



铣削平键槽,一般采用与键槽宽度尺寸相同的键槽铣刀,工件Z向采用层切法,逐渐切入工件,Z向层间采用啄钻下刀或斜线下刀铣削出平键槽长度尺寸和深度尺寸。精密铣平键槽的方法是采用小于键宽尺寸的键槽铣刀:首先采用层切法,啄钻或斜线粗铣键槽,然后沿槽轮廓,精铣槽至槽宽尺寸。
例:键槽尺寸如图4-20所示,精密加工键槽。
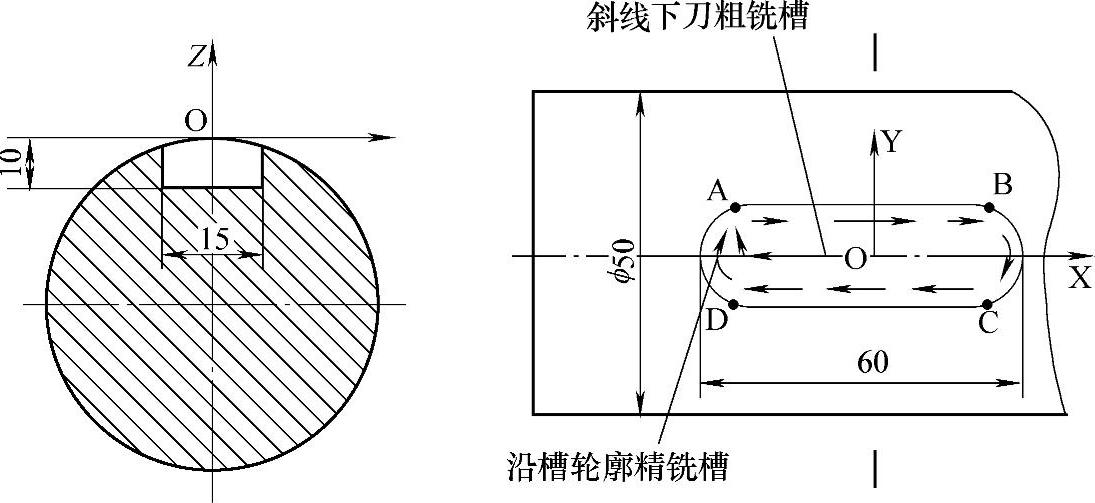
图4-20 精密铣键槽走刀路线
本工件采用φ14mm键槽铣刀斜线下刀,粗铣键槽,粗铣后槽宽14mm,留精铣余量0.5mm。然后用该键槽铣刀沿槽周边走刀一周,铣除余量,加工键槽到设计尺寸。
1)工件坐标系原点。以轴的上母线与键槽垂直中线的交点为编程原点,如图4-20中的O点。
2)工件装夹。把V形块放在工作台上,用百分表拉表找正,使V形口方向与机床X轴平行,将V形块夹紧在工作台上。轴件采用V形块定位,采用螺母和压板将轴件夹紧在V形块上。
3)刀具选择。采用φ14mm的键槽铣刀。刀具半径用右补偿方式,刀补号为01。
4)走刀路线。粗铣键槽下刀方式为刀具由工件上点(-22.5,0)处,斜线下刀,走刀路线如图4-21所示。每次切削一层,每次背吃刀量(Z轴方向层间距离)ap=2mm,走刀5次即完成加工。主轴转速为1000r/min;进给速度为50mm/min。精铣走刀路线:在XY面内插补切削,采用半径补偿功能,刀具轨迹为“A→B→C→D→A”。图4-20中曲线轮廓的基点坐标为A(-22.5,7.5),B(22.5,7.5),C(22.5,-7.5),D(-22.5,-7.5)。
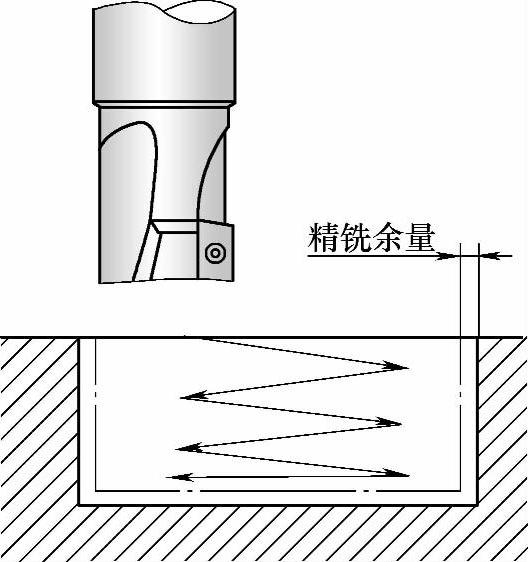
图4-21 坡走下刀示意图
5)数控加工程序如下:
O0532;程序名
G90 G56 G00 Z60;设定编程坐标系,绝对坐标编程,快速至安全平面
M03 S1000;启动主轴
X-22.5 Y0;刀具在安全平面,定位于下刀点
Z2.0;快速至R平面
G01 Z0 F60;切削进给至工件上表面(https://www.xing528.com)
G01 X22.5 Y0 Z-2.0 F50;斜线下刀,切削第1层
X-22.5 Z-4.0;斜线下刀,切削第2层
X22.5 Z-6.0;斜线下刀,切削第3层
X-22.5 Z-8.0;斜线下刀,切削第4层
X22.5 Z-10;斜线下刀,切削第5层
X-22.5;切平槽底面
G42 Y7.5 D01;刀具半径补偿,切入工件到A点
X22.5;直线切削到B点
G02 Y-7.5 J-7.5;切削圆弧至C点
G01 X-22.5;直线切削到D点
G02 Y7.5 J7.5;切削圆弧至A点
X-15.0 Y0;切出工件
G00 Z60.0;快速回到安全平面
G40 X0 Y0;取消半径补偿,回到起点
M05;主轴停
M30;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。