



在加工过程中,由于种种原因使刀具突然折断或者加工参数设置不当,导致程序不能继续向下运行时,需要将程序中断,以更换新的刀具或者修改加工参数。在做好必要的准备工作后,为了节省加工时间,通常只需要从刚才中断程序的地方继续执行,而不需要再次运行前面已经运行过的程序。这时,就可以利用FANUC 0i系统的程序加工中的恢复功能,让程序从中断位置点开始执行。
机床在加工过程中可能要随时测量工件的尺寸,这时一般需要在程序中设定程序的暂停指令,中断程序的运行来检测工件。这种中断比较简单,适用于各种程序加工时的暂时中断。在操作过程中要注意安全,专人操作,以免使操作人员受伤。
数控系统在程序恢复加工时,应该让机床恢复到中断加工前的切削状态,包括机床的转速、进给速度等。同时刀具在回到中断点时,不能和加工工件发生干涉,也不能在中断点留下明显的接刀痕迹,在操作过程中要特别注意观察屏幕上显示的数据是否正确,如果与实际剩余的距离明显不符,则要提前采取必要的措施中止机床的运行。
1.中断方法
数控铣床加工的中断有指令中断和人工中断两种方法。指令中断一般是指让机床在加工过程中,执行完一段指令后,暂停各种动作(即M、S、T功能全部停止,但机床的全部加工信息都保存在控制寄存器中),然后对加工工件进行检查,确认无误后,按下机床的循环启动键 ,使机床接着刚才暂停的位置继续加工。人工中断主要指机床在加工时遇到突发情况,要停下机床的运动,可以按下机床操作面板上的进给暂停按钮
,使机床接着刚才暂停的位置继续加工。人工中断主要指机床在加工时遇到突发情况,要停下机床的运动,可以按下机床操作面板上的进给暂停按钮 或按下机床的
或按下机床的 键。按下操作面板上的进给暂停按钮
键。按下操作面板上的进给暂停按钮 时,进给暂停指示灯亮,循环启动指示灯灭,机床进给操作减速并停止。若需继续加工,按下循环启动按钮
时,进给暂停指示灯亮,循环启动指示灯灭,机床进给操作减速并停止。若需继续加工,按下循环启动按钮 ,机床的加工重新启动;要停止程序的运行,按下机床的
,机床的加工重新启动;要停止程序的运行,按下机床的 键,机床加工中止,机床处于复位状态。
键,机床加工中止,机床处于复位状态。
2.加工恢复的方法
