



1.级进模
图8-17所示就是用于冲切成形摇臂的级进模,它的成形内容和结构特点如下:
1)模具完成外形及大端圆孔的冲切成形,冲件展开长度应在展开长度计算的基础上,用弯曲试验验证的方式来决定。
2)采用单件横向排样方式,轧制纹向和冲件长度方向平行,是为了防止冲件弯曲变形后可能产生裂纹和使用时受力断裂。下料时应采用横裁的剪裁方式。
3)条料送进用侧面导板16导料,便于装配时调正导料方向。导料槽宽度也可同时通过调整获得。
4)条料送进采用挡料销13加导头14的定距方式,定距准确、可靠。条料首步冲切定位可用目测决定,将条料前端送至凹模12落料型孔近端边缘即可,最终由导头导正,不会影响冲件孔的位置精度。挡料销位置宜适当靠前,导头用回拉方式定位可以避免落料冲切时材料的扩张力冲断挡料销13。导头14尺寸较大,实践中可采用螺钉压紧方式与落料凸模6固定连接,方便拆卸。
5)冲孔凸模3长度比落料凸模6短一个多材料厚度,形成阶梯式冲裁,可以防止落料冲切时材料的扩张力造成冲孔凸模偏斜。
6)模具选择固定卸料方式,卸料力大且稳定不变。固定卸料板10纵向中部两端开缺,方便送料操作。也可以延长侧面导板16,增设承料板,送料操作会更加方便、稳妥、安全。
