



钢件的热处理畸变首先是因相变组织比容变化导致的体积改变,其次是热应力和组织应力引起的形状变化,还有工件形状不对称、厚薄不匀、炉内摆放装卡不善引起的意外畸变。钢件最大畸变发生在淬火冷却过程,可见热处理畸变的复杂性。零件畸变包括形状和尺寸变化,是热处理过程中难以避免的缺陷。畸变影响零件精度,增加精加工工时和余量,过度畸变会造成报废。尽量减少畸变是热处理工作者一贯追求的目标。当然,热处理畸变不只是热处理的问题,材料选用不当,零件结构不合理,铸锻毛坯和机加工残留应力都会助长钢件热处理畸变。因此,减少畸变是一个需综合治理的课题。
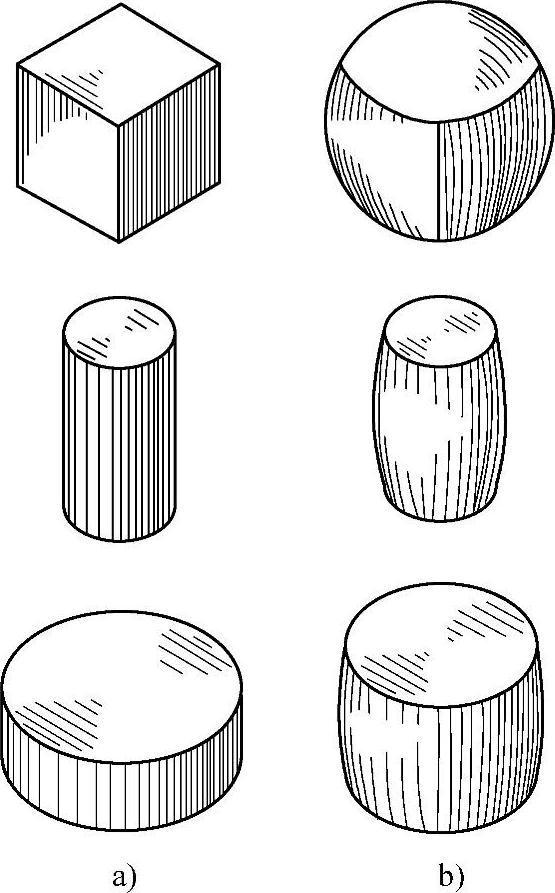
(1)整体淬火畸变 钢中各种相的比容列于表3-32。表3-33所列为碳钢组织转变引起的体积和尺寸变化。钢件淬火冷却时,只有球形件不发生形状变化。球形和圆柱件的不均匀冷却使得工件若不进行旋转,圆截面会变成椭圆(图3-133)。如图3-134所示,长棒状、条状零件单面从上部冷却时,上部先冷,下部尚热,圆棒向上弯,最后全部冷却向下弯。在热应力作用下畸变的规律是最后冷却方向的尺寸缩小。图3-135所示为在热应力作用下,几种简单形状工件经多次加热和冷却后的形状变化。