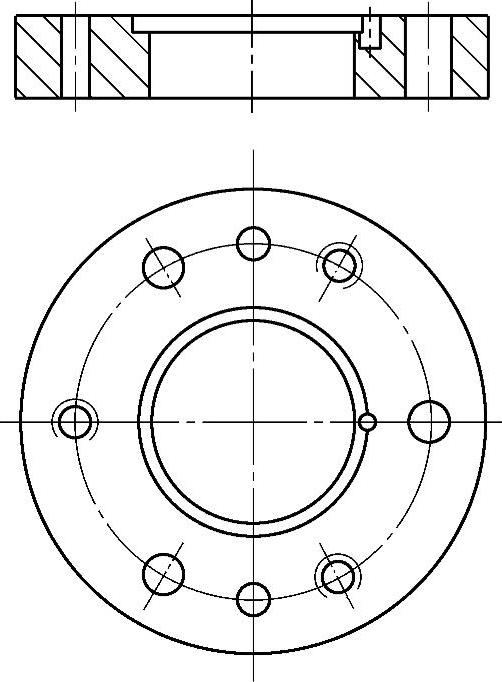
图3-56 圆形单型孔固定板
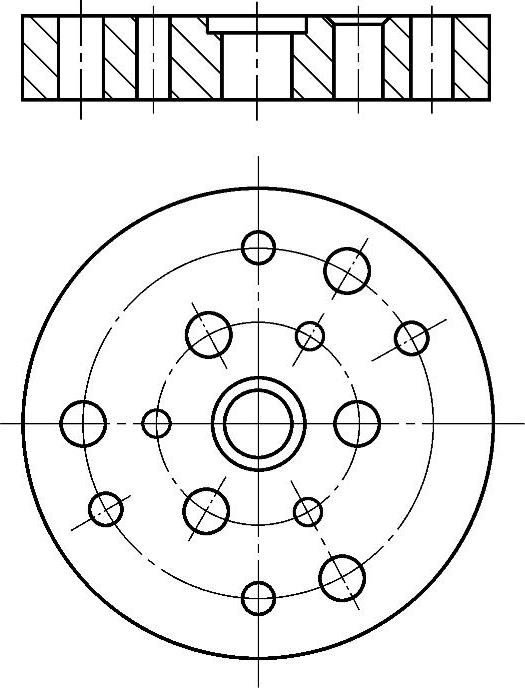
图3-57 圆形多型孔固定板
(3)矩形固定板 矩形固定板一般以级进模的固定板最为典型。下面是三种不同类型的典型实例:
1)尺寸全部决定的固定板。如图3-58所示,外形为矩形。凸模固定用型孔均为圆形,这类凸模大多按固定孔配磨来达到配合要求,所以,孔可以先作,并已给定了公差,包括孔距都作出了制作公差的规定,其余如两孔固定端的台阶孔和铆接用倒角也都表示清楚,也可直接加工。外围有用于装配固定用的六个螺纹孔,和两个用来锁定固定板装配后方向、位置关系的圆柱销孔。另外还有六个用于卸料螺钉通过的让位过孔,表明采用这块固定板的模具是用弹压方式来卸料的。固定板外围的下方和右边两个侧面,标注有表面粗糙度的要求,这两侧面是矩形定位板的基准面,加工过程中的划线,安装时定位,装配过程中凸模位置质量的检测,都需要质量稳定准确的基准面。所以,不但有粗糙度要求,还应保证两基准面之间、两基准和两大面之间的垂直度。(https://www.xing528.com)