7)直通式落料凸模便于切割成形,用螺钉5拉紧固定,拆装方便。
8)选用标准中间导柱模架1,带台冲头把4。
2.弯曲模
图8-18所示是用于摇臂弯曲成形的模具,它的特点是:
1)工序坯件利用已完成冲切的孔套在与定位圆柱销13上的定位套15实现定位。为防止工序坯件的摆动,小端受活动定位块7控制。活动定位块定位后合模时随上凸模下压,不会发生干涉。分模后受圆钢丝弹簧9复位,受盖板8限位而停止在合适的位置。
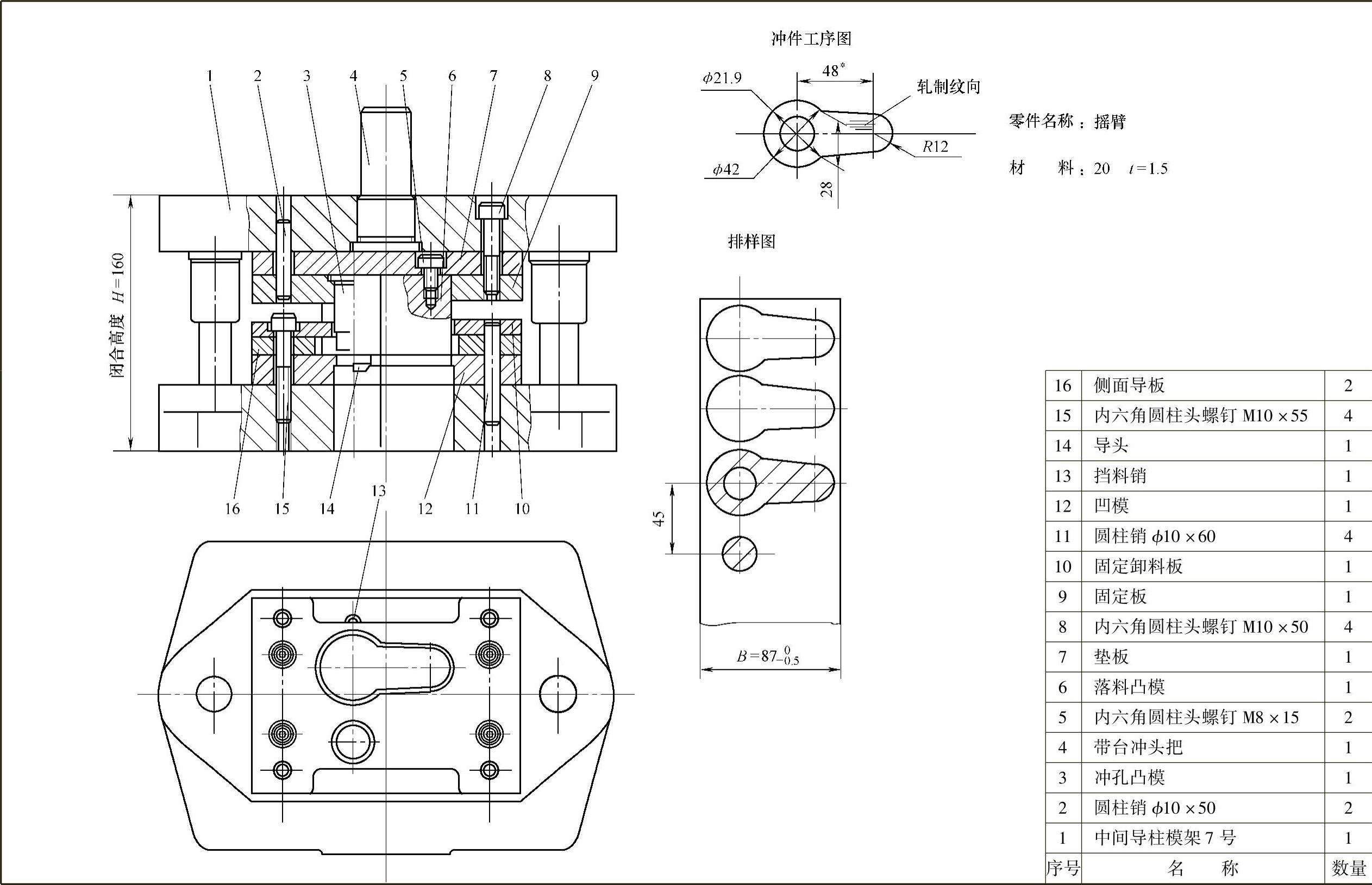
图8-17 级进模(https://www.xing528.com)
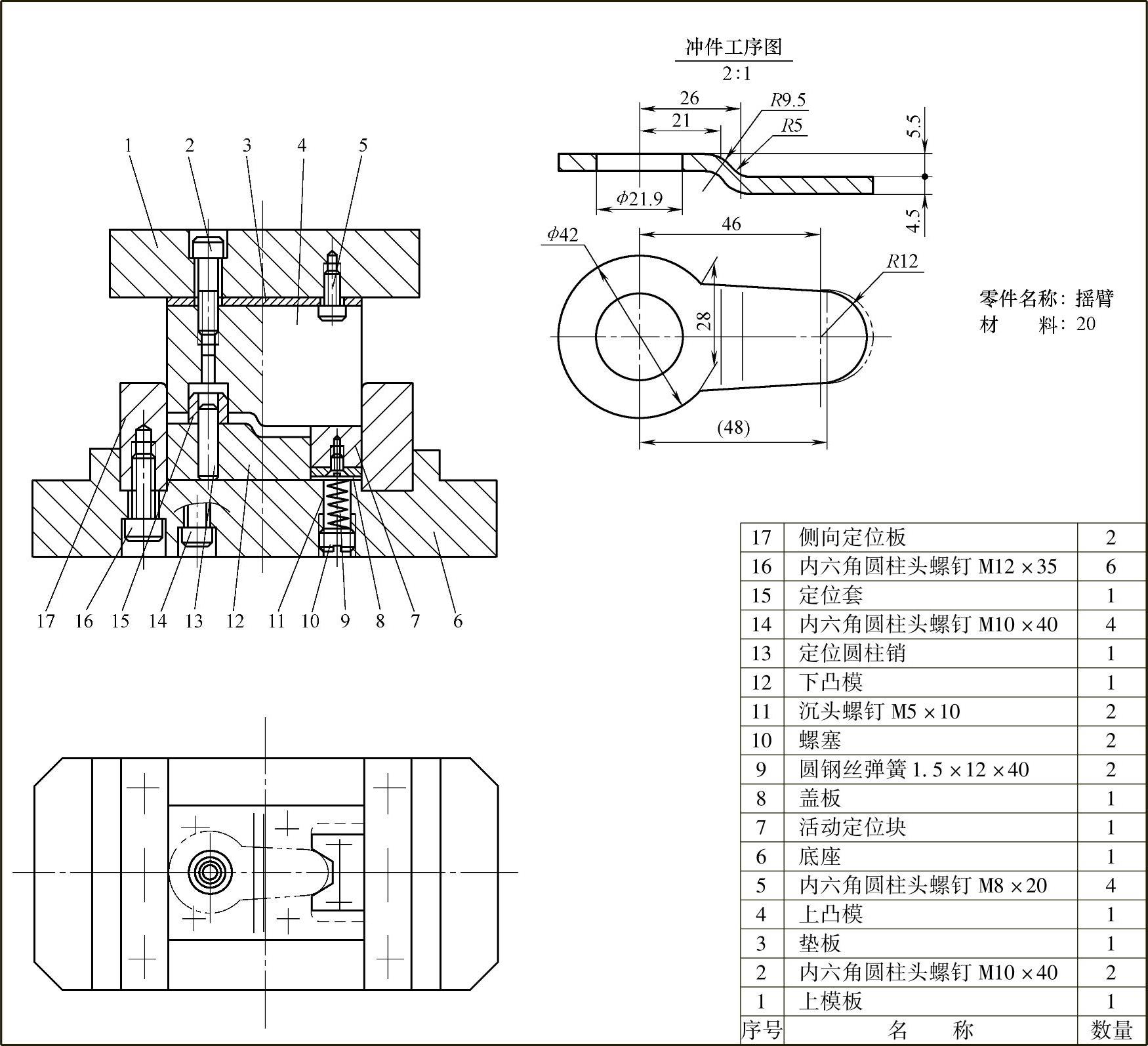
图8-18 弯曲模
2)选用定位套的目的,是为方便冲件与定位元件脱离,可同时取出在模外实施分离。而且可以根据工序坯件孔的尺寸变化选择定位套,达到更好的定位效果。
3)为防止上、下凸模4和12成形作业时,受弯曲斜面的侧向力面发生左、右偏移,安排了侧向定位板17加以限制。侧向定位板17用嵌入方式和底座16固定连接,再加上外侧台阶的支撑,对上凸模4可以实施有效的限制。
