



工件火焰加热淬火的部位和本身结构的设计需遵循一定规律(见图8-18),其要求与感应淬火相同。
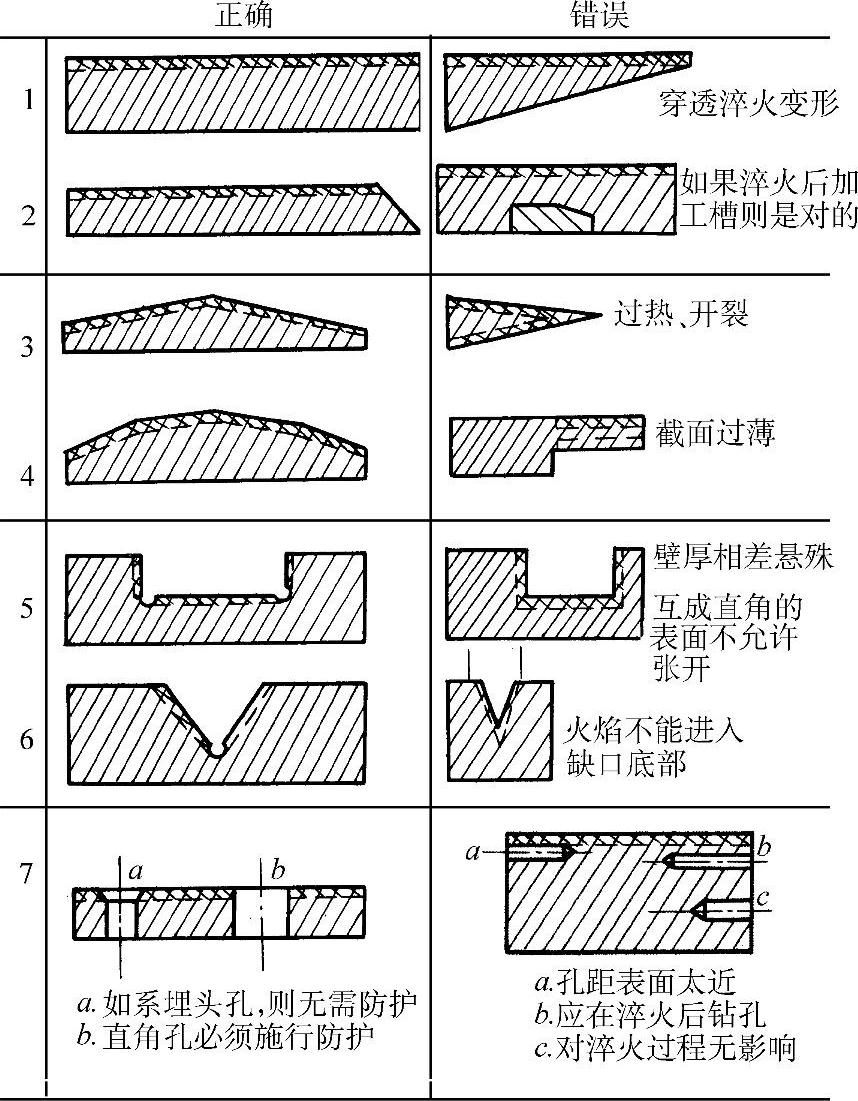
图8-18 工件表面淬硬层的正误设计
工件水平表面的加热淬火可采取燃烧器和喷头的连续移动法。圆形工件可采用多排烧嘴和喷头,工件旋转一周即可完成淬火过程,也可采取单排烧嘴和喷头、工件旋转移动的方式。在工件加热过程中,可用Milliscope的仪器来实现温度的测量和控制,其原理见图8-19。
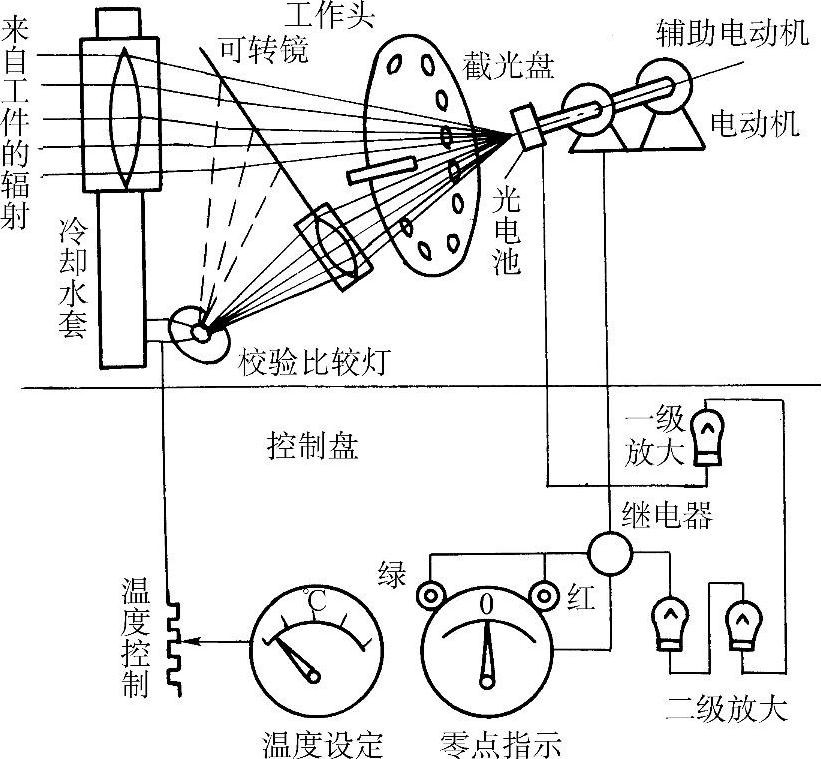
图8-19 Milliscope仪器工作原理示意
