



1.程序段结构
一个完整的加工程序由若干个程序段组成。程序的开头是程序名,中间是程序内容,最后是程序结束指令。
(1)程序号
程序开始的部分,为了区别存储器中的程序,每个程序都要有程序编号,在编号前采用程序编号地址码,FANUC数控系统以字母“O”开头,其号码可以为0001~9999。
(2)程序内容
这是整个程序的核心,由许多程序段组成,每个程序段由一个或多个指令组成,以实现数控机床要完成的全部动作。
1)一个程序段是由若干个程序字组成的,一个程序段中含有执行一个工序所需要的全部数据;程序字通常由英文字母表示的地址和地址符后面的数字和符号组成。
2)主要功能和地址见表1-1。
表1-1 主要功能和地址
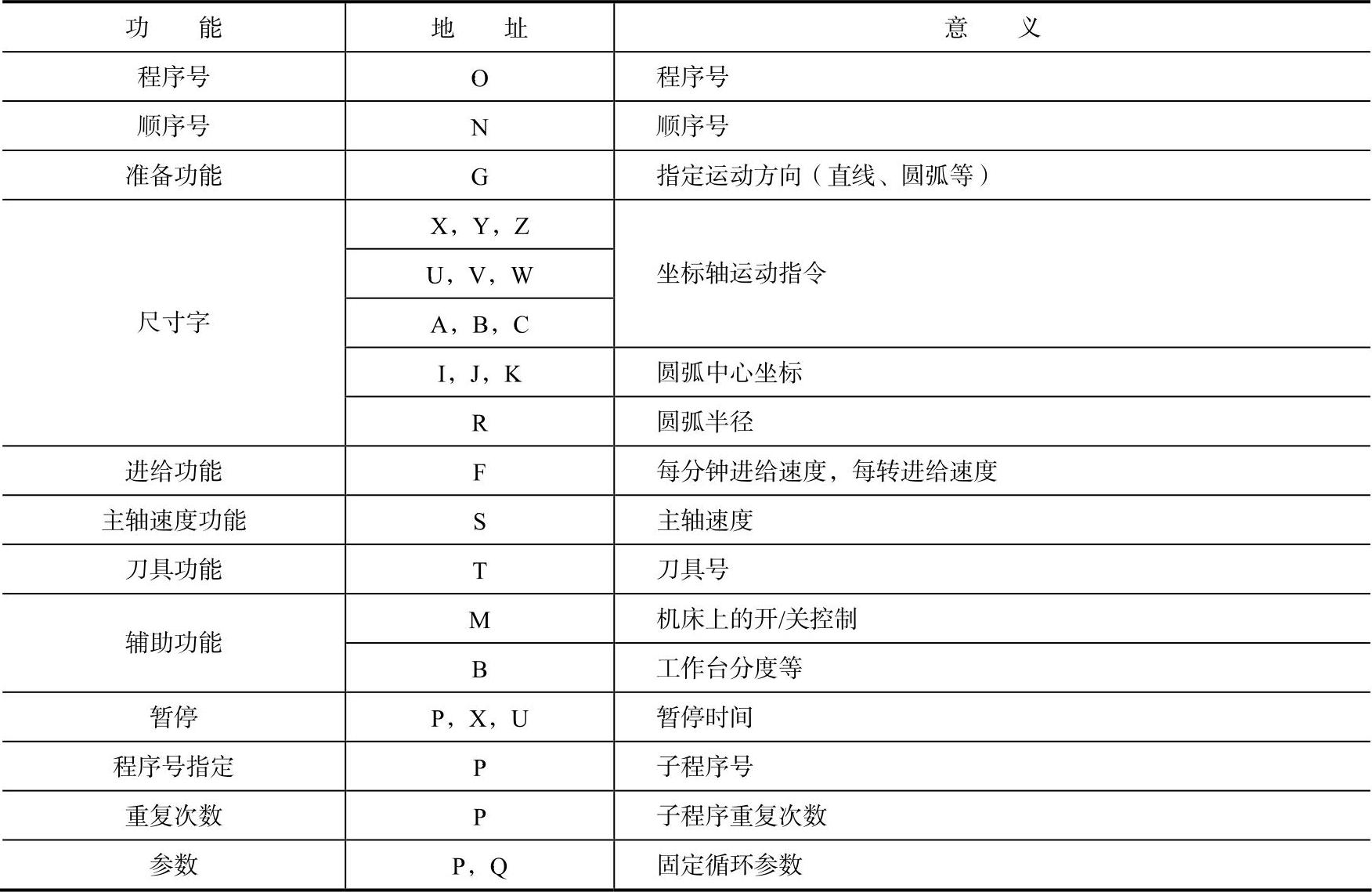
通常情况下,字地址程序段中程序字的顺序及形式举例如下:
N20 G01 X35 Z46 F100 S500 T03 M03;
3)主要地址和指令范围见表1-2。
表1-2 主要地址和指令范围
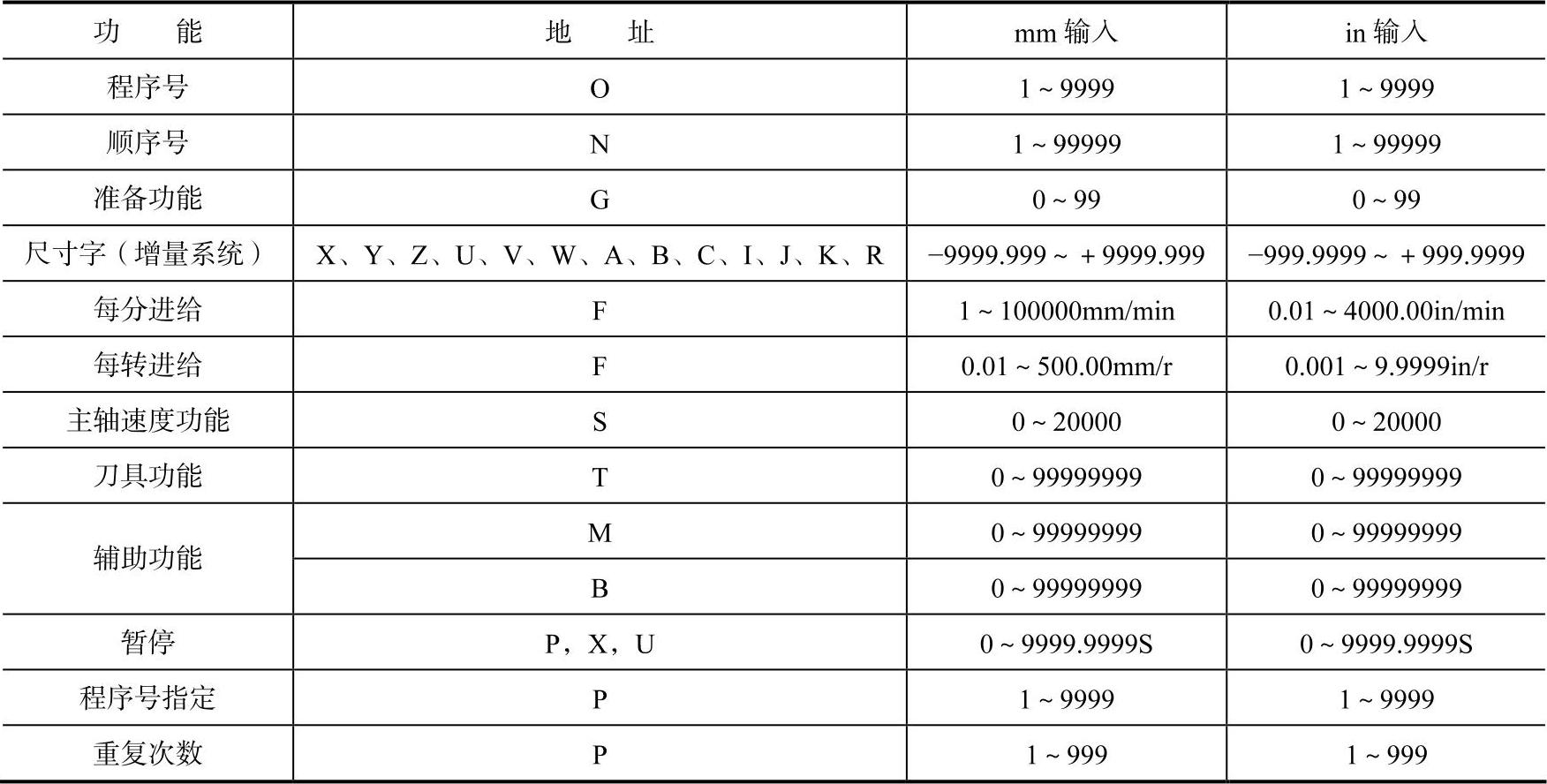
注:表中的数字表示CNC方面的限制范围,它完全不同于实际机床方面的限制范围,也就是对于实际的机床来说,通常情况下限制范围要缩小很多。
