



1.服役条件和失效方式
排气阀的失效方式主要是盘部烧蚀、盘锥面腐蚀与磨损、杆部与颈部折断、杆部和杆端面的磨损与擦伤。其中,盘锥面产生腐蚀麻坑较为普遍,而排气阀的烧蚀与折断是最严重的失效方式。
2.材料及技术要求
排气阀在高温下高速运动,在各种不同应力状态下工作。其端部露在燃烧室中承受高温(600~850℃)、高压燃气的冲刷与腐蚀。因此,要求气阀材料有足够的高温强度和耐磨性能,良好的抗氧化和抗燃气腐蚀性能,较高的热导率和较低的膨胀系数以及优越的冷热加工和焊接性能。
排气阀的材料目前多数选用马氏体型的Cr-Si钢和奥氏体型的Cr-Mn-Ni和Cr-Ni钢。常用的排气阀材料及其技术要求见表18-148。
3.马氏体型耐热钢排气阀的热处理
马氏体耐热钢排气阀都在稳定的索氏体组织状态下使用,热处理工艺为整体调质后尾部局部淬火。
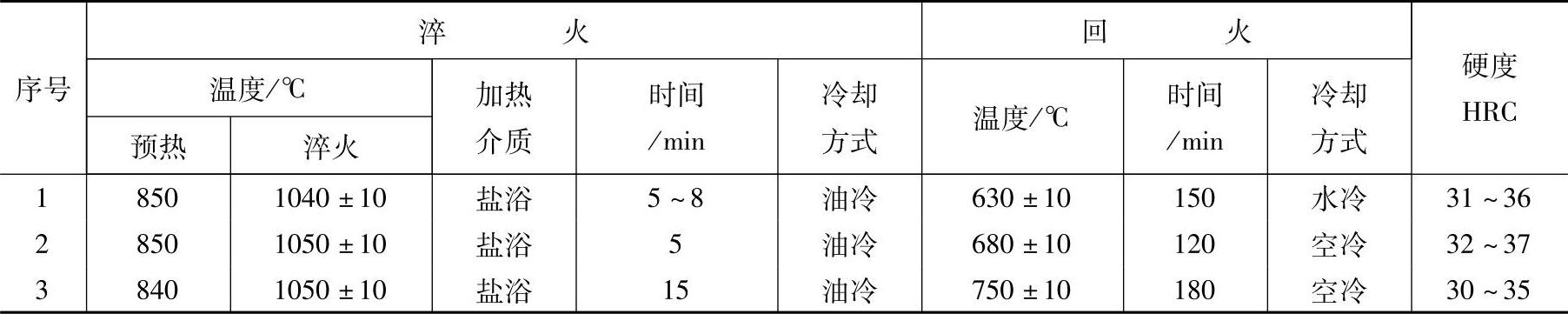