(1)固定位置加热法 固定位置加热法除火焰喷嘴固定不动外,工件在加热时亦不移动。这种操作若与淬火机床配合,可进行大批量生产。图8-20所示是对气门摇臂的固定法火焰加热表面淬火。
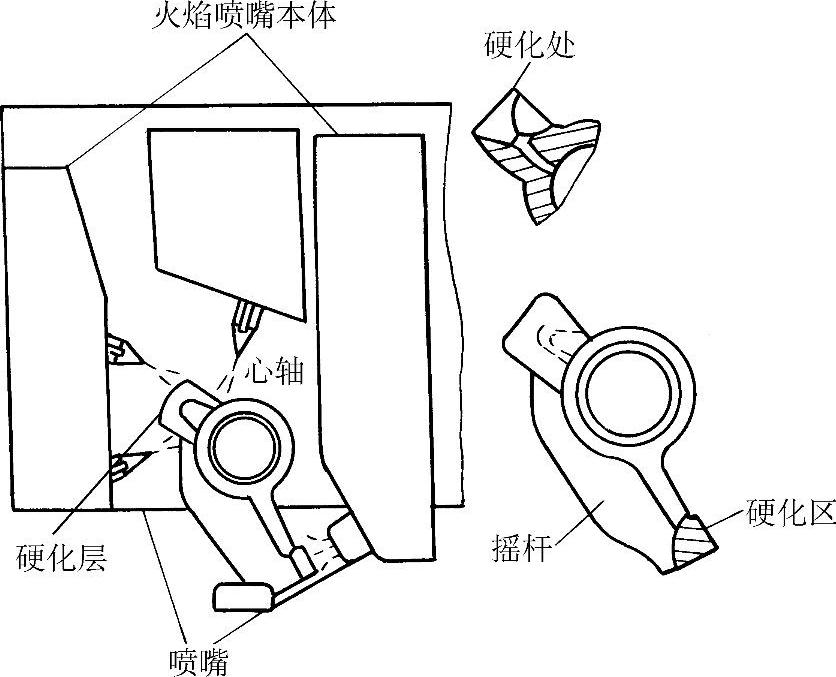
图8-20 对气门摇臂的固定法火焰加热表面淬火(气门摇臂)
(2)工件旋转加热法 利用一个或几个固定的火焰喷嘴,在一定时间内对旋转的工件表面进行加热并随后淬火,主要用于直径较小的圆盘状零件或模数较小的齿轮表面淬火的加热。旋转法火焰淬火如图8-21所示。
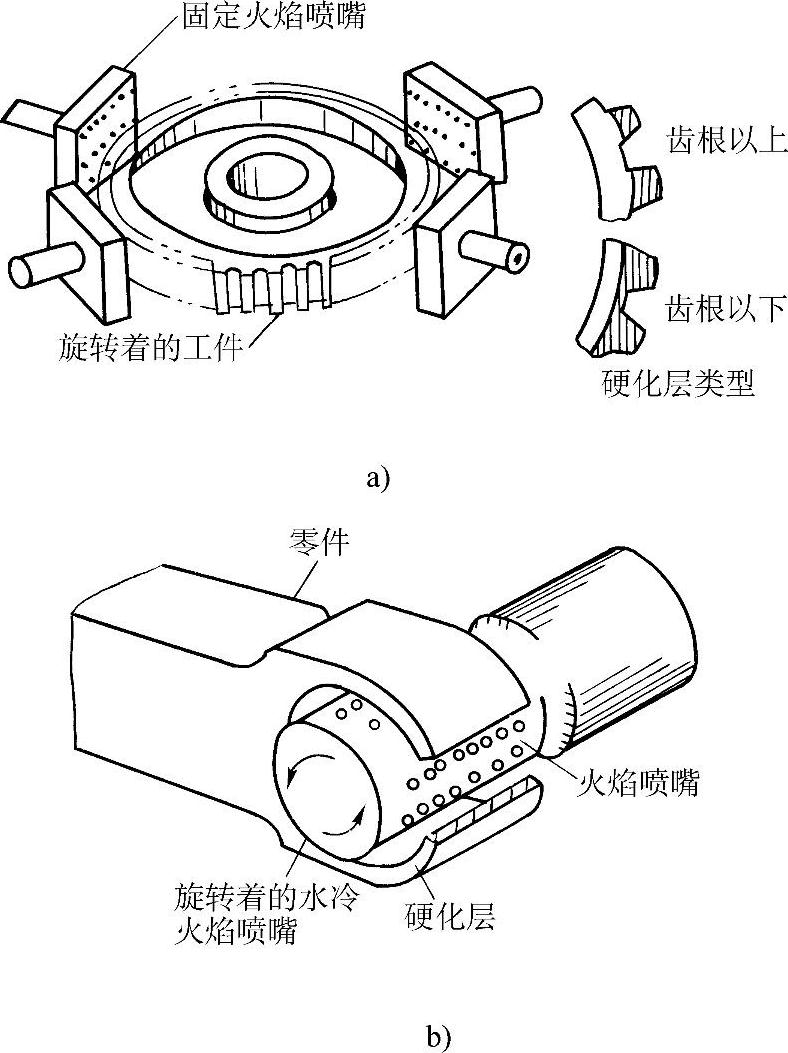
图8-21 旋转法火焰淬火
