



【摘要】:图6-8所示是一套从多个方向完成弯曲成形的组合式弯曲模,它的主要特点是:1)冲件尺寸较小,材料很薄,需要完成卷圆弯曲和口部扩喇叭口,全部成形安排在同一套模具完成,动作关系复杂,要求模具各部分之间有很好的协调性,制作有一定难度。然后上托2继续向下,利用下部两斜面推动下模左、右两滑块18和10,迫使左、右半模16和11完成卷圆弯曲,在弯曲到位的同时,凸模3完成冲件上端口部喇叭口成形。图6-7 卷圆模图6-8 多向综合弯曲模
图6-8所示是一套从多个方向完成弯曲成形的组合式弯曲模,它的主要特点是:
1)冲件尺寸较小,材料很薄,需要完成卷圆弯曲和口部扩喇叭口,全部成形安排在同一套模具完成,动作关系复杂,要求模具各部分之间有很好的协调性,制作有一定难度。
2)模具的动作原理:将工序坯件的尾部插入下模定位套13的定位槽内定位。合模时固定在上托2后侧的后滑块勾状闯块利用斜面,推动后弯曲滑块37完成坯料垂直方向的“U”形弯曲,并在圆钢丝弹簧43的作用下迅速退出。然后上托2继续向下,利用下部两斜面推动下模左、右两滑块18和10,迫使左、右半模16和11完成卷圆弯曲,在弯曲到位的同时,凸模3完成冲件上端口部喇叭口成形。