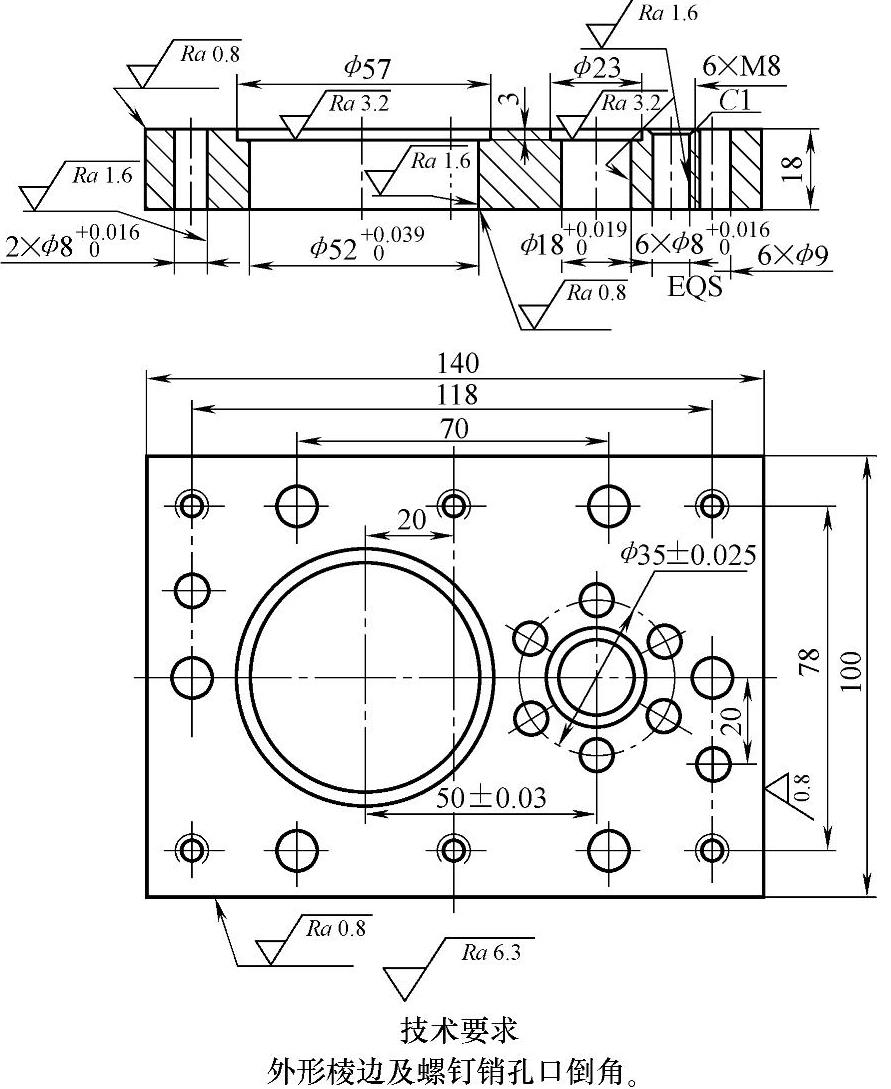
图3-58 矩形全尺寸确定的定位板
2)部分尺寸尚待决定的固定板。冷冲压模具中,既要保证冲件成形的质量,还要保证某些重要零件间的配合关系,才能确保模具的综合质量及使用效果。而且为了保证某些配合关系的高质量,常采用配作的方式来实现。固定板型孔的配合,就是这种类型的配合关系。由于非圆成形凸模尺寸的不确定性,如需要按凹模型孔配作间隙,凸模本身的制作误差,以及采用压印修配固定板型孔的,在设计时,型孔的具体准确尺寸是不能作出决定的。如图3-59就是一块部分尺寸尚待确定的固定板。从图面上可以看到,三个圆形型孔的尺寸已标注有公差,而另一个菱形孔和两个矩形孔,也就是用来固定落料凸模和侧刃的孔。相关尺寸标注时加了一个“∗”号,并在用文字说明的技术要求中,要求带∗符号尺寸按凸模、侧刃紧配,即小过盈配合。另外,型孔位置也未标注尺寸公差,但要求中间型孔孔位应与凹模一致,但实际上已为各型孔的方向、位置关系提出了相应的要求,尤其为所有凸模和侧刃能与凹模上相应的型孔对正提供了基本保证。固定板上也有用于装配固定的螺纹孔,锁定装配后方向、位置关系的圆柱销孔,以及为卸料螺钉通过提供的让位孔。这些孔都排列有序,间隔均匀合理,销孔也实现了距离偏大的原则。基准面标注了表面粗糙度。
