



1.服役条件和失效方式
半轴是机动车辆上驱动车轮的杆件,一般载货汽车采用全浮式半轴,它主要承受驱动和制动转矩,小客车多用半浮式半轴,工作载荷为弯扭复合力矩。此外,半轴还受一定的冲击载荷。
多数半轴为一端法兰式(见图18-30a),重型载货汽车常用二端花键式(见图18-30b),而越野车的内、外半轴是变截面台阶轴(见图18-30a)。半轴使用寿命主要决定于花键齿的抗压陷和耐磨损的性能。载货汽车半轴易损坏的部位还有杆部与凸缘的连结处(见图18-30a中C处)或花键端(见图18-30a中A处)以及花键与杆部相连结处(见图18-30a中B处)。A处的花键齿与齿轮直接接触,受冲击扭转力最大。B、C处应力集中严重。在上述部位易产生疲劳断裂。
2.材料及技术要求
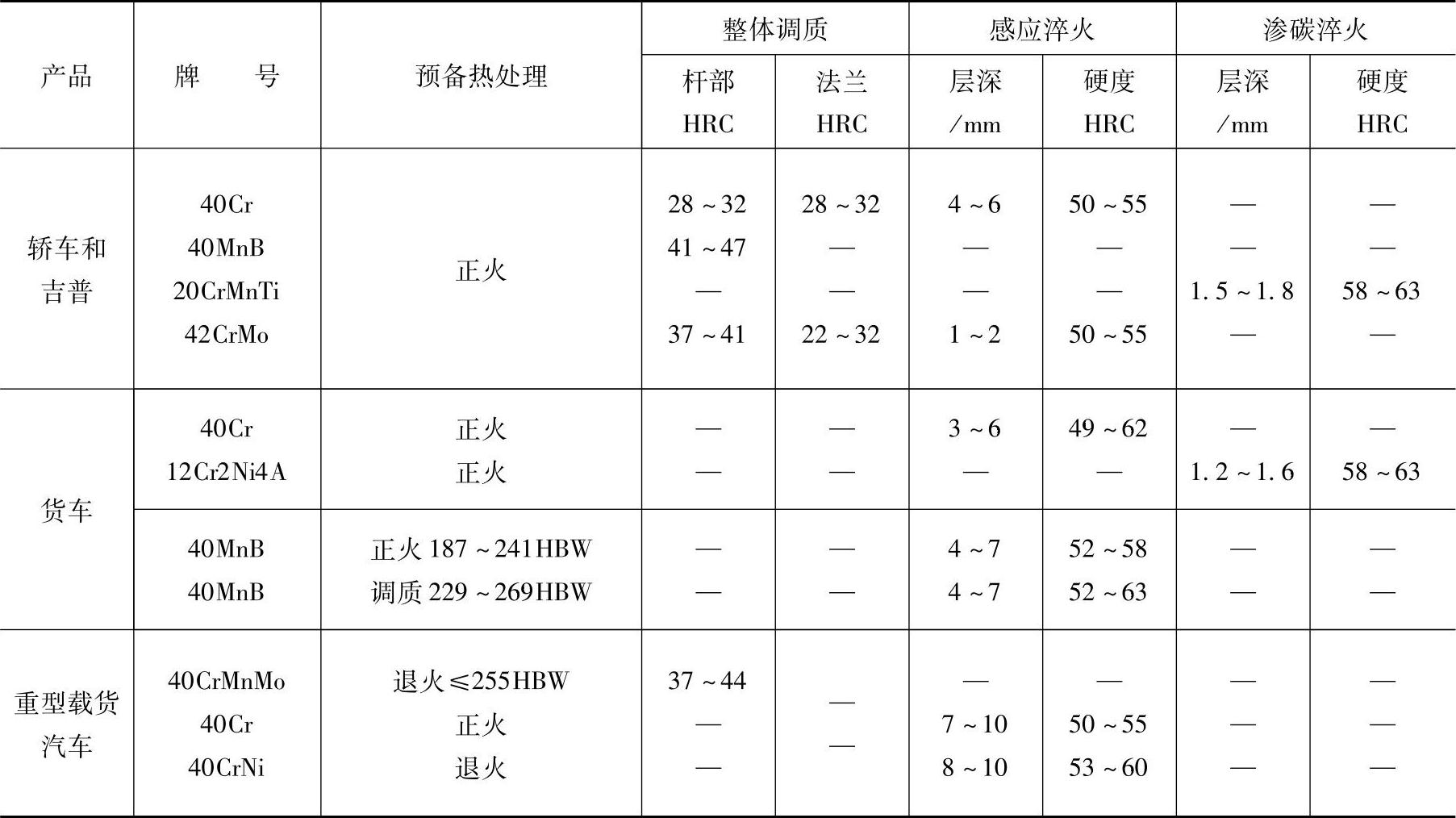
半轴是机动车辆上驱动车轮的杆件,应具有足够的强度、韧性和良好的抗疲劳性能。一般都采用中低碳合金钢制造。半轴常用材料及技术要求列于表18-151。
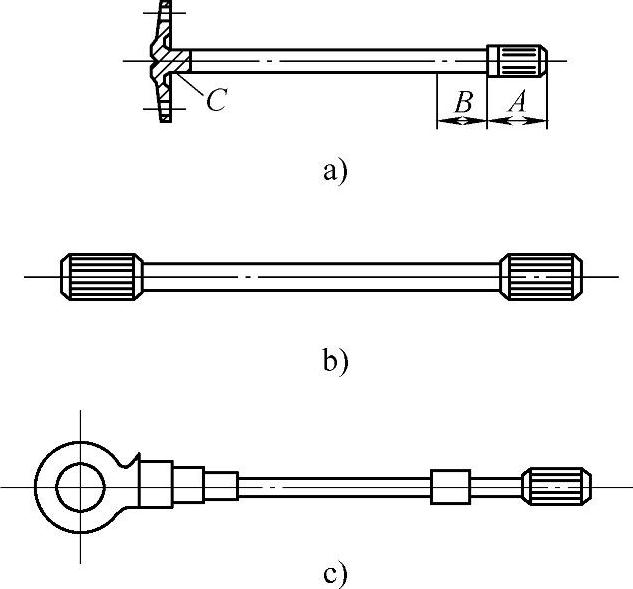
图18-30 各类汽车半轴示意图
a)一端法兰式 b)两端花键式 c)变截面台阶轴
表18-151 半轴常用材料及技术要求
3.半轴的热处理
(1)调质 调质半轴毛坯的预备热处理一般采用正火(如40MnB、40Cr)。对于正火后硬度过高的钢种(如40CrMnMo),可采用退火。半轴调质热处理工艺见表18-152。
