



【摘要】:图6-17所示的级进模,是又一套用分解方式完成冲切成形的级进模,它的主要特点如下:1.冲件技术分析冲件外形比较特殊,中间有两条较深的窄槽与外形相通。对称中心线两端还有三个尺寸不同的较小圆孔,采用级进模冲切成形的方式是比较恰当的选择。三个小孔安排在一步冲切,可以减少级进次数,使模具结构紧凑。图6-17 分解冲裁级进模3)条料定距未安排侧刃挡板,批量不大时不会影响定距的稳定和可靠性。
图6-17所示的级进模,是又一套用分解方式完成冲切成形的级进模,它的主要特点如下:
1.冲件技术分析
冲件外形比较特殊,中间有两条较深的窄槽与外形相通。显然不能用整体冲切的方式来成形。对称中心线两端还有三个尺寸不同的较小圆孔,采用级进模冲切成形的方式是比较恰当的选择。
2.排样
从排样图可以看到,将尾部两侧外形的成形和两深窄槽冲切连为一个整体,并排在同一步来完成。两槽之间最狭窄部分的宽度还有约4mm,用于冲切材料厚度仅为0.4mm的铜材,凹模强度应不存在问题。同在一步还能易于保证位置关系,防止分别冲切时可能的变形。由于尾部两侧外形已经成形。就简化了落料成形,降低了落料成形相关模具零件的制作难度。三个小孔安排在一步冲切,可以减少级进次数,使模具结构紧凑。选择了双侧刃定距这种比较理想的定距方式。
3.模具的基本特点
1)选择了纵向送料方式,模具结构紧凑,中间导柱模架又最适合于纵向送料方式模具。(https://www.xing528.com)
2)冲槽凸模6冲切的外形部分都略大于冲件外形,可以确保不会与落料冲切产生对位误差。
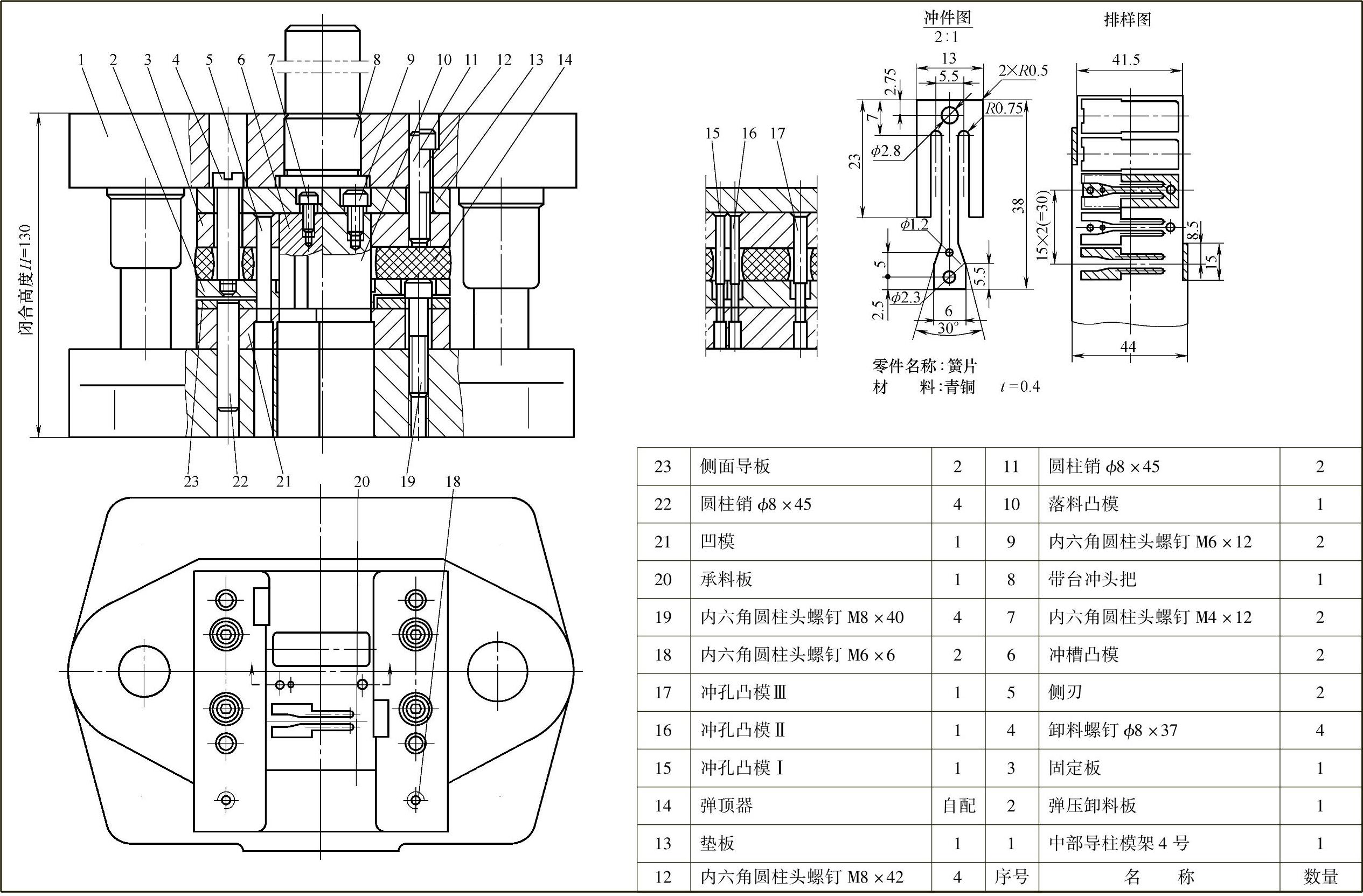
图6-17 分解冲裁级进模
3)条料定距未安排侧刃挡板,批量不大时不会影响定距的稳定和可靠性。若生产批量较大时,还是应该增设侧刃挡板。
4)模具还选择了弹压卸料和带承料板的方式,都是合理的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。