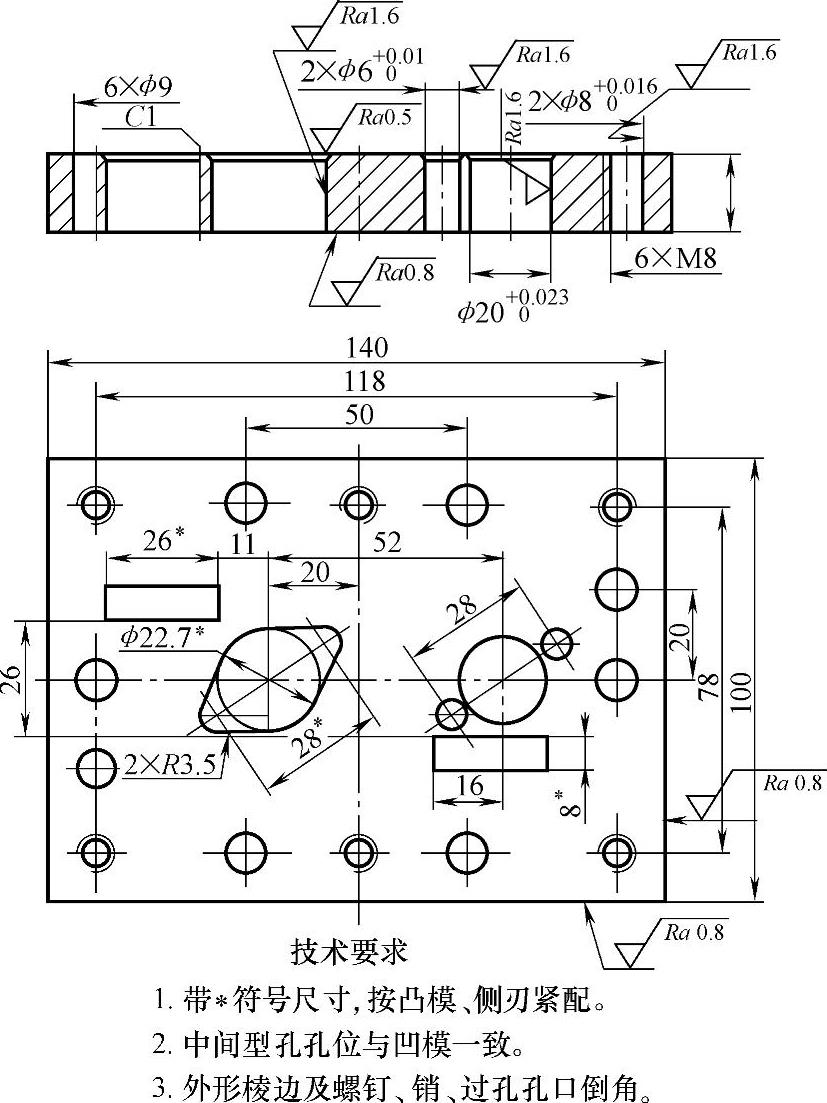
图3-59 部分尺寸须配作的固定板
另外,从固定板的外形、型孔的形状和凸模的固定方式,形孔的位置安排,装配固定用孔的组成,还可以分析出模用的类型、用途及基本的结构形式。如图3-59这块固定板,从型孔的横向中心线分布和形状,可以断定模具是一套冲孔落料工艺组合的级进模,双侧刃定距,冲件外形为菱形,要在长轴中心线上冲一大(在中间)两小(在两端)三个圆孔。排样为斜排比较节约材料,冲孔和落料间隔一步,可以有效保证凹模型孔间的强度。横向送料方式。安排了卸料螺钉让位过孔,表明模具是采用的弹压卸料。若用固定卸料方式,就不会安排卸料螺钉通过孔。
3)多种凸模固定方式的固定板。如图3-60就是一块安装固定有多种不同凸模固定方式的固定板。
这是一块用于图3-61级进模的固定板。由于凸模种类的多样性,直接影响了固定方式的多种不同形式。
首先,梅花形冲孔凸模Ⅱ12,固定部分为加粗的圆形,装配时必须在调整好后锁定方向位置关系,所以采用凸缘固定方式,也便于用防转销13来锁定装配好后的方向、位置关系。
冲孔凸模Ⅰ9和侧刃11则采用了铆接固定的方式。