4)程序结束。以程序结束指令M02或M30作为整个程序结束的符号,来结束整个程序。
2.M指令(或辅助功能)
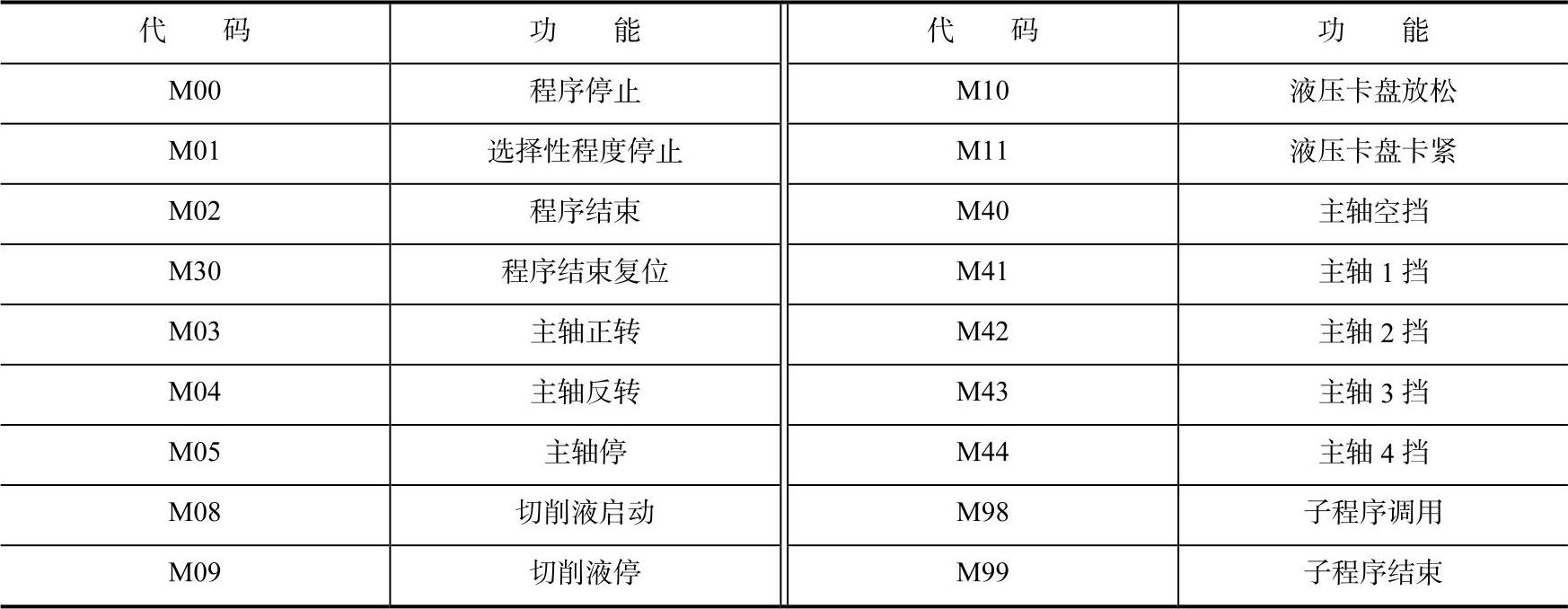
定义:辅助功能是用地址字M及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。这些是辅助机床操作的功能,像主轴的启停、程序终止、切削液开/关等。表1-3为M指令集合。
表1-3 M指令集合
3.S指令(主轴功能)
主轴功能主要是表示主轴旋转速度。
编程格式S~
S后面的数字表示主轴,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。
a、最高转速限制
编程格式G50 S~(https://www.xing528.com)
S后面的数字表示的是最高转速:r/min。
例:G50 S3000表示最高转速限制为3000r/min。
b、恒线速控制
编程格式G96 S~
S后面的数字表示的是恒定的线速度:m/min。
例:G96 S150表示切削点线速度控制在150m/min。
c、恒线速取消
编程格式G97 S~