在组织应力作用下的畸变规律是在最后冷却方向的尺寸增大。图3-136所示为在组织应力作用下,几种简单形状物体经多次加热和冷却后的形状变化。
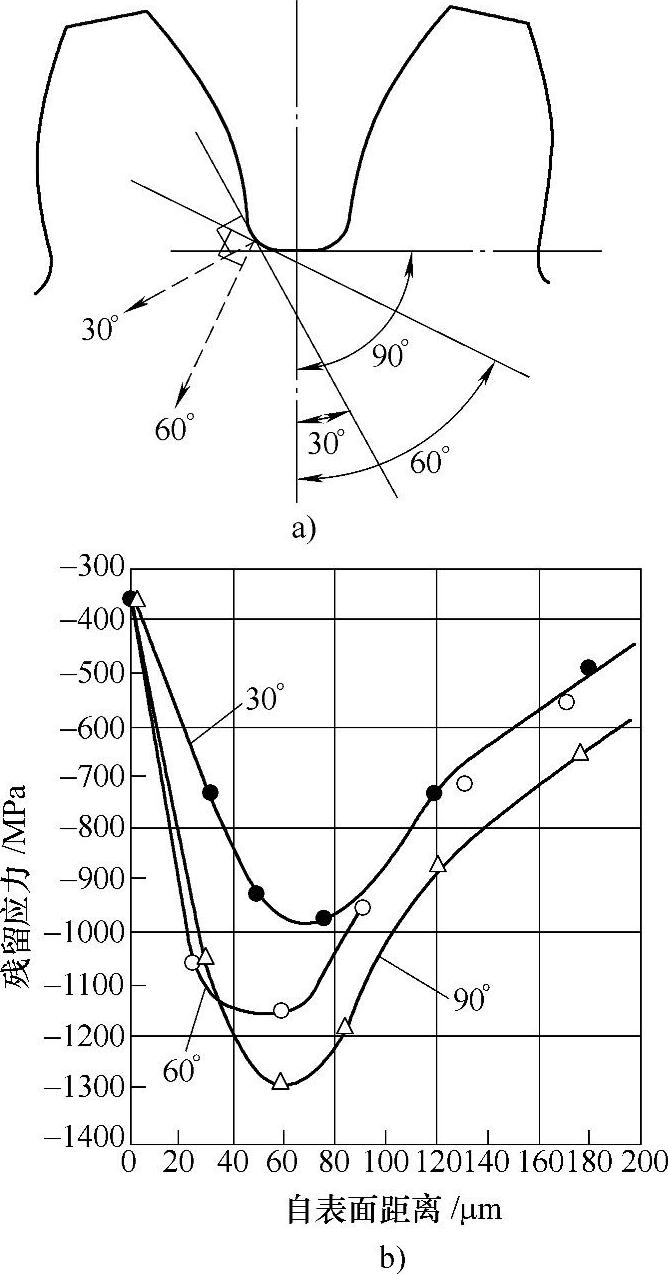
图3-131 以不同角度对齿轮根部喷丸的表层残留应力分布(节圆直径φ50mm,m=3)
a)从30°、60°、90°方向测定残留应力的位置 b)从上列方向测定出的齿根残留应力分布
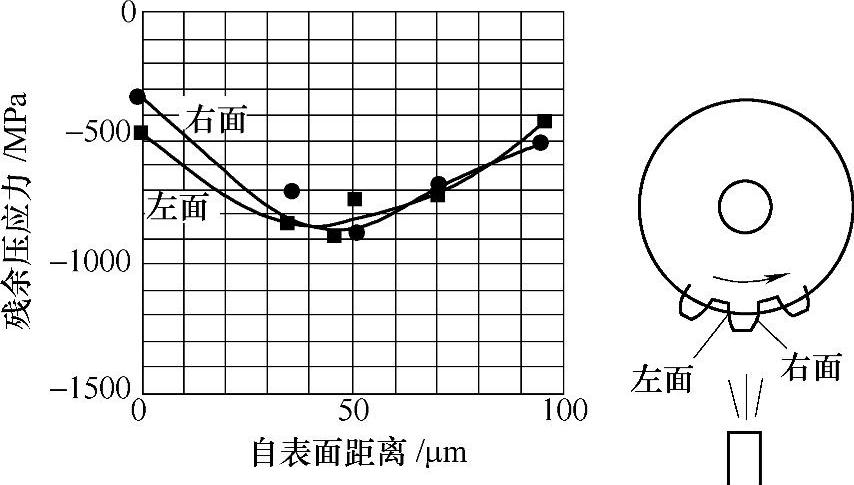
图3-132 渗碳淬火回火齿轮旋转、垂直方向喷丸后左右齿面表层残留应力分布(节圆直径φ50mm,m=3)
表3-32 钢中各种相的比容
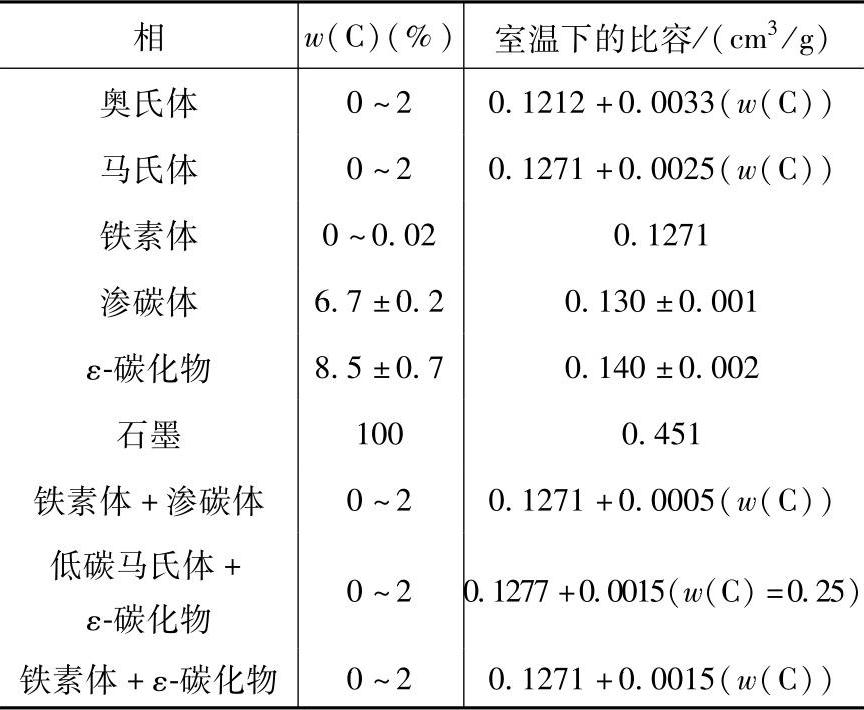
表3-33 碳钢组织转变引起的体积和尺寸变化
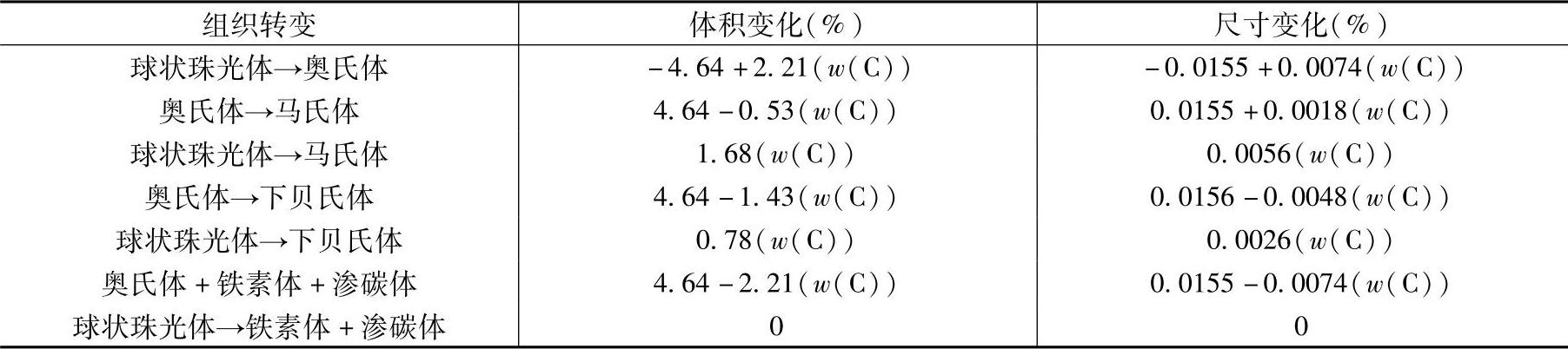
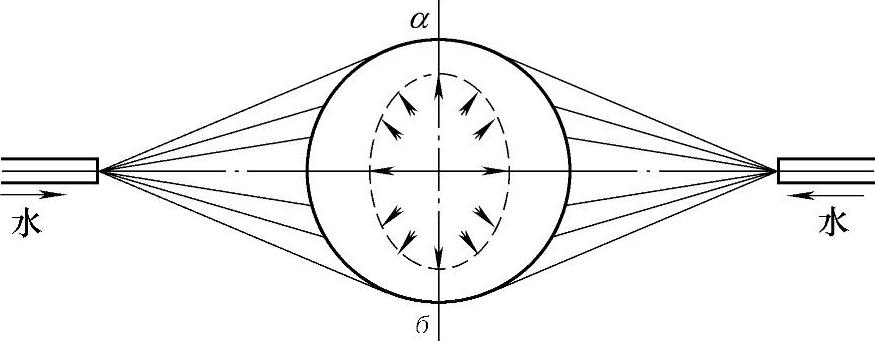
图3-133 形体不均匀冷却变形
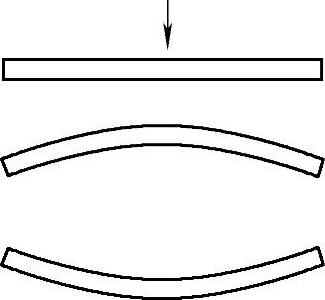