(2)感应淬火 半轴感应淬火后和调质处理相比,屈服强度与疲劳极限均有提高,尤以疲劳极限的提高最为显著。因此,半轴调质工艺多数已被中频感应淬火所取代。
半轴感应淬火硬化层深度可根据半轴杆部直径的大小和产品设计结构形状来确定。通常每种表面淬火半轴都有其最佳的硬化层深,硬化层太浅,半轴强度不足,若硬化层太深,则表层残余压应力下降而降低疲劳寿命。对轻型载货汽车和小轿车的法兰盘式半轴(杆部直径在50mm以下)淬硬层深度可按下列要求确定。
花键部:齿根硬化层深度(按测量到半马氏体区计算)应达到花键部轴颈的10%。
杆部:硬化层深度应达到杆部直径的15%。
法兰根部:要求法兰盘与杆部连接的过渡圆角淬硬,硬化区域的最小直径应比杆部直径大25%。
半轴感应淬火,一般都采用功率为100~320kW,频率为2500~8000Hz的中频电源。法兰圆角的加热可采用带导磁体的感应器。40MnB钢制带法兰半轴的感应淬火工艺技术要求及工艺参数见表18-153~表18-155。
表18-152 半轴调质热处理工艺
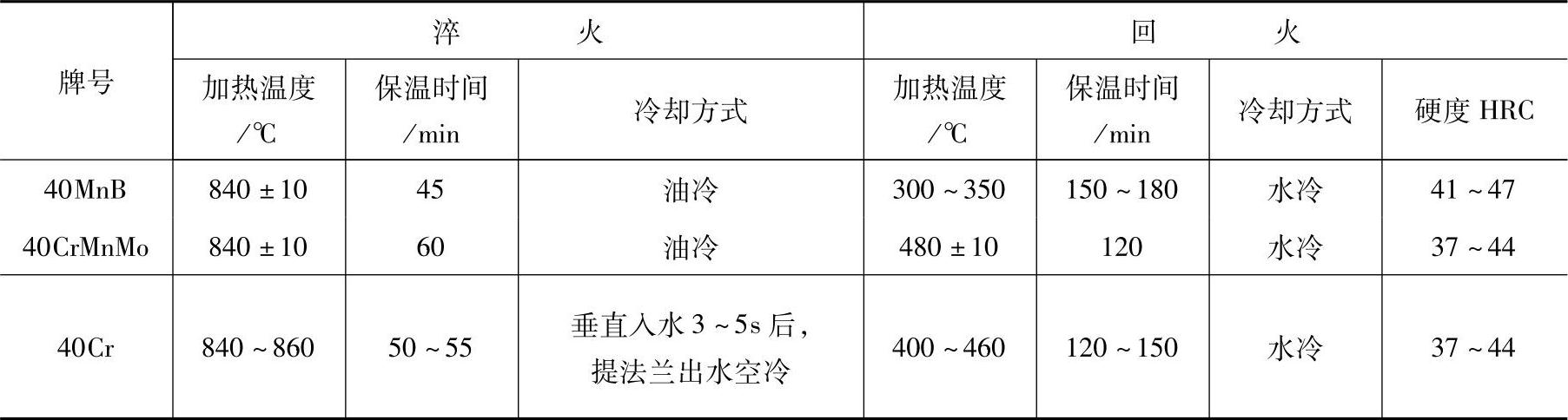
表18-153 40MnB钢半轴表面感应淬火技术要求(https://www.xing528.com)

注:表图中尺寸1019为EQ1090半轴杆长。
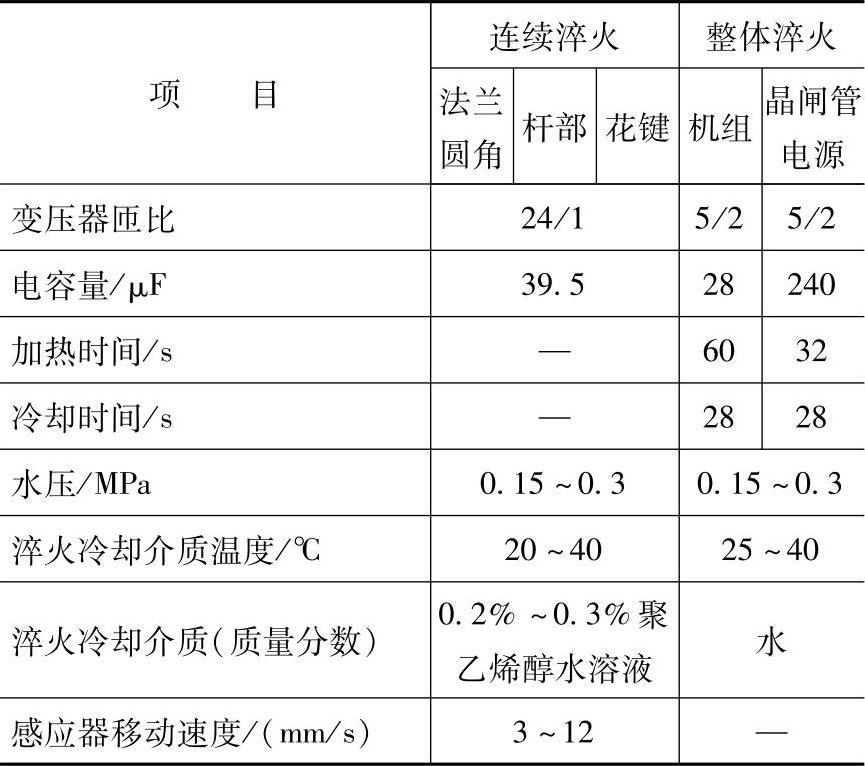
表18-154 40MnB钢半轴感应淬火工艺参数(CA10)
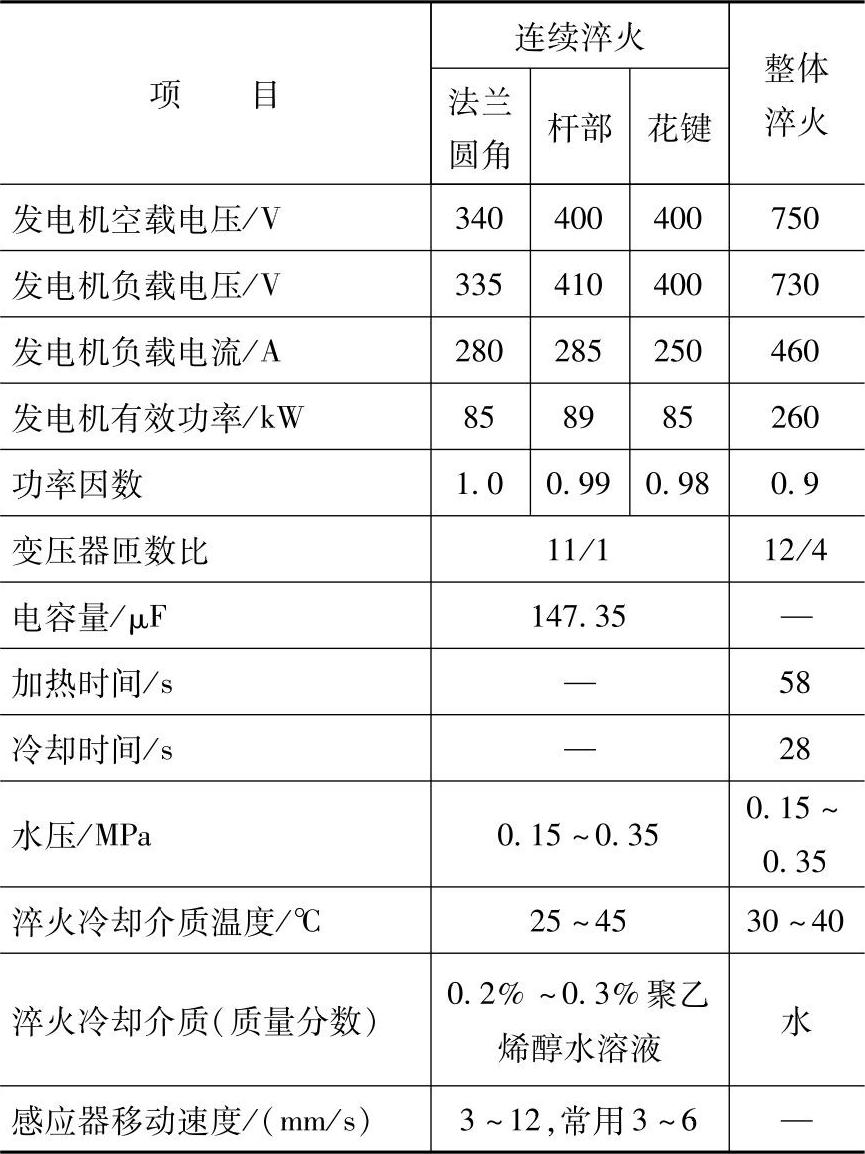
表18-155 40MnB钢半轴感应淬火工艺参数(EQ1090)
