



答:组合检测方法是为了消除测量基线本身直线度误差,从而提高测量精度的测量方法,因而它仅适用于高精度零件的直线度误差检测。常用有以下几种检测方法。
(1)反向消差法 通过正反(翻转180°)两次测量,经数据处理消除测量基线本身的直线度误差,求出被测零件直线度误差的方法。
1)用一个指示器进行反向消差测量。测量方法如图254所示,先按前述指示器法沿被测直线逐点顺序测量(图254a),同时记录各点示值hⅠi。然后将被测零件翻转180°(图254b),并尽可能与翻转前处于相同轴向位置(k、e点之间),按上述相同方法,测得与第一次测量对应点处的第二次测量示值hⅡi。
求出各测点的坐标值Zi,即
Zi=(hⅠi+hⅡi)/2
由测点的坐标值可得测得直线,按误差评定方法进行数据处理,求出直线度误差。
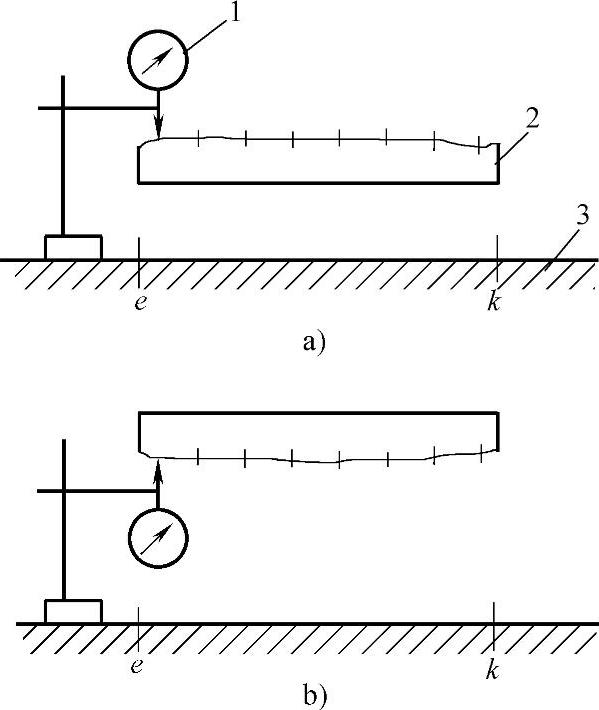
图254 反向消差法
1—指示器 2—被测零件 3—平板
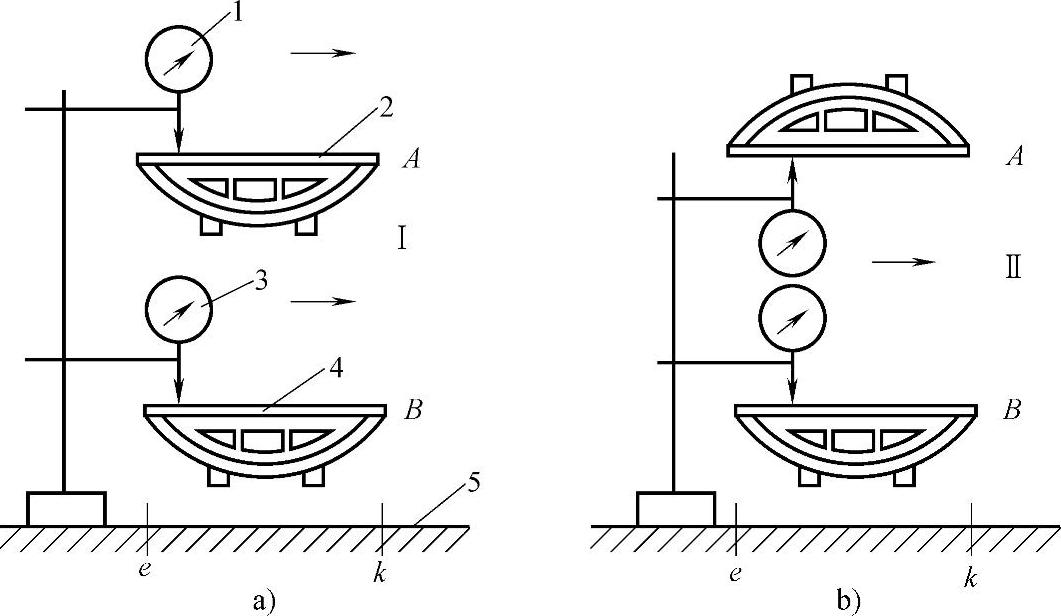
图255 用两个指示器反向消差测量
1、3—指示器 2—被测零件A 4—被测零件B 5—平板
2)用两个指示器对两个相同被测零件进行反向消差测量。测量方法如图255所示,首先将被测零件A和B的被测面同向安装(图255a),使指示器1和3分别与两被测面相接触。调整两被测面,使其两端示值大致相等。然后沿被测直线逐点顺序测量,同时分别记录两指示器的示值hAⅠi、hBⅠi,完成第一次测量。
再将被测要素A翻转180°(图255b),并尽可能与翻转前处于相同的轴向位置(k、e点对齐),然后重复上述操作,获得A、B两被测直线上与第一次测量对应点处的第二次测量示值hAⅡi、hBⅡi。
