



1.复合模增设辅助圆柱销
复合模的传统设计方式如图4-57所示,下模部分安排了圆柱销27锁定凸凹模固定板21和模架1底座的方向、位置关系。上模部分又安排了圆柱销15来锁定凹模2、凸模固定板17和模架1上托的方向、位置关系。从使用角度应不存在任何问题。但在实践中,由于凸凹模23在装配时要分别与冲孔凸模和凹模2调整间隙,且两种不能同时进行。当如图9-10所示(明细表见图4-57),凸凹模23和序号4、7、11、12四种冲孔凸模进行并完成配合间隙的均匀性调整后,必须分别用圆柱销来锁定两块固定板在模架中的方向、位置关系。当还要调整凸凹模23和凹模2的配合间隙时,凹模2上已完成钻铰的孔不可能与已装入的上模圆柱销孔位置一致,必须另选位置,为在完成凹模与凸凹模间隙调整后实现方向、位置关系的锁定。而且,为了钻孔、铰孔加工方便,同时还要考虑便于拆卸,销孔仍必须是通孔。所以,上模就有了两组销钉来锁定。模具设计时就作好辅助孔的位置安排,不会发生相互干涉,也可以避免到模具装配时才发现未考虑增加辅助销钉起返工,延长模具的制作周期。所以,本书中的其他复合模,均在设计时安排了辅助销。
2.利用圆柱销的变化,延长模架使用寿命
冷冲压模具的失效,大多是因为成形工作零件的正常或非正常原因造成,而模具其他组成零件,尤其是模架大多可以再利用。但由于锁定模具主要零件的方向、位置关系的圆柱销孔是用组合方式加工成形的,不太方便重复使用,所以造成模架同时失效,会增加模具制作成本。(https://www.xing528.com)
要使模架能多次重复使用,主要是解决好圆柱销的锁定效果和加工制作方便的问题。如图7-14的级进模,在下模分别安排了三组可供选择的圆柱销安装位置,模架可以在更换三次凹模20时,销孔位置不重合,所以更换不会发生干扰。另外,还可以采用销孔由小向大的尺寸变化方式,即销孔首次使用选择直径较小的圆柱销,如ϕ8,第二次用ϕ10,第三次用ϕ12等,同一组销孔位置,又可获得多次重复使用。模架可供凹模更换的次数又会成倍增加,模架就会得到充分的利用。所以,利用圆柱销不同位置的安排和尺寸大小的变化,延长了模架使用寿命,这对于模具成形工作零件寿命短,生产批量大,模架造价成本高的模具,优势更加明显。但必须注意的是,不宜单纯追求可供凹模更换的次数,而缩短孔间距离造成强度问题。孔径变化的差数也不宜太小,否则会因孔距误差影响加工后的孔的质量。
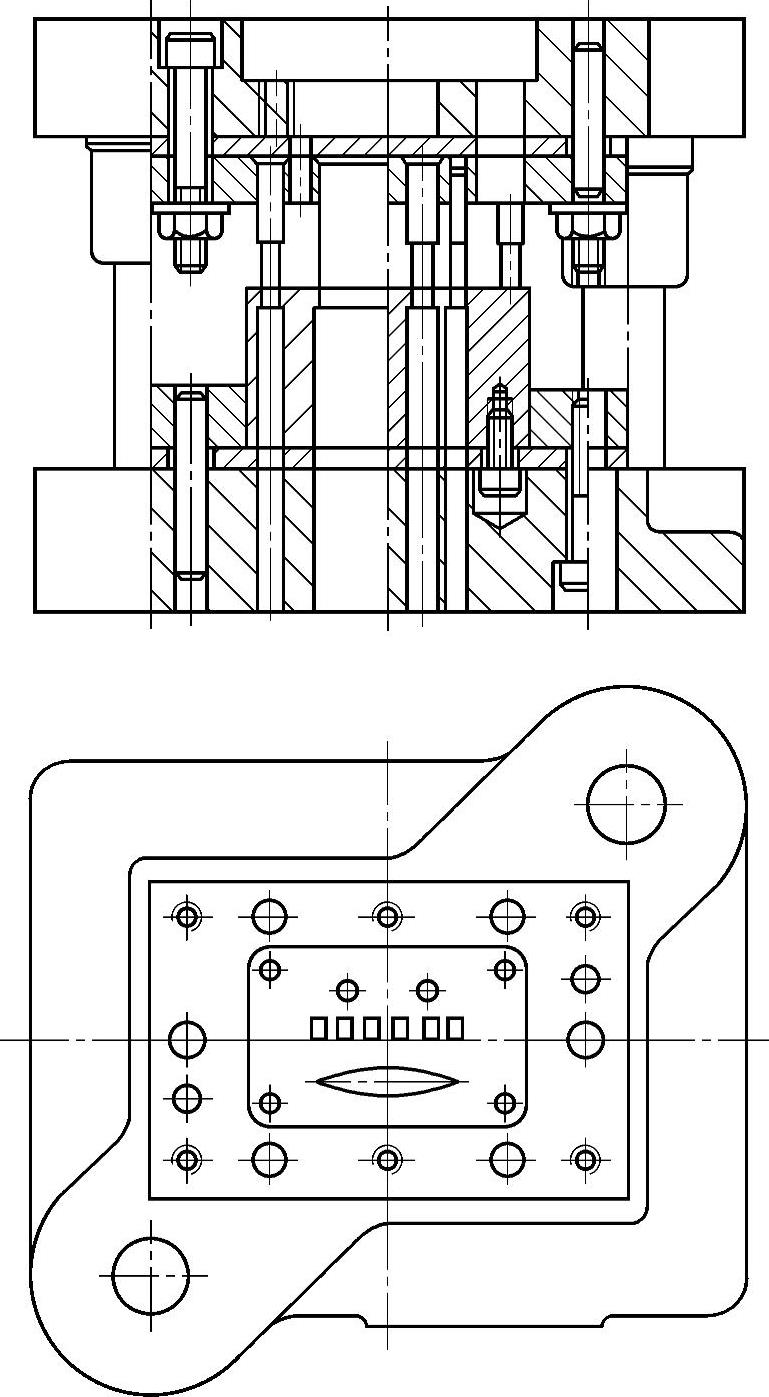
图9-10 复合模装配时凸模和凸凹模调正间隙及锁定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。