分模后,左右滑块在圆钢丝拉簧22的作用下退回原位。上模后滑块勾状闯块会与后侧滑块发生干涉,所以安排了活动连块28,可以绕圆柱销(代替轴)30转动来防止勾状闯块上升时的干涉,然后依靠圆钢丝扭簧31复位。闯块尾部还安装了可以绕滚轴27旋转的滚套26,减少与勾状闯块接触时的摩擦,确保后侧滑块移动距离的稳定性。
3)模具制作的重点除了零件加工外,主要在于装配时的调整和修配,确保动作协调无干涉,成形可靠、稳定。
4)使用要注意的问题,是冲压深度的控制,选用手扳压力机时要控制好用力大小,加强检查。(https://www.xing528.com)
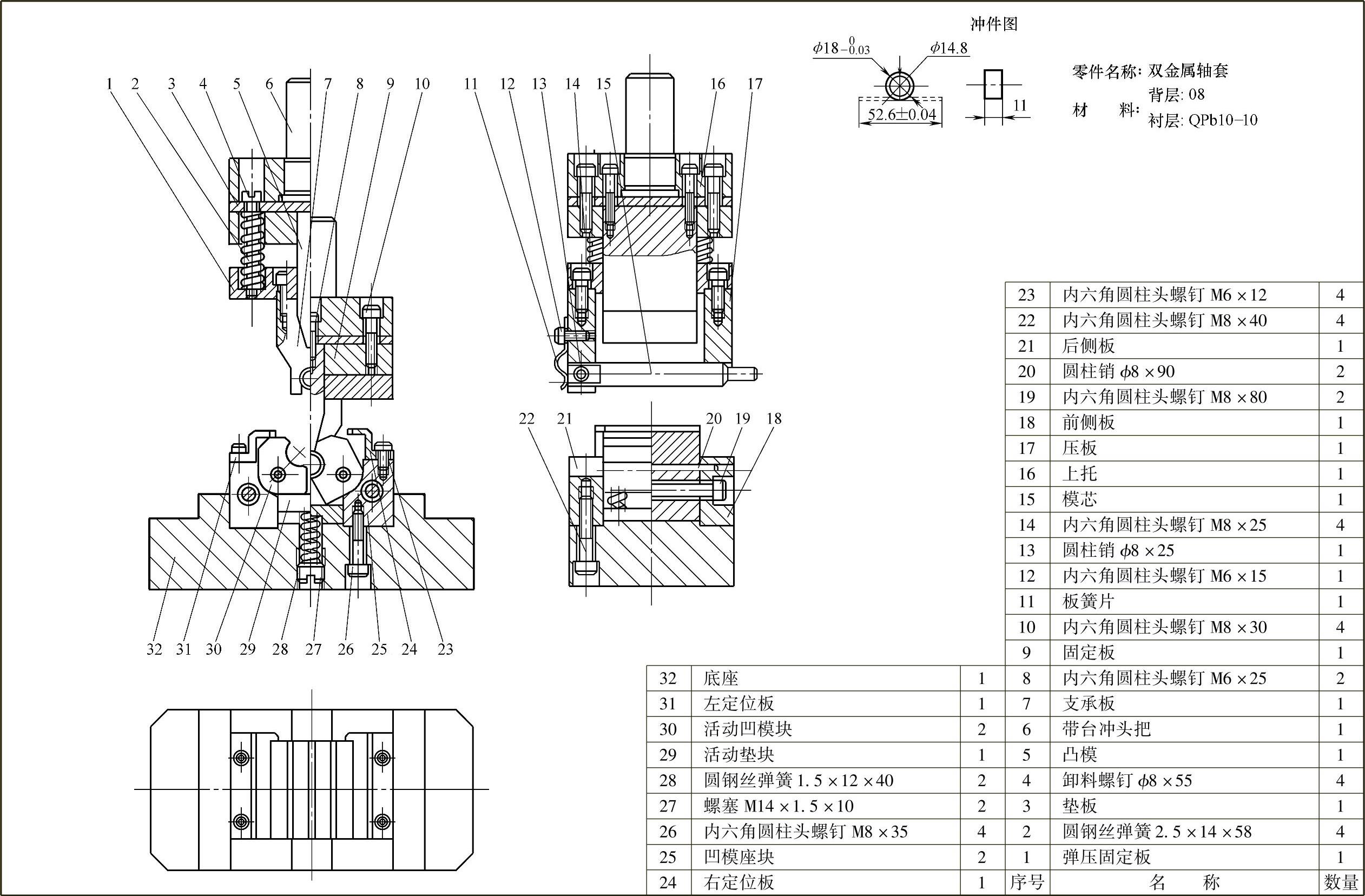
图6-7 卷圆模
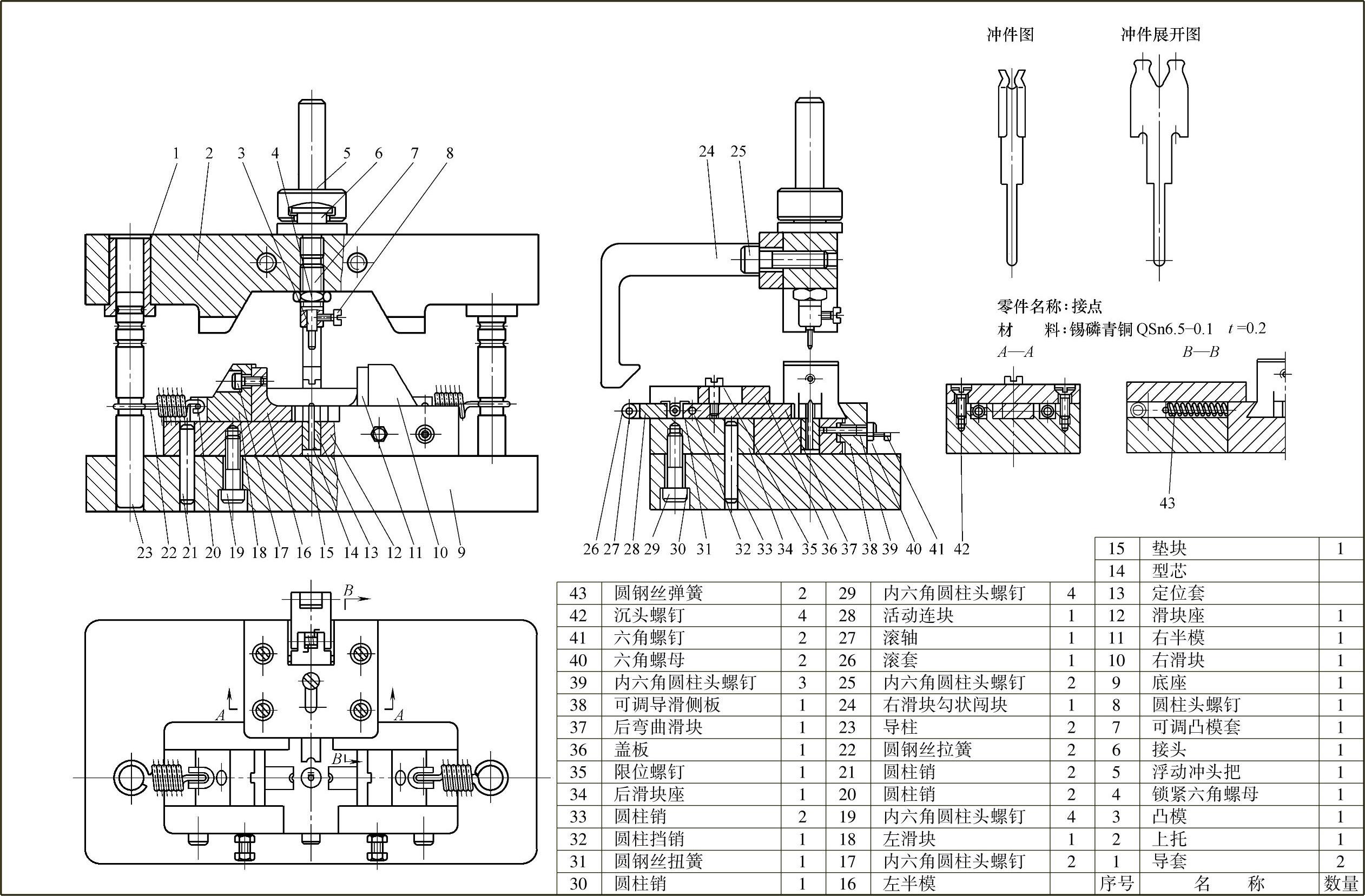
图6-8 多向综合弯曲模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。