4)模具安排在液压机上进行弯曲作业,若选用冲压速度不太快的曲轴压力机,应在上模板1之上安装冲头把。
3.冲孔模
如图8-19所示,就是用于摇臂小端的冲孔模,它的特点是:
①工序坯件利用定位钉11定位,左端安排了活动“V”形块21来限制工序坯件的摆放方向。圆钢丝弹簧20推压活动“V”形块对坯件施压。
②凹模13呈台阶形式,确保冲切时不与弯曲后的成形发生干涉。
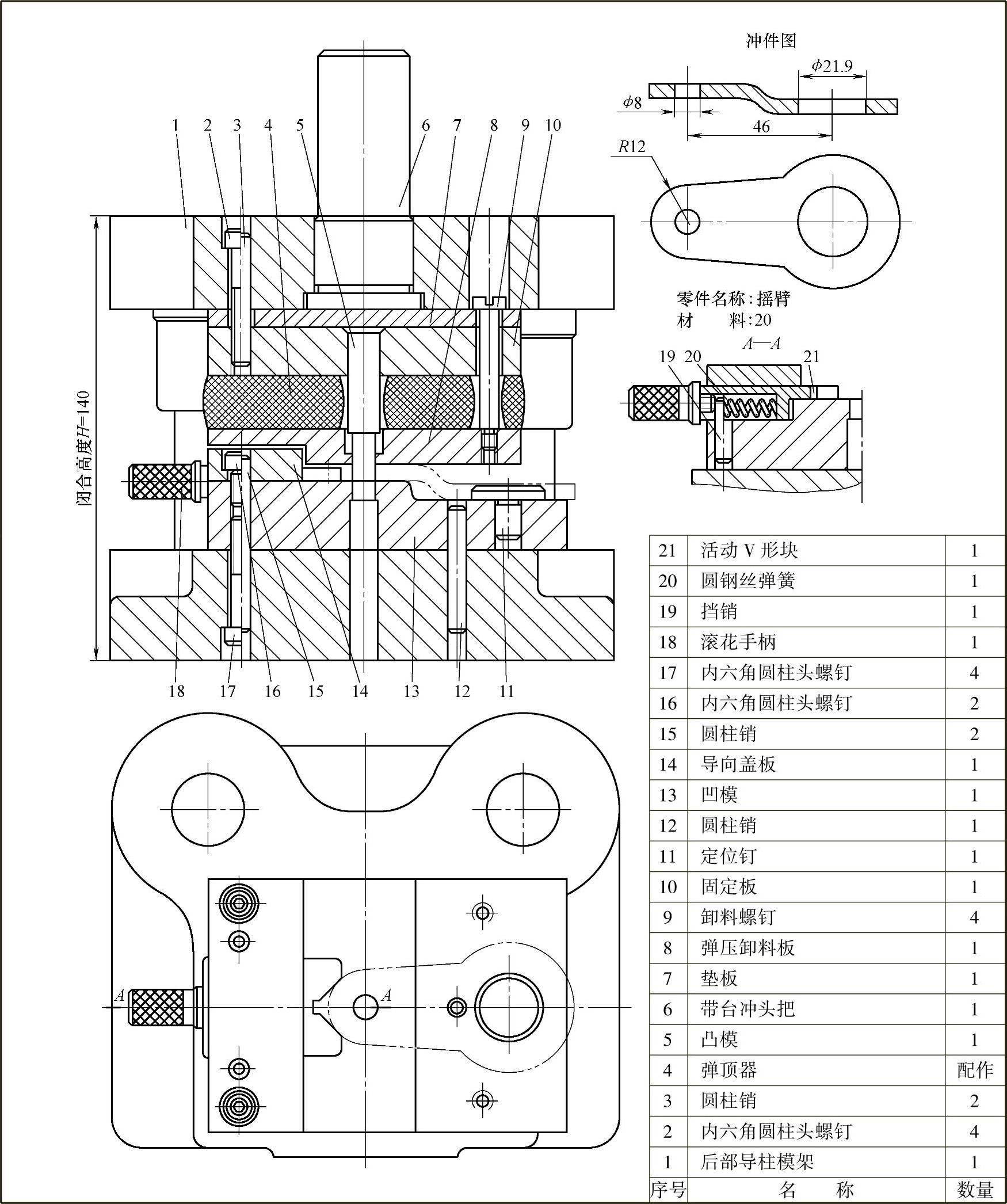
图8-19 冲孔模
③台阶式的弹压卸料板8,保证工序坯件在压平的状态下完成冲孔作业,不会受到其他干涉。
④工序坯件安放时,选用孔套在定位钉11头部,拉动活动“V”形块,让工序坯件转动到定位位置,再放松“V”形块,从小端圆弧施压来完成方向定位。完成冲切后,先拉开“V”形块,转动冲件至方便取件的位置将冲件取下,再放入下一个工序坯件。
⑤模具选择后侧导柱模架,双手操作不会受到干涉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。