a)小齿轮 b)摇臂内孔
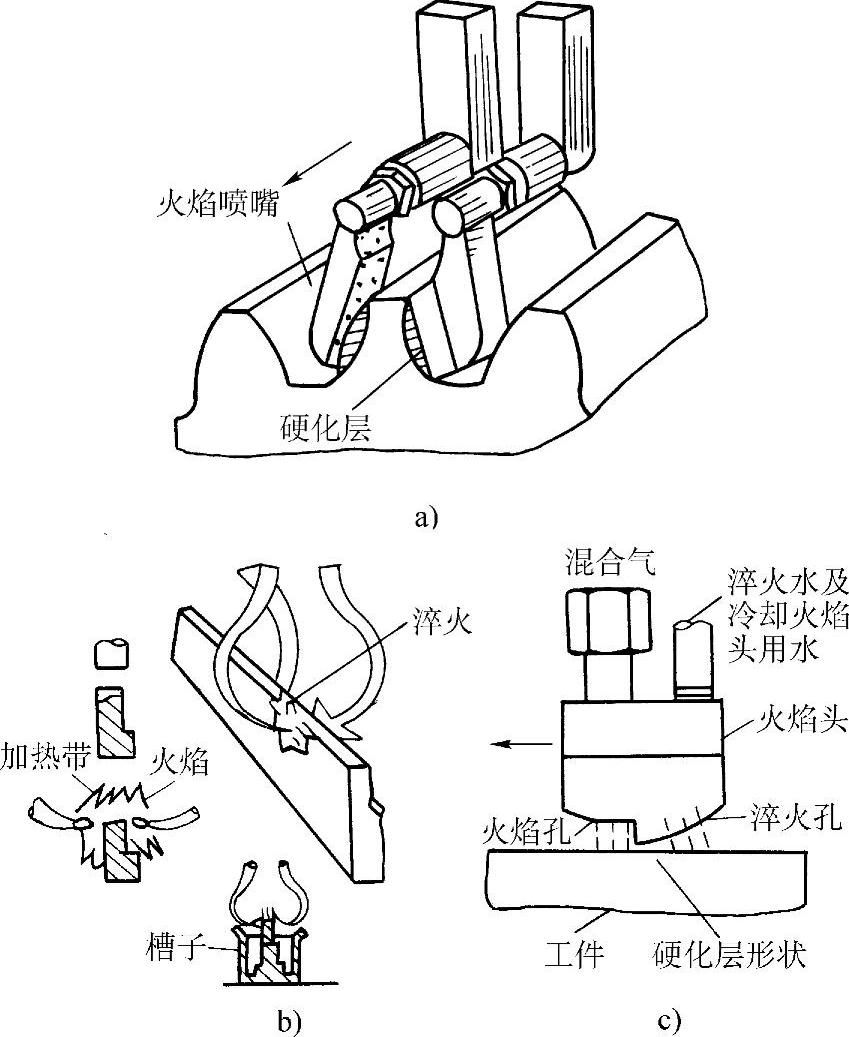
(3)连续加热法 沿着固定不动的工件表面以一定的速度移动火焰喷嘴和喷水装置,或固定火焰喷嘴和喷水装置而移动工件的淬火方法。连续加热法在导轨、剪刀片、大型冷作模具、大齿轮等零件上应用广泛,如图8-22所示。若在火焰喷嘴和喷水装置移动的同时,将工件自身旋转,则形成复合运动加热法,多用于长轴类零件,如图8-23所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-22 连续加热法火焰淬火
a)大齿轮淬火 b)长刀片淬火 c)导轨淬火
