



在机床控制中,PLC主要用来控制数控机床的顺序动作。所谓顺序程序是指对机床及相关设备进行逻辑控制的程序。利用PLC编程软件编制顺序程序,PLC中的指令用来编制梯形图,梯形图可理解为CPU中算术运算的执行顺序。在将程序转换成机器语言,CPU对其进行译码和运算处理,并将结果存储在RAM或ROM中。CPU高速读出存储在存储器中的每条指令,通过算术运算来执行程序。
1.数控车床PLC功能
数控机床PLC程序完成以下功能:
1)编译功能:编译接口信号,控制机床的动作。
①对机床控制面板的各个按键、旋钮输入信号进行编译处理,以控制数控系统的运行状态;
②对辅助功能指令(M、S、T)的译码,对辅助功能的接口信号进行译码处理,将它转化为相应的控制指令,通过与其他状态的逻辑运算控制机床的运行。如刀具交换、冷却启停、工作台交换等。
2)机床外部输入输出信号的控制,将机床侧的各类开关信号送入PLC,经逻辑运算后,将运算结果送入到输出口,控制机床侧的动作,如:液压系统的启停、刀库(或转塔)、机械手、工作台交换机构等的控制。
3)伺服控制,控制主轴和伺服进给驱动装置的使能信号,以满足伺服驱动的条件,控制机床的运行。
4)其他外围设备的控制,如测头,软盘驱动器等。
2.PLC顺序程序接口信号
接口是连接CNC系统-PLC-机床本体的节点。向PMC输入的信号有从NC来的输入信号(M功能,T功能信号),从机床来的输入信号(循环启动,进给暂停信号等)。从PMC输出的信号有向NC的输出信号(循环启动,进给暂停信号等),向机床输出的信号(刀架回转,主轴停止等)。接口信号如图7-11所示。
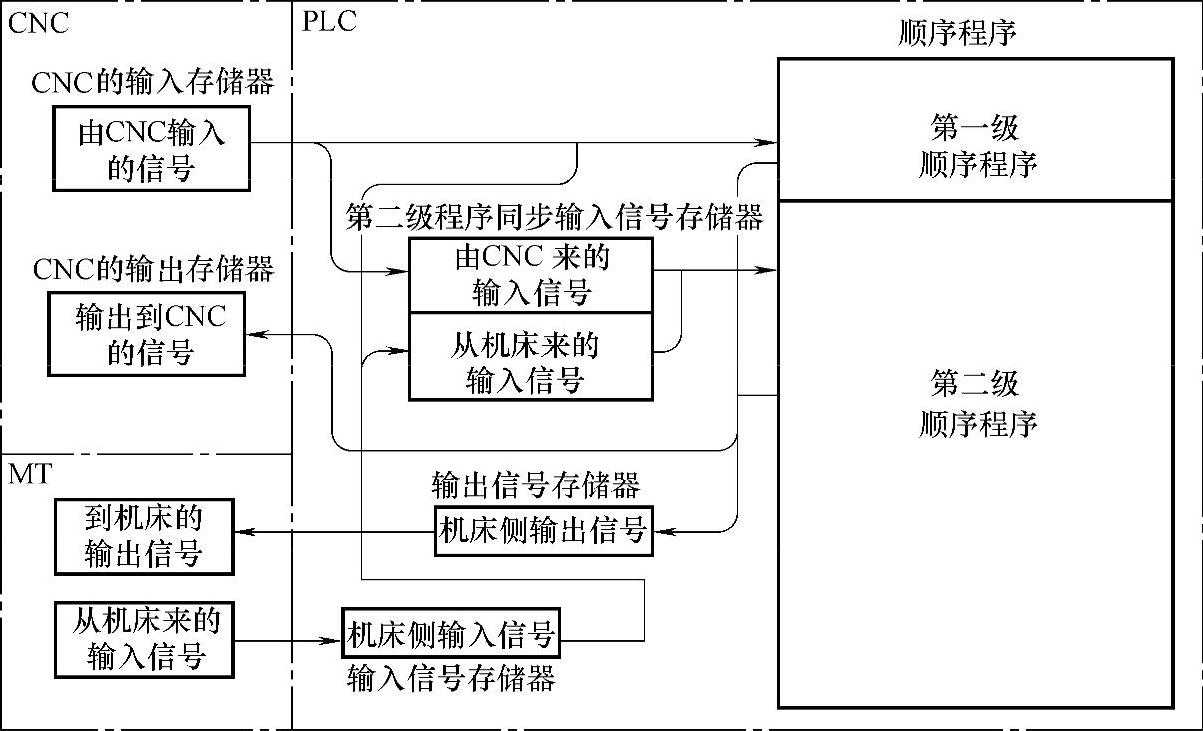
图7-11 PLC接口信号
顺序程序对输入信号的处理:(https://www.xing528.com)
1)CNC侧的输入存储器:来自CNC侧的输入信号存放于CNC的输入存储器中,每隔8ms传送至PMC中。第一级程序直接引用这些信号的状态,执行相应的处理。
2)来自机床的输入信号(DI/DO卡):来自机床侧的输入信号自输入电路(DI/DO卡)传送至输入信号存储器中。第一级程序中处理的信号取自此存储器。
3)输入信号存储器:输入信号存储器每隔2ms扫描和存储机床侧的输入信号。第一级程序中处理的信号取自此存储器,输入信号存储器中信号状态与第一级的信号状态是同步的。
4)第二级程序同步输入信号存储器:存储的信号由第二级程序处理。此存储器中的信号状态与第二级信号状态是同步的。只有在开始执行第二级程序时,输入信号存储器中的信号和来自CNC侧的输入信号才会被传送至第二级程序同步输入信号存储器中,即在第二级程序的执行过程中,此存储器中的信号状态保持不变。
顺序程序对输出信号的处理:
1)CNC的输出存储器:输出信号每隔8ms由PLC传送至CNC的输出存储器中。
2)去往机床侧的输出信号(DI/DO卡,如图7-12):去往机床侧的输出信号由PLC的输出存储器传送至机床侧。
3)输出信号存储器:由PLC程序设定(适用于外置I/O卡,见图7-13),存储在输出信号存储器中的信号每隔2ms传送至机床侧。

图7-12 DI/DO卡

图7-13 外置I/O卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。