



1.简易镦粗模
图7-27所示是一套轴类坯件中部局部镦粗成形的模具,它的基本特点是:
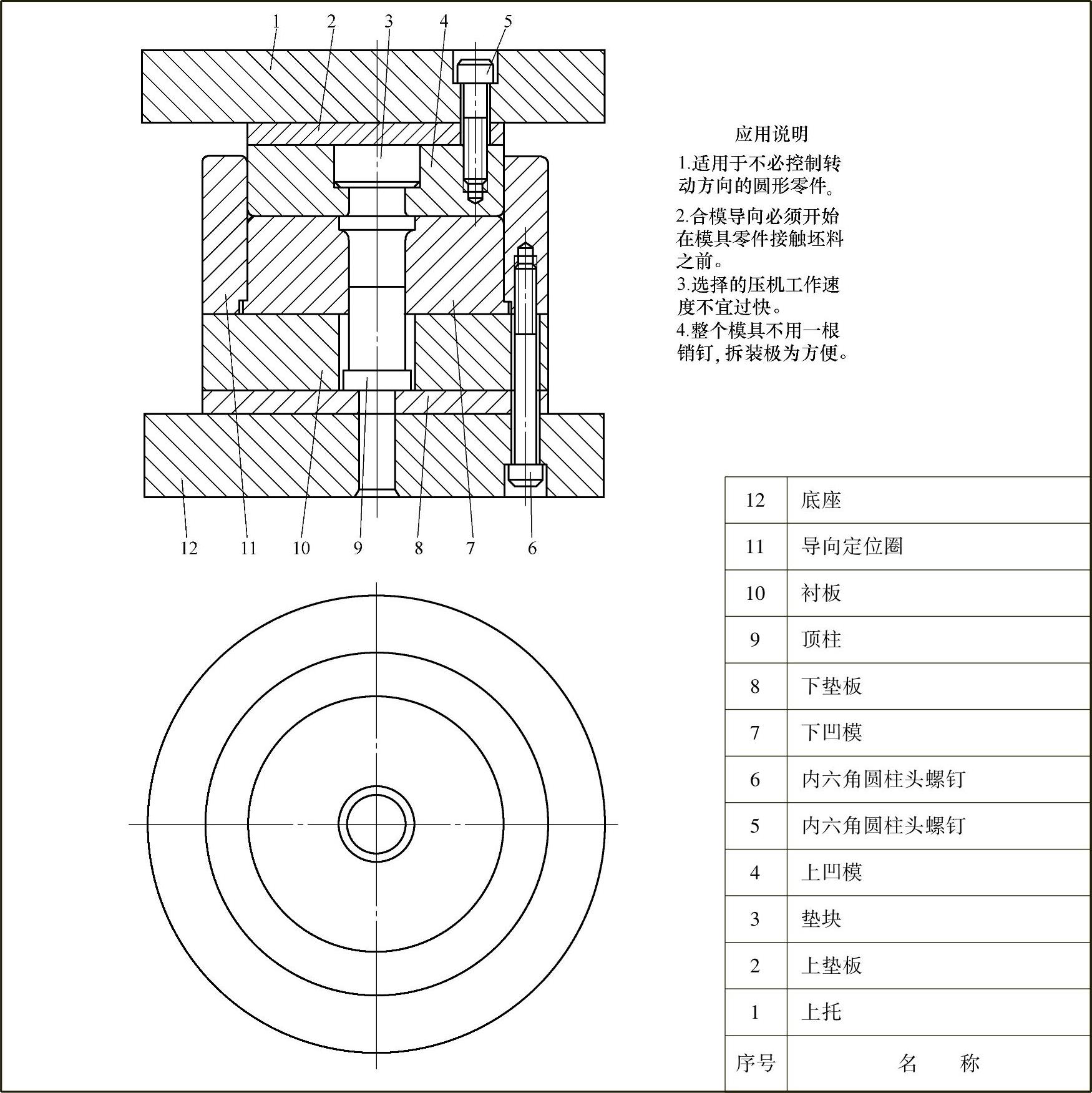
图7-27 简易镦粗模
1)结构简单,利用导向定位圈11为上、下模合模提供对正导向。
2)动作原理:坯料插入下凹模7中间孔内定位,这部分直径属不变或少变形的,与下凹模7孔有较好的配合关系,保证放入后不会偏斜。合模冲压时,上凹模4利用中间口部圆弧套入坯料上端导正,继续下压使坯料中部变粗填入下凹模7的环形台阶型腔而完成镦粗成形。同时进入上、下凹模的部分也会有所加粗,但受孔的限制只是使配合关系变紧。分模时,由于冲件与下凹模接触的面积大和所产生的摩擦力大,脱离上凹模4而留在下凹模7孔内,最后利用设备液压顶出装置推动顶柱9顶出冲件而取出。
3)图面上的应用说明对应用、使用及结构特点已有叙述,不再重复。模具适用于批量不大,又不常有类似镦粗成形产品的场合。否则,还是应对模具设计作进一步改进。
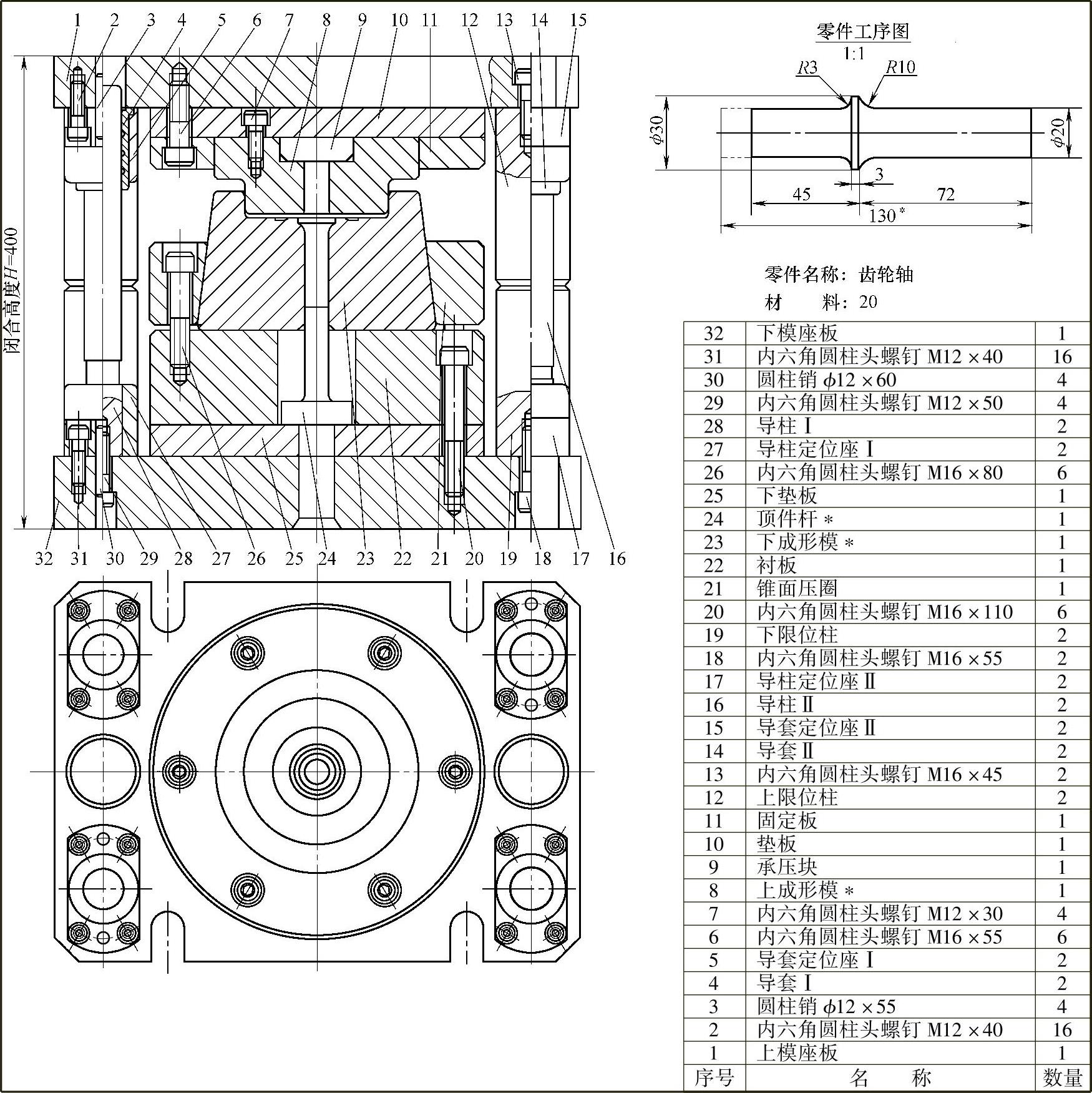
2.改进设计的镦压模
图7-28所示是一套设计改进后的镦压模。它的特点是:
 (https://www.xing528.com)
(https://www.xing528.com)
图7-28 改进设计的镦压模
1)采用可拆卸四导柱非标准模架,导向稳定可靠。加厚的钢质下模座板32及下垫板25,承压强度好。其中左下右上两组导向装置已用圆柱销锁定位置,确保上、下模零件安装中心相对稳定。
2)模架通用性好,可实现机上快速更换上成形模8和下成形模23适应不同尺寸轴类零件镦粗作业。
3)衬板22厚度较大,可以获得较大的顶出距离,可以在一定范围内为不同的产品服务。
4)不同的产品,只需专门制作。上成形模8、下成形模23和顶件杆24三个模具零件,其余均可通用。
5)模架设有限位装置,可以防止上、下成形模直接接触受压造成损坏。
6)上、下成形模有一定长度的配合面,确保中心同轴,防止发生错动,造成冲件两端不同轴。
7)冲件变形部分用中频加热再镦粗,不但成形容易,还会使卸料脱模方便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。