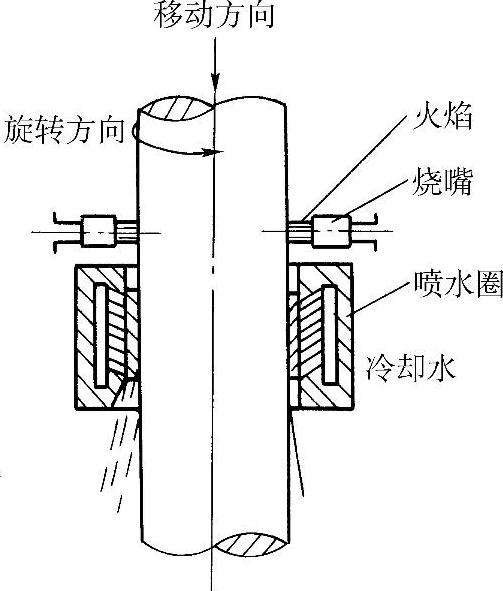
图8-23 复合运动加热法火焰淬火
固定法和旋转法的特点如下:
1)硬化层较深。
2)由于加热速度较慢,在工件内部储存较多的热量,冷却相应比较缓慢,不易淬裂。
3)淬后自回火效果好。
4)不适合薄壁工件。
连续加热法的特点如下:
1)与固定法比较硬化层较浅,一般为2~3mm。
2)由于该工艺加热、冷却迅速,需要机械操作,烧嘴的精度与气体调整的工艺控制较为重要。
3)高碳钢与合金钢容易发生淬裂,应适当预热,冷却剂也应该恰当选择,可采用喷气或喷雾淬火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。