



冷冲压模具中为了保证冲件的平整性或需要一定压料效果,常需要在模具中安排弹性的压料推件装置。但弹压装置是否具有可调节的性能却会给模具制作和使用带来不同的结果,如图9-6a为不可调节的弹压推件装置,图b为可调节弹压推件装置,它们的不同之处在于:
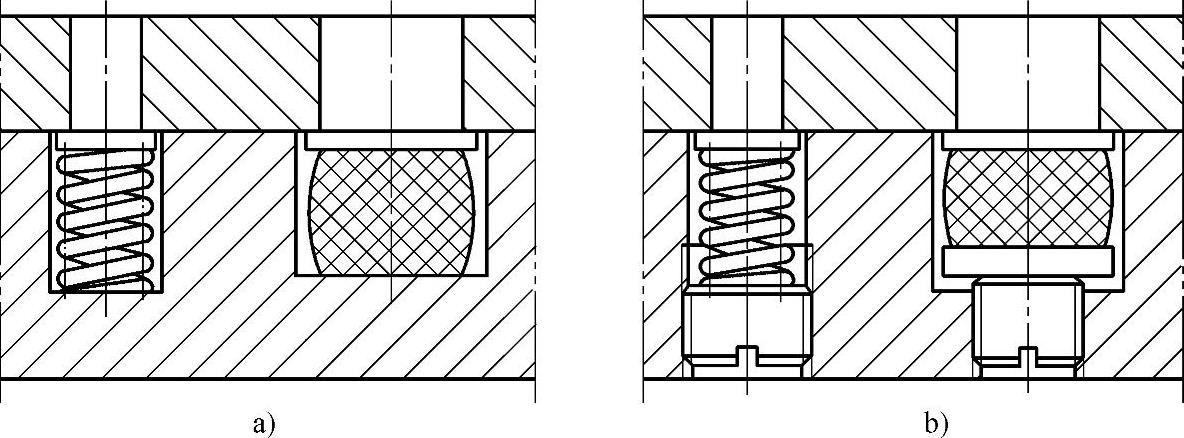
图9-6 弹压推杆装置的不同形式
a)固定弹压推件装置 b)可调弹压推件装置
1.固定弹压推件装置
这种结构形式的弹压推件装置在正常情况下,虽然仍可以起到弹性压料和推件的作用,但是:
1)在使用过程中,只要出现一次推件障碍,就没有可供选择的临时措施,只有停止作业,拆出模具。即使更换弹性元件也必须将下模部分全部拆散才可以进行,需要较长时间才能重新恢复作业,而且还不一定能正常推件作业,重复出现推件障碍也是非常可能的。
2)不利于模具的装配,如凸、凹模配合间隙的调整和检查验证。因为模具装配时,凸、凹模之间间隙调整的检验多采用光照检查和用纸试冲验证。由于受弹力顶紧的推板在凹模孔内,凸模无法进入凹模型孔,试冲是绝对不可能的,灯光照射的光线被全部遮挡也不能查看。唯一的办法是先不装推板和弹性元件,凸模可以进入凹模型孔,用试冲的方式来验证。但不够安全,还要增加反复拆装的时间。而且拆装也会对装配质量产生不同程度的影响。所以,不论弹性元件是用弹簧或是用橡皮,采用固定不变的结构形式都是不够合理的。
2.可调弹压推件装置
如图9-6b所示,就是可以调整弹压力的推杆装置,利用下端的螺塞就可以完成弹压力的调节,而且在模具使用过程中也比较方便调节。选用弹簧时,螺塞可以直接顶压在弹簧端面。采用橡皮时,螺塞应通过附加的板件来传递调节压力。
1)模具使用时调节弹压力可直接进行,不需拆下模具,迅速、方便快速恢复正常作业。还可以对弹力不足的弹簧更换。
2)模具装配时,可通过松开螺塞,让凸模可以适当进入凹模型孔采用试切方式检查凸、凹模之间间隙的大小和均匀程度。当弹簧外径和推板凸缘尺寸小于螺纹底孔时,可以后装入推板,就可以先用光照方式来检查凸、凹模之间的间隙。若采用调整完凸、凹模间隙后再装入推件装置的装配方式,型孔都可以用透光的方式检查来判断凸模的调整方向。
3)应用实例:
①图6-12切口弯曲冲孔落料级进模,一套模具有四个型孔都安排了可调弹压推件(料)装置,三处用弹簧的都可以在模具装调完后再装入。
②图5-33薄软冲件级进模。凹模18漏料孔安排了可调弹压推件装置,确保冲件平整。(https://www.xing528.com)
③图5-32级进模,弯曲和落料两处安排了可调弹压推件(料)装置,确保送料操作顺利和防止冲件受压变形。
④图5-26级进模,在落料型孔安排的可调弹压推件装置,采用了另加钢质盖板31的方式,解决了模架铸铁底座强度差的问题。而且可以在模具装调完成后再装入,有利用透光和试冲方式检查、验证凸、凹模之间的配合间隙。
3.上模附加弹压推件装置
冷冲压模具中,部分凹模在上模的侧装式模具,大多安排有不同形式的打料脱模装置。为了增加压料效果或辅助推件,有的还附加了弹性元件,同样存在固定和可调的问题。
(1)固定式弹压装置 图9-7就是安排在倒装模上模的弹压推件装置,它的特点是:

图9-7 上模固定式弹压推件装置
1)在正常情况下,只要弹压力足够都可以达到压料和推件脱模的基本目的,而不分是采用橡皮或弹簧作为弹性元件。
2)结构的主要问题在于:弹压力不便作出调整,力量不足时只能采用更换或适当增加橡皮厚度的措施,而且必须拆开模具才能进行;先装入弹性元件不利于装配时调整凹模和凸凹模之间的配合间隙用试冲的方式进行检查;推件脱模一旦出现障碍无法补救。
(2)正确的弹压推件方式 比较正确的弹压推件脱模方式,应是可以并方便作出弹压力的调整;不影响模具装配时,用试冲对凸凹模和凹模的配合间隙状况进行检查;一旦弹压推件力量不足,有相应的其它手段来完成。下面是正确的弹压推件脱模方式的典型实例:
1)图5-14复合模:圆钢丝弹簧18的弹压力,可以依靠螺塞17适当调整,包括失效更换都不需拆开模具而直接进行;退出圆钢丝弹簧(或不装入),就不会影响装配时用试冲对凹模2和凸凹模27的配合间隙状况进行检查;弹压推件不成功还有刚性打料系统来完成。所以,不会因此而终止正常作业。
2)图5-34无间隙冲裁复合模:由于冲件材料极薄,无论压料或推件都不需太大的弹压力,所以弹顶器11只要厚度合适,应能满足使用要求,即使需要加厚或更换,也只需拆掉用内六角圆柱头螺钉6压紧的接头10即可进行,弹顶器11可以在完成模具装调后再装入,也不会影响用试冲方式检查凹模2和凸凹模23之间配合间隙的状况。
3)主要用于协助打料推件的弹压装置,防止推件板因受力不均发生偏斜产生推件障碍。但它们仍然具有可调节弹压力,拆装、更换方便,不影响模具装配时的试冲检查。如图7-1所示大间隙落料模,图7-3所示复合整修模,图7-9所示拼合凹模复合模,图7-20所示工艺更改后的复合模等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。