落料凸模6为异形件,为便于采用线切割方式加工成形,采用了直通式结构,选用了用螺钉拉紧的固定方式。
另外,对照装配图,还可以看见固定板上的装配固定用孔包括:用内六角圆柱头螺钉15连接固定用的螺纹孔;用圆柱销14锁定方向、位置关系的圆柱销孔;为卸料螺钉3提供的让位过孔。而且,这些孔从装配图上是无法清楚表示它们的位置分布情况的,只有从固定板的零件图上才能作出清楚明确的表示。同时也看到,卸料螺钉的位置安排,没有和下模紧固螺钉22的位置发生冲突,不会给弹压卸料板16的螺纹孔和螺钉头部让位孔的安排带来麻烦。
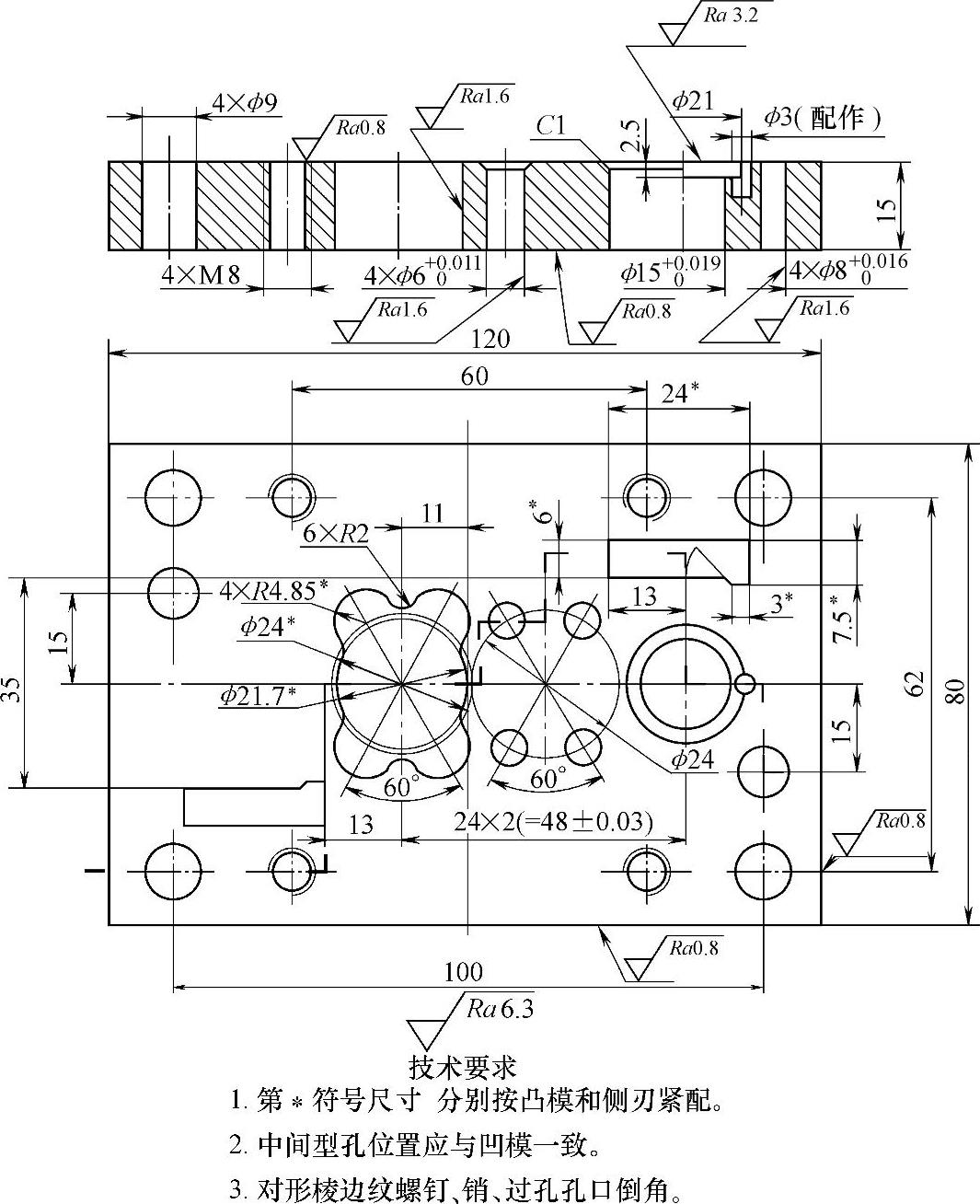
图3-60 多种凸模固定方式的固定板
从型孔的尺寸标注还可以看到,圆形孔都标注了公差,可以直接按图加工。非圆异形孔则加注了∗号,技术要求上规定,应分别按各自装入的凸模或侧刃紧配,也就是配作,以便能更好满足两者配合的需要。这也是冷冲压模具固定板的一个基本特点。
采用固定卸料方式模具的固定板,和采用弹压卸料方式模具的固定板的结构特点基本一致,只是不需要安排卸料螺钉的让位通过孔,这也更利于螺纹孔和圆柱销孔的安排。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。