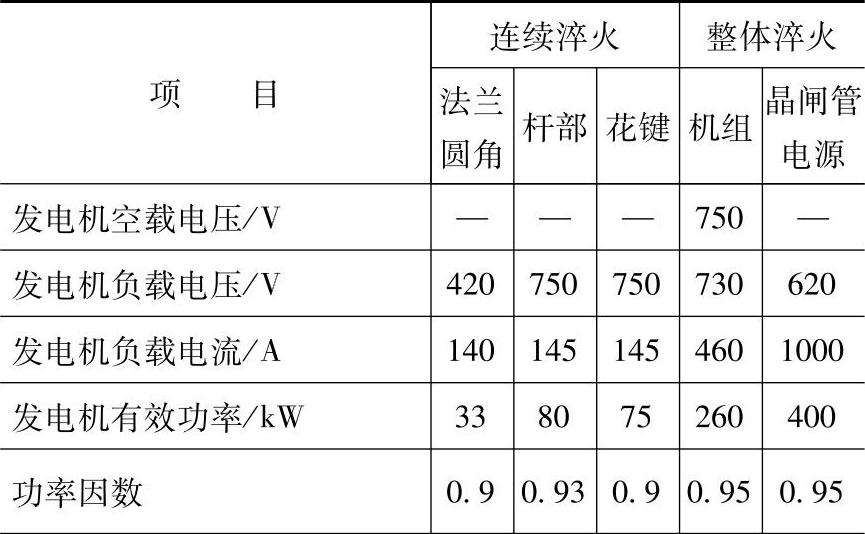
(续)
半轴连续淬火由于存在效率低,不便于机械化和自动化,靠近光杆的花键区常常产生软带等缺陷。现在多采用矩形感应器整体一次加热淬火,矩形感应器有效圈示意图如图18-31所示。
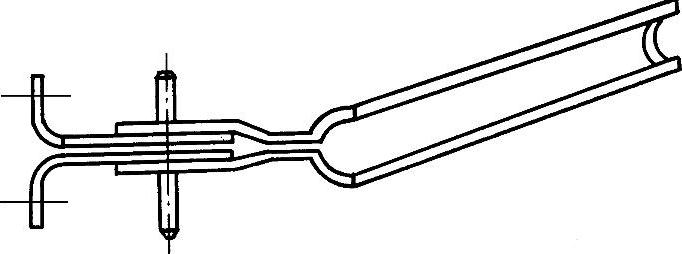
图18-31 矩形感应器有效圈示意图
采用矩形感应器加热时,由于感应器和零件之间间隙较大(5~8mm),升温慢,加热时间长,硬化层较厚而均匀。
半轴整体感应淬火后可以自热回火。连续加热淬火的半轴可以采用炉内回火,回火温度一般为180~250℃,硬度要求为52~58HRC;也可采用整体感应加热回火,采用矩形感应器加热