S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。
例:G97 S3000表示恒线速控制取消后主轴转速3000r/min。
4.T指令(刀具功能)
数控车床进行零件加工时,通常需要多个工序、使用多把刀具,编写加工程序时各刀具的外形尺寸、安装位置通常是不确定的,在加工过程中有时需要重新安装刀具,刀具使用一段时间后也会因为磨损使刀尖的实际位置发生变化,如果随时根据每一把刀具与零件的相对位置来编写、修改加工程序,加工程序的编写和修改工作将会非常繁琐。
本系统的刀具功能(T指令)具有刀具自动交换和刀具长度补偿两个作用,可控制4~8刀位的自动刀架在加工过程中实现换刀,并对刀具的实际位置偏差进行补偿(称为刀具长度补偿)。使用刀具长度补偿功能,允许在编程时不考虑刀具的实际位置,只需在加工前通过对刀操作获得每一把刀具的位置偏置数据(称为刀具偏置或刀偏),使用刀具加工前,先执行刀具长度补偿,即按刀具偏置对系统的坐标进行偏移,使刀尖的运动轨迹与编程轨迹一致。更换刀具后,只需要重新对刀、修改刀具偏置,不需要修改加工程序。如果因为刀具磨损导致加工尺寸出现偏差,可以直接根据尺寸偏差修改刀具偏置,以消除加工尺寸偏差。