42Cr9Si2排气阀调质处理的工艺参数见表18-149。生产中有时会出现调质后冲击韧度偏低的现象,可采用两次淬火调质工艺,第一次在1020℃加热、油冷,第二次在960℃加热,油冷后再进行回火。42Cr9Si2钢在450~600℃回火有回火脆性,因此回火后需快速冷却。
40Cr10Si2Mo钢排气阀大多是整体制造的,其热处理工艺见表18-150。
排气阀热处理后需经喷丸和校直,为了消除内应力,可再进行第二次回火(300℃,120min,空冷)。马氏体耐热钢排气阀一般都经过局部淬火,以提高耐磨性。气门杆端部表面淬火后硬度应为50HRC以上,当杆端部长度大于4mm时,硬化层深度应不小于2mm,当杆端部长度小于或等于4mm时,硬化层深不小于1mm。杆端表面淬火可采用高频感应淬火,电解淬火及火焰淬火等方法来实现。
表18-148 常用的排气阀材料及其技术要求
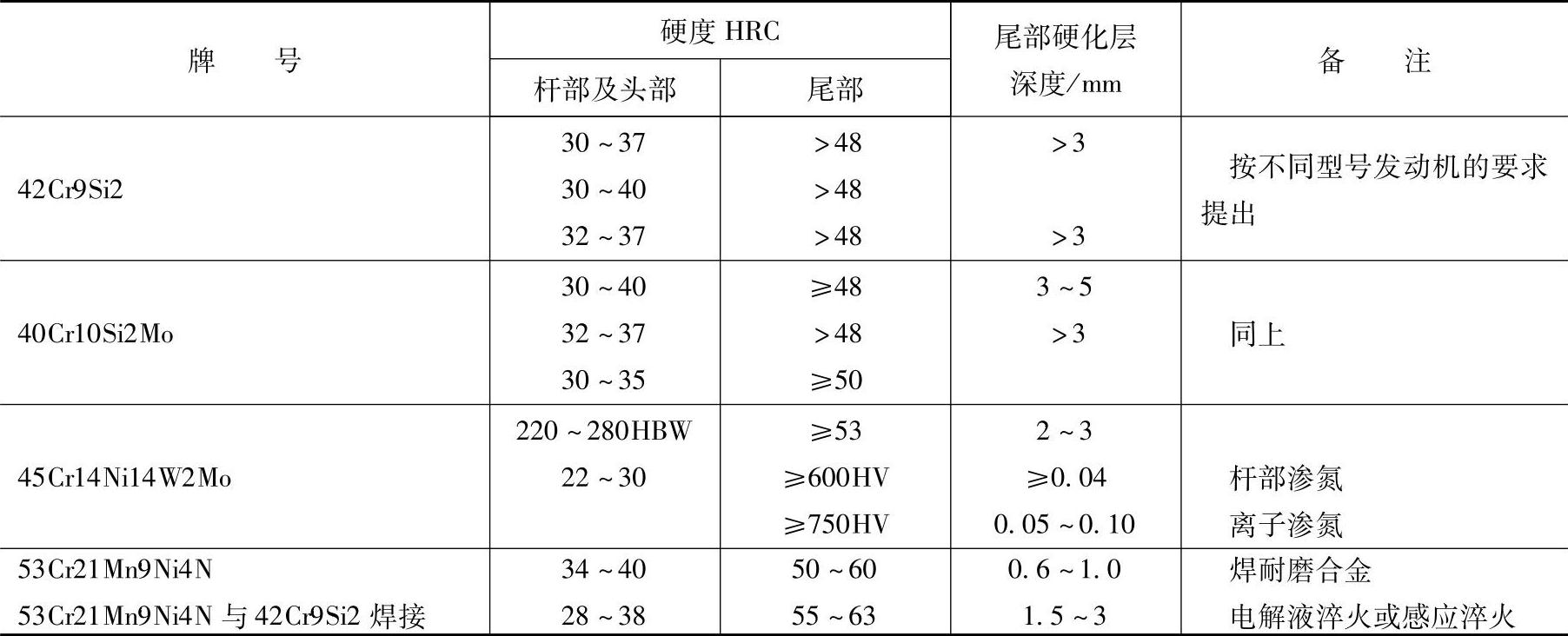
表18-149 42Cr9Si2排气阀调质处理的工艺参数(https://www.xing528.com)