按下式求出A、B两被测直线上各测点的坐标值,即

根据上述求得的各测点坐标值,可分别取得A、B两测得直线,依此按照误差评定方法进行数据处理,分别求出A、B两被测直线的直线度误差值。
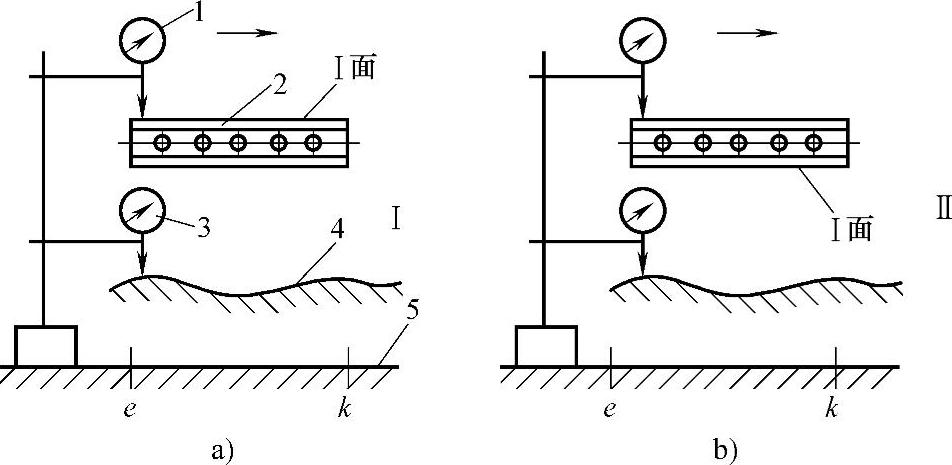
图256 用平尺进行反向消差测量
1—指示器1 2—平尺 3—指示器2 4—被测零件 5—平板
3)用一个平尺和两个指示器对被测零件进行反向消差测量。测量方法如图256所示,首先按测量要求将平尺分成n段,并测出各测点处平尺的厚度尺寸Hi(i=0、1、2…、n)。将平尺2和被测零件4放置在平板上,通过固定在同一测量架上的两个指示器1和3,分别调整平尺和被测零件,使其两端点的示值大致相等。然后沿平尺和被测直线逐点顺序测量,同时分别记录平尺上指示器的示值h1i和被测直线上指示器的示值hⅠi,完成第一次测量,如图256a所示。
将平尺翻转180°,并尽可能与翻转前处于相同轴向位置(k、e点对齐,如图256b所示)。重复上述操作,测得平尺和被测直线上与第一次测量对应点处的第二次测量示值h2i和hⅡi。
按下列公式求出各测点坐标值,即
 (https://www.xing528.com)
(https://www.xing528.com)
式中 Ai=Hi-(i/n)-H0(n-i)/n。
由各测点坐标值得测得直线,按误差评定方法进行数据处理,求得被测直线的直线度误差。
该方法适用于被测零件难以翻转的高精度直线度误差测量。
(2)移位消差法 通过起始测量位置的变动进行两次测量,经数据处理消除测量基线本身的直线度误差,求出被测零件直线度误差的检测方法。
