



【摘要】:图5-15所示是一套冲孔、切边工艺组合的复合模。2)用拉深坯件的孔来定位的定位钉20,安装固定在凸凹模18上,下端用内六角圆柱头螺钉19拉紧,拆装方便。5)凸凹模18采用直通式,利于切割成形,下端用内六角圆柱头螺钉21拉紧固定。制作时应紧贴凸凹模11圆弧侧面,顶部应距凸凹模11上端三个以上料厚度。
图5-15所示是一套冲孔、切边工艺组合的复合模。
1.冲件分析
冲件为一个带凸缘的拉深件,凸缘最终形状为四处有凸出圆弧的非圆成形,并在凸出圆弧的中心各有一个圆孔。采用同一套模具同时冲切成形有利保证成形间方向、位置精度,生产效率高,冲压设备的能力能得到有效发挥。冲件材料为1mm厚10钢,较适合冲裁成形。
2.模具结构形式选择及基本特点
1)选用倒装结构形式,有利为工序坯件安排定位,冲孔废料可直接用漏料方式出模。
2)用拉深坯件的孔来定位的定位钉20,安装固定在凸凹模18上,下端用内六角圆柱头螺钉19拉紧,拆装方便。
3)采用废料切刀卸料方式卸料,废料切刀22安排在纵向中心线上,可以防止切断后的废料飞溅时影响操作和伤人。
4)上模安排有刚性打料装置完成推件,也可附加弹簧压料。
5)凸凹模18采用直通式,利于切割成形,下端用内六角圆柱头螺钉21拉紧固定。(https://www.xing528.com)
6)凹模1采用直通式,强度高,备磨量大,与推板12有良好的配合状态,推件时不易发生偏斜干涉。
7)带台冲头把7固定端有为打板6提供让位的深槽,所以用防转销10锁定了方向。
8)选用对角导柱模架14,导柱不会干涉切边废料的横向飞溅。
3.需要注意的问题
1)废料切刀22的刃口应在同一条直线上,并正对冲件凸起圆弧顶部,确保卸料正常顺利。制作时应紧贴凸凹模11圆弧侧面,顶部应距凸凹模11上端三个以上料厚度。
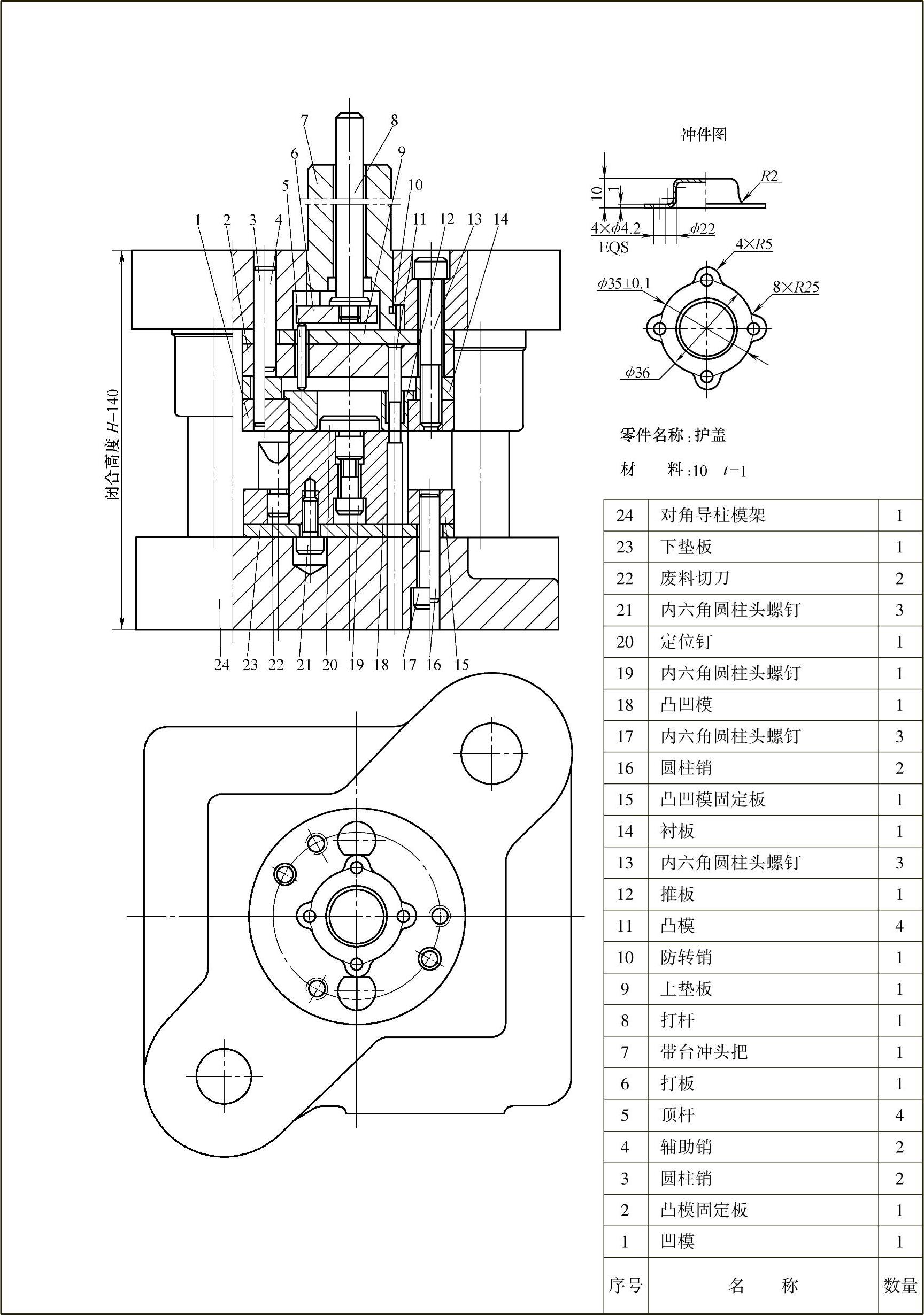
图5-15 冲孔切边复合模
2)应注意防止废料切刀22刃口受到伤害,包括模具装配过程、模具上机安装、调整以及待用保管状态,都必须采取相应的保护措施,防止与凹模1大面直接接触,尤其是碰撞。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。