回火时,可用15~20℃/s的升温速度,控制感应加热回火温度在250±10℃范围内,表面硬度可控制在52~63HRC的范围内,性能良好。
半轴表面感应淬火、回火后的显微组织硬化层为回火马氏体,心部为回火索氏体。畸变量要求一般为杆部径向圆跳动≤1mm,花键部径向圆跳动≤0.3mm。
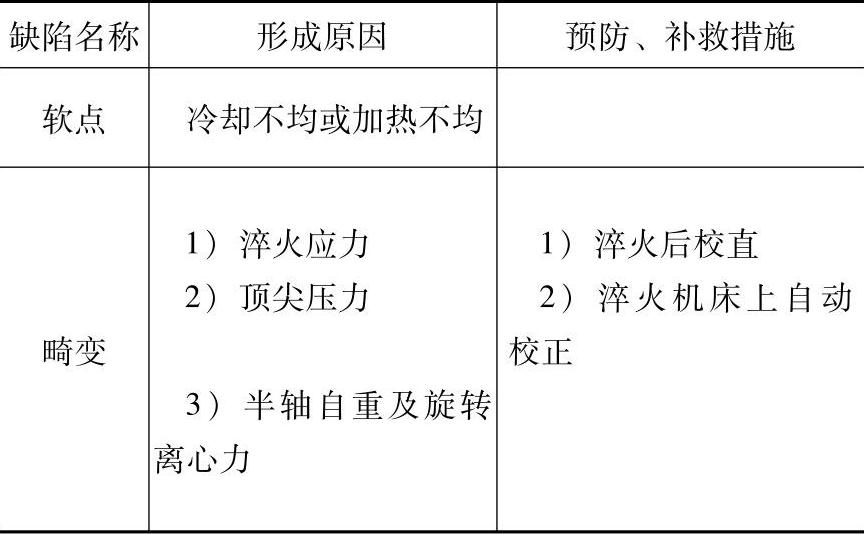
半轴表面感应淬火常见缺陷及预防、补救方法列于表18-156。
表18-156 半轴表面感应淬火常见缺陷及预防、补救方法
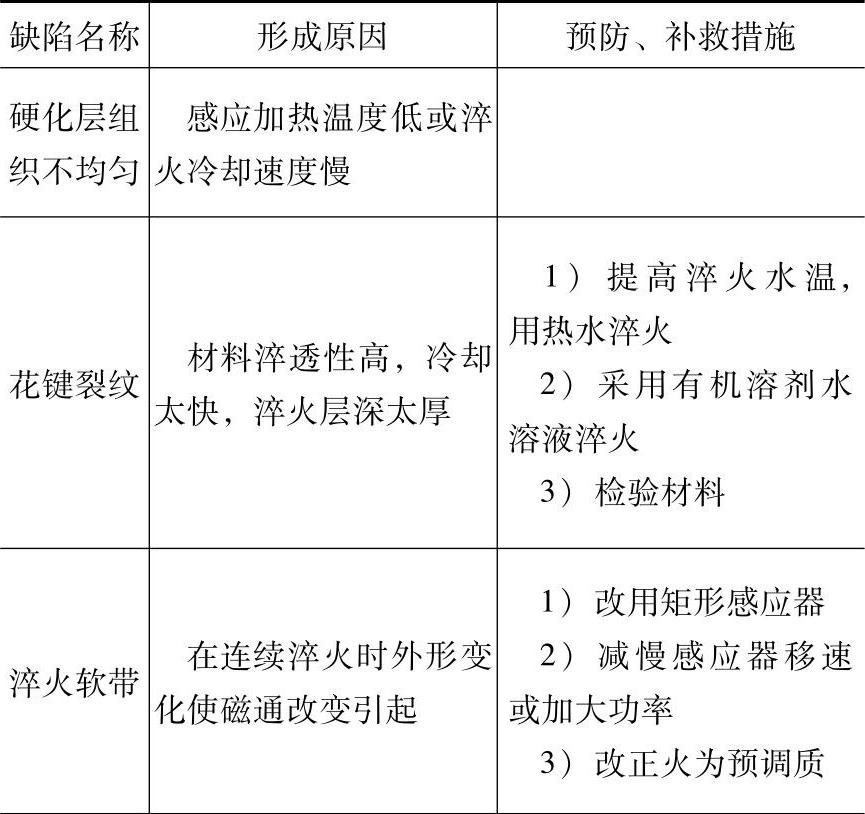
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。