指令功能:自动刀架换刀到目标刀具号刀位,并按指令的刀具偏置号对应的刀具偏置执行刀具长度补偿。刀具偏置号可以和刀具号相同,也可以不同,即一把刀具可以对应多个偏置号。对应刀具偏置号为00的刀具偏置为X=0、Z=0,系统为无刀具补偿状态,即:系统的坐标偏移为0(未进行坐标偏移)。在执行了刀具长度补偿后,执行T□□00,系统将按当前的刀具偏置反向偏移系统坐标,系统由已执行刀具长度补偿状态改变为未补偿状态,显示的刀具偏置号为00。
这个过程称为取消刀具长度补偿,简称:取消刀补。
如:T0101表示选择1号刀并执行1号刀偏;
T0102表示选择1号刀并执行2号刀偏;
T0301表示选择3号刀并执行1号刀偏。
上电时,T指令显示的刀具号为掉电前的状态,刀具偏置号为00。
在一个程序段中只能一个T指令有效,在程序段中出现两个或两个以上的T指令时,最后一个T指令有效。
T功能指令用于选择加工所用刀具。
编程格式T~
前两位是刀具号,后两位是刀具补偿号,又是刀尖圆弧半径补偿号。
T后面通常用四位数字,
【实例】 T0303表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。T0300表示取消刀具补偿。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。