表18-150 40Cr10Si2Mo钢排气阀的三种热处理工艺
4.奥氏体耐热钢排气阀的热处理
奥氏体耐热钢排气阀一般都经固溶时效处理,53Cr21Mn9Ni4N钢典型的热处理工艺如图18-28所示。若原材料已经过固溶处理,则制造厂只需进行时效处理。时效处理时应严格控制温度,防止温度过高产生层状析出物。
整体的奥氏体钢排气阀应在磨加工后进行镀铬或渗氮处理以提高阀杆及尾端耐磨性。
机车及船用大马力柴油机的排气阀常用45Cr14Ni14W2Mo钢制造,其热处理工艺如图18-29所示。
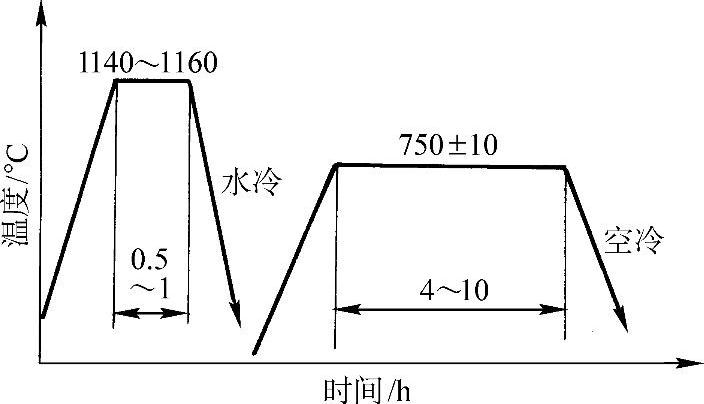
图18-28 53Cr21Mn9Ni4N钢排气阀的典型热处理工艺
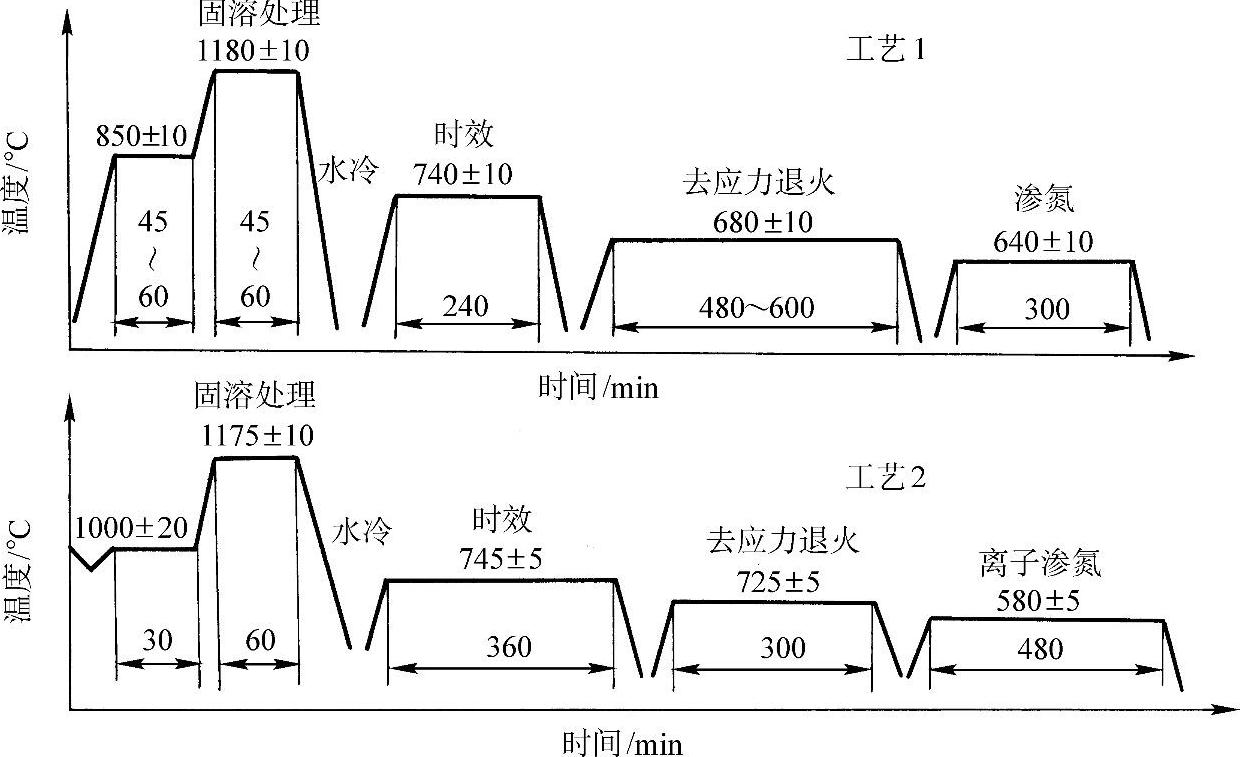
图18-29 45Cr14Ni14W2Mo排气阀热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。