图3-134 薄片、圆棒单面冷却变形
 (https://www.xing528.com)
(https://www.xing528.com)
图3-135 热应力引起简单形状物体的变形
a)原始形状 b)多次加热和冷却后的形状
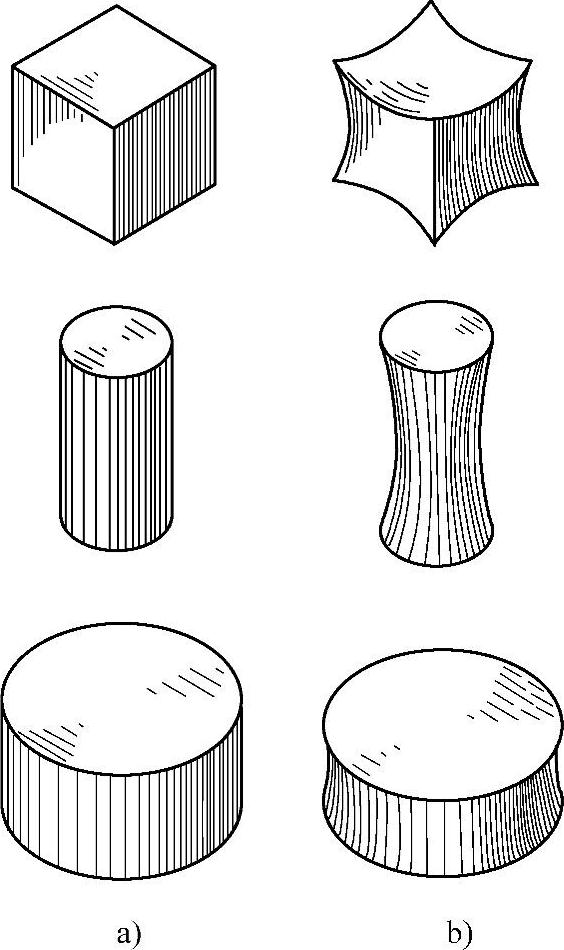
图3-136 组织应力引起简单形状物体的变形
a)淬火前 b)多次淬火后
(2)钢的碳含量影响 低碳钢淬火组织应力很小,形状变化主要由热应力支配,圆棒变化趋势是高度减小,中部直径增大。随着碳含量增加,组织应力影响增强,高度增加,中部直径减小。碳含量达0.8%(质量分数)时,发生反向改变,中部直径增大,高度减小。这是由于马氏体转变点随碳含量增加而降低,使热应力影响加大,此时表面和心部温差减小,塑性变形抗力增加,组织应力影响显著减少。
(3)淬透性影响 通常淬透性对钢淬火形状变化影响不大,因为奥氏体-马氏体转变只在表面层下一定深度发生瞬间组织应力,但提高钢淬透性会增大体积变化,即增加钢件所有尺寸。如果合金元素含量足够高,会使马氏体转变点降到很低,并提高残留奥氏体量,则组织应力显著减少。在奥氏体钢中仅存在热应力。
