



【摘要】:圆柱插补指令指令格式G07.1 IPr;启动圆柱插补方式,圆柱插补有效。G07.1 IP0;圆柱插补方式取消。该功能最适用于切削圆柱上的槽,能够按照圆柱表面的展开图进行编程。O0123;N10 G90 Z100.0 C0;N20 G01 G91 G18 Z0 C0;N30 G07.1 C57299;N40 G90 G01 G42 Z120.0 D01 F250;N50 C30.0;N60 G02 Z90.0 C60.0 R30.0;N70 G01 Z70.0;N80 G03 Z60.0 C70.0 R10.0;N90 G01 C150.0;N100 G03 Z60.0 C70.0 C190.0 R75.0;N110 G01 Z110.0 C230.0;N120 G02 Z120.0 C270.0 R75.0;N130 G01 C360.0;N140 G40 Z100.0;N150 G07.1 C0;N160 M30;图2-13 圆柱插补编程举例
圆柱插补指令(G07.1)
(1)指令格式
G07.1 IPr;启动圆柱插补方式,圆柱插补有效。
G07.1 IP0;圆柱插补方式取消。
(2)指令说明
IP为旋转轴地址,r为圆柱半径。该功能最适用于切削圆柱上的槽,能够按照圆柱表面的展开图进行编程。编程坐标系由Z、C两轴组成的,Z轴单位为mm,是实际加工的Z轴位移量;而C轴单位为(°),表示主轴的旋转角度。(3)编程举例
已知图2-13所示的图形。
O0123;
N10 G90 Z100.0 C0;
N20 G01 G91 G18 Z0 C0;
N30 G07.1 C57299;
N40 G90 G01 G42 Z120.0 D01 F250;
N50 C30.0;
N60 G02 Z90.0 C60.0 R30.0;(https://www.xing528.com)
N70 G01 Z70.0;
N80 G03 Z60.0 C70.0 R10.0;
N90 G01 C150.0;
N100 G03 Z60.0 C70.0 C190.0 R75.0;
N110 G01 Z110.0 C230.0;
N120 G02 Z120.0 C270.0 R75.0;
N130 G01 C360.0;
N140 G40 Z100.0;
N150 G07.1 C0;
N160 M30;
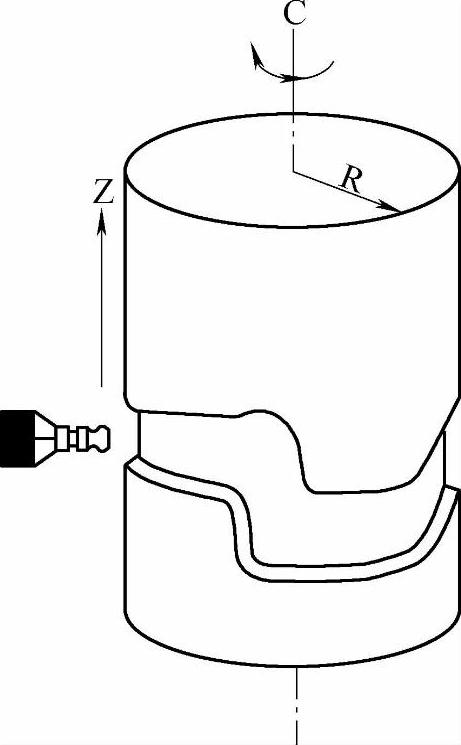
图2-13 圆柱插补编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。