检测方法如图257所示。首先将被测零件2分为n段,并固定在平板3上。用指示器1将被测直线大致调整与平板平行。然后沿测量方向依次对各测点进行第Ⅰ次测量(图257a),同时记录各点示值hⅠi(i=0、1、2、…、n)。
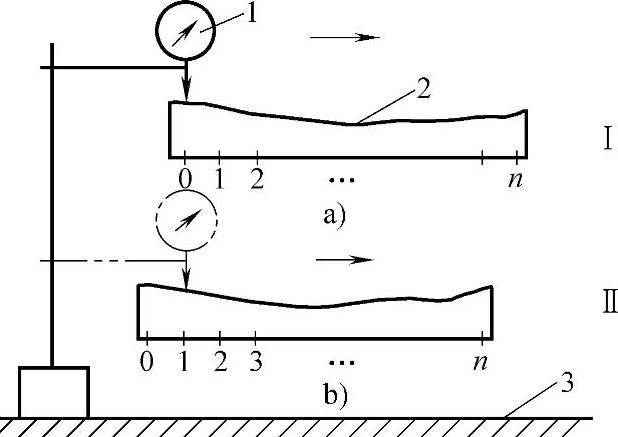
图257 移位消差法
1—指示器 2—被测零件 3—平板
将零件逆测量方向平移一个跨距(图257b),从第一点开始进行第Ⅱ次测量,同时记录各点示值hⅡi(i=1、2、3、…、n)。
根据上述两次测量所得各点示值,按下列公式求出各测点坐标值,即

由上述测点坐标值,求得测得直线,按误差评定方法进行数据处理,求出直线度误差值。
(3)多测头消差法 通过两个测头同时测量,经数据处理消除测量基线本身的直线度误差,求出被测零件直线度误差的检测方法。
检测方法如图258所示。首先将被测零件2分为n段,并支承在平板3上。调整被测直线,使其两端点示值大致相等。将固定在同一测量架上的两个指示器A与B的两测头调整至相距为一个跨距位置。然后沿被测直线移动指示器,逐点顺序测量,同时分别记录A、B两指示器上的示值hAi(i=0、1、2、…、n)和hBi(i=1、2、3、…、n)。
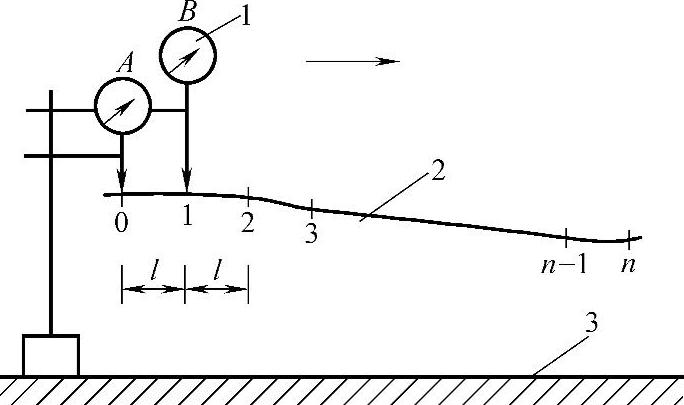
图258 多测头消差法
1—指示器 2—被测零件 3—平板
根据所测得示值,按下列公式求得各测点坐标值,即
Zi=Zi′+hAi-hA0(i=0、1、2、…、n)
式中 Z0′=0;
Zi′=Zi-1+hBi-hAi(i=1、2、3、…、n)。
由上述所得各测点坐标值,求得测得直线,按误差评定方法进行数据处理,求出直线度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。