(4)冷却速度影响 冷速对钢件淬火畸变影响很大。中碳钢在高冷速下淬火,表层马氏体相变时,内外温差大,心部仍在塑性状态,很容易受表层影响发生变形。在水中淬火组织变形增加,工件尺寸变化大。在油中淬火,热变形占优势,主要引起工件形状变化。
(5)渗碳件淬火畸变 浅层渗碳组织变形占优势,主要引起体积变化。渗层增加到一定程度,使马氏体转变温度明显降低,淬火中转为热变形占优势,钢件主要发生形状变化。
(6)渗氮件畸变 钢件渗氮时,由于温度低,心部组织基本不变化,故畸变较小。渗氮件氮在α-Fe中形成间隙固溶体,表层形成氮化物,还伴随有体积膨胀。一般有渗层4%~6%的尺寸增大。尺寸增大值ΔZ(μm)的粗略计算可依照以下公式:

式中 C——500℃渗氮材料的温度常数(工业纯铁C≈0.5,Cr-Mo-V钢C=1.3~1.4,Cr-Al-Mo钢C=1.5~1.6,铸铁C=1.3~1.6,450℃渗氮C减半,550℃渗氮增加一倍);
τ保——在渗氮温度下的保持时间(h);
τ减——有效渗氮时间减值,例如去钝化时间(h);
a——常数,对碳钢a≈1。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。