



图5-21 所示是一套一模多件的级进模。
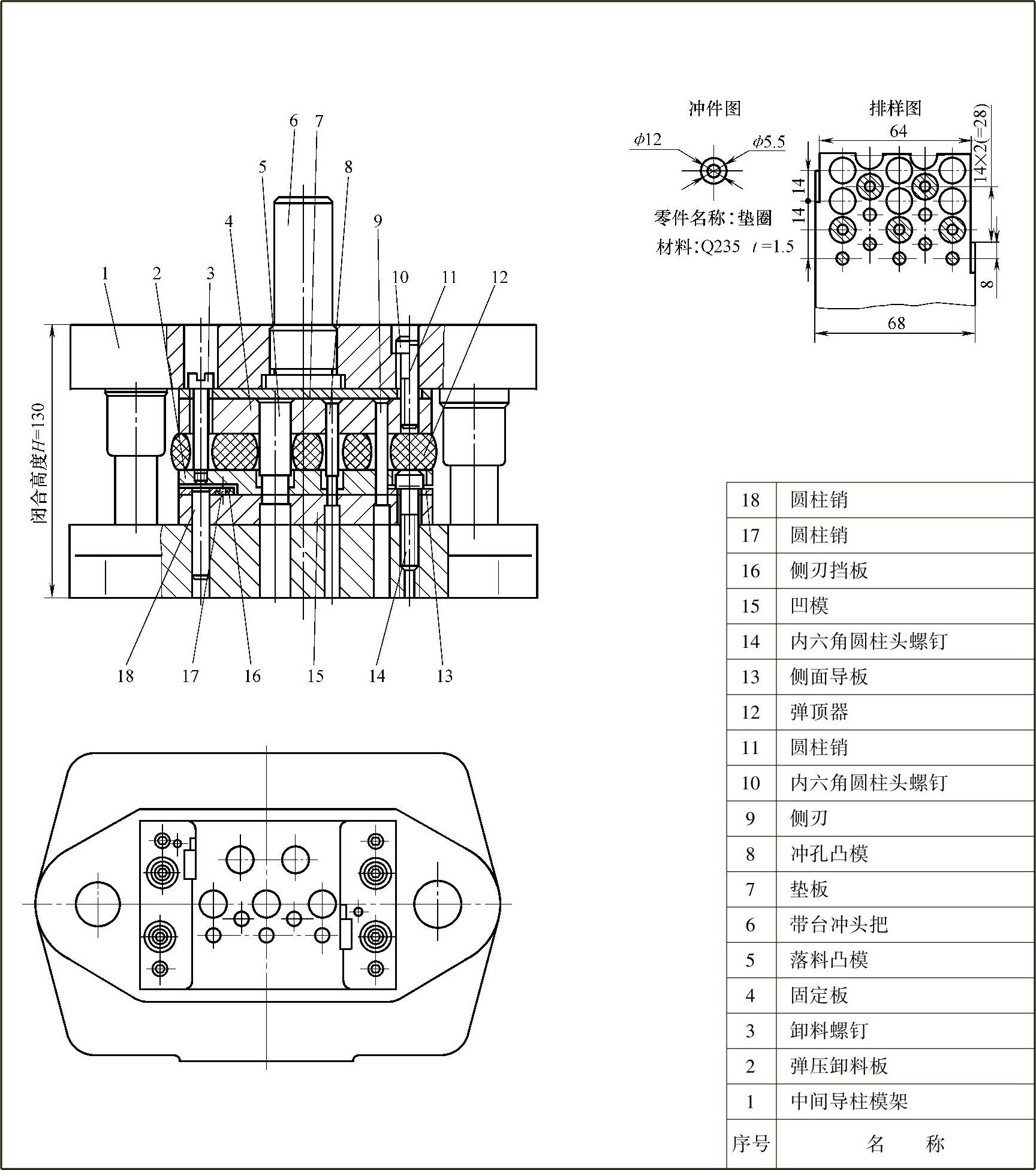
图5-21 级进模Ⅱ
1.冲件分料及排样
冲件为小尺寸平垫圈,在需求量很大的情况下,选用一模多件的成形方式,可以大幅度提高生产效率,满足市场需求。排样时采用交错的方式可以更进一步提高材料利用率,降低产品成本。安排双侧刃定距的方式,操作方便、效率高,条料全长度都可得到充分利用不浪费。
2.模具结构及基本特点
1)采用纵向送料方式,充分利用了凹模外形,模具结构紧凑。
2)矩形双侧刃9铆接固定,制作简单、方便。安排了侧刃挡板16,提高了定距的可靠性和稳定性。(https://www.xing528.com)
3)选用弹压卸料,兼有卸料和压料双重功能。
4)落料型孔拉开距离,可以保证凹模强度,同时也利于固定板4型孔的安排和装配时凸模的位置调整。
3.需要注意的问题
1)模具制作时应主要保证每个垫圈冲孔到落料的位置关系,导料板的导料方向调整应尽可能与型孔形成的送料方向平行。
2)定距侧刃9长期受单面冲裁形成的侧向力影响,可能向外侧偏斜,影响冲切质量,可以改用带台阶导向保护的结构形式。
3)当产品批量大到需要多套一模多件的模具才能圆满完成总的冲裁数量时,可以选用如图5-22的硬质合金模具,凸模、侧刃和凹模都选用硬质合金材料,可以大幅度延长模具使用寿命。侧刃19为“K”形结构加导向台阶双重保护;侧刃挡板32也可选合金工具钢材料并将淬火硬度提高到60~64HRC;模架选用非标准形式,注意提高底座23的强度和导向装置的精度,必要时可选用滚珠导柱模架,确保模架的使用寿命和硬质合金工作零件协调一致。而且,采用可拆卸导向装置,制作方便。导柱和导套分别采取了防拔脱措施,可以适当减少固定部分的过盈量,不但装配方便,也更易获得好的装配精度。安排了承料板26,操作更加方便、稳妥和安全。选用带凸缘冲头把12,拆装方便,还利于整体磨削上模刃口,减轻工人劳动强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。