数控铣床加工恢复是指刀具断裂或者工休后要重新启动程序,这时当然不希望再次执行已经加工完成的程序段,因此,需要在上次加工停止时,记录下暂停位置,即程序停止时的程序段号。重新启动加工程序,需输入该程序段的顺序号,从该段程序重新开始加工。
重新启动的方法有两种:P型(机床可以在任意地方启动)和Q型(从程序的起始点开始启动),如图5-17所示。
(1)通过指定一个程序段的顺序号,重新启动程序的步骤
1)P型(机床可以在任意地方启动)启动的操作步骤:
①卸下刀具,换上新刀具,改变偏置值(一般是长度偏置值和半径补偿值)。
②接通机床操作面板上的重新启动按钮 。
。
③按下 键显示需要的程序。
键显示需要的程序。
④找到程序头。
⑤输入要重新启动的程序段的顺序号,然后按下软键[PTYPE]。
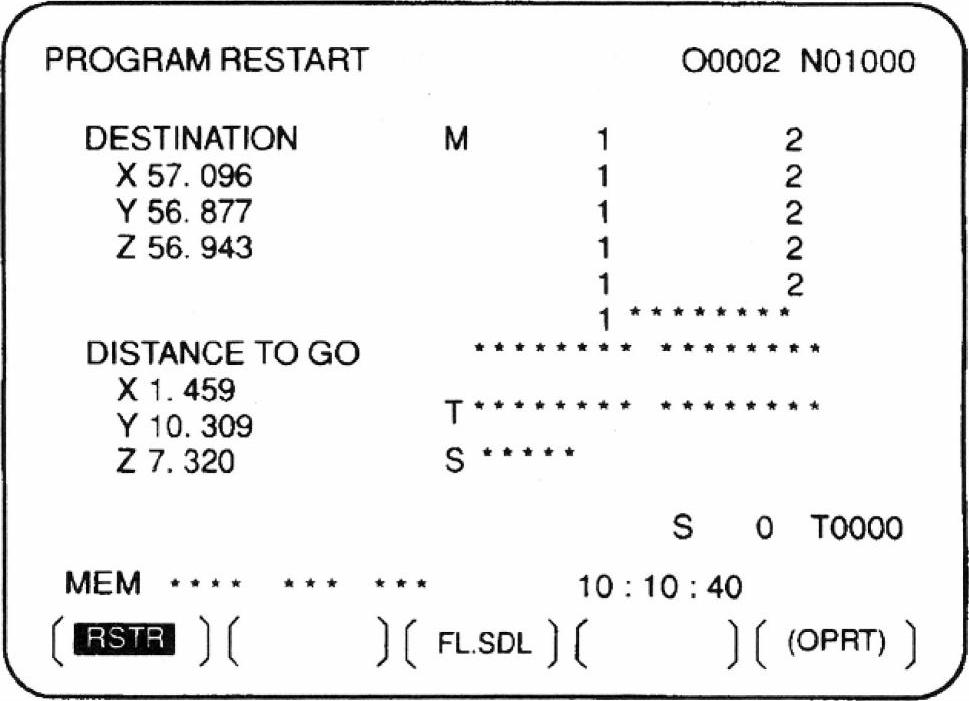
⑥顺序号检索完成,程序重新启动,界面出现在显示器上,如图5-18所示。
⑦关闭程序重新启动按钮 ,此时图5-18中“DISTANCE TO GO”项目中各轴名称之前的数字启动闪烁。
,此时图5-18中“DISTANCE TO GO”项目中各轴名称之前的数字启动闪烁。
⑧进入MDI方式,执行图5-18中显示的M、S、T和B代码,执行后,恢复到以前的方式中。
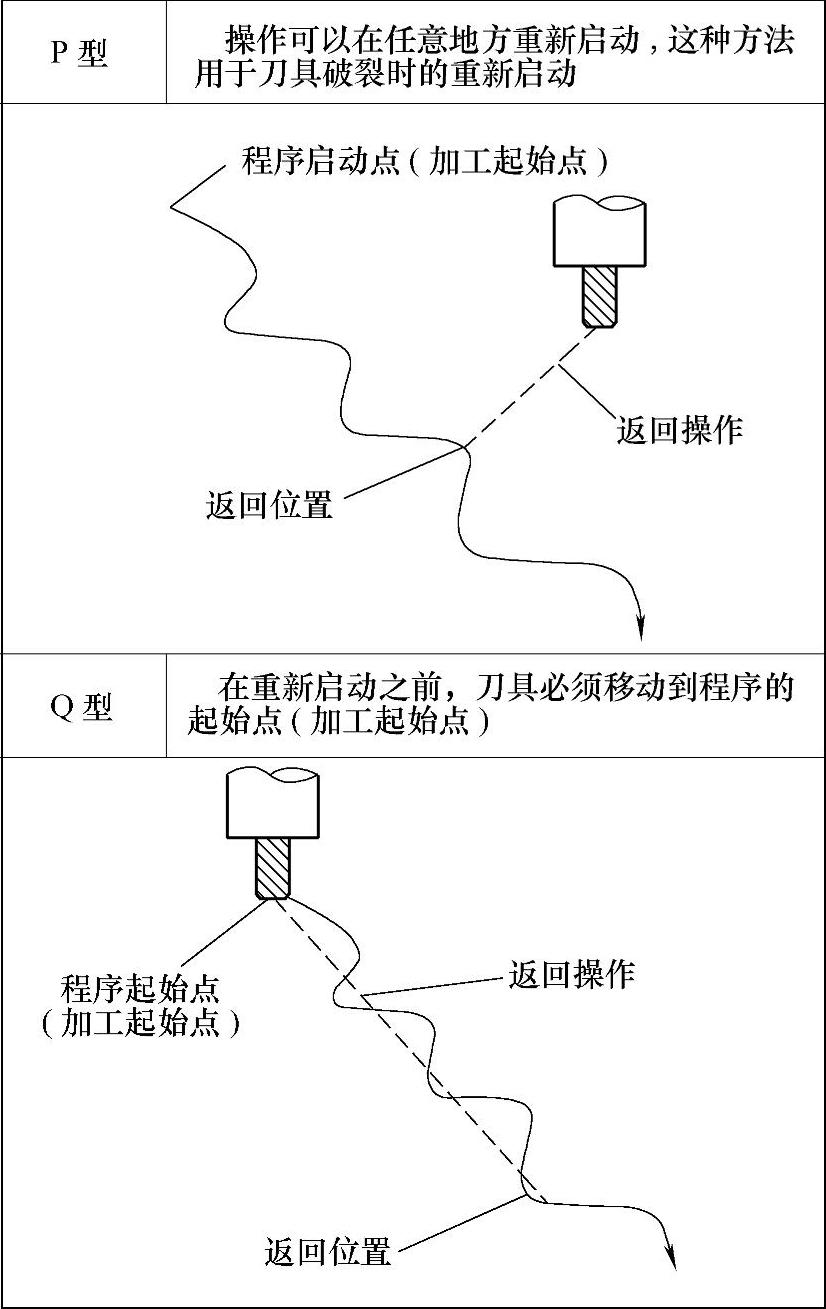
图5-17 两种重新启动的方法
 (https://www.xing528.com)
(https://www.xing528.com)
图5-18 程序重新启动界面
⑨检查图5-18所示的“DISTANCE TO GO”项目中显示的距离是否正确。同时检查在刀具移动到程序重新启动位置时,是否可能与工件或其他物体碰撞。如果存在这种可能性,将刀具手动移动到不能碰到任何障碍物就可以移动到程序重新启动点的某个位置。
⑩按下循环启动 按钮,这些轴以空运行的速度移动到程序的重新启动位置,然后重新开始加工。
按钮,这些轴以空运行的速度移动到程序的重新启动位置,然后重新开始加工。
2)Q型(从程序的起始点开始启动)启动的操作步骤:
①打开机床电源,松开急停 按钮。
按钮。
②按下回零 按钮,让机床各坐标轴回到机床零点。
按钮,让机床各坐标轴回到机床零点。
③按下主轴正转 按钮,手工启动机床主轴(或进入MDI方式启动机床主轴),启动刀具到工件上方的安全位置。
按钮,手工启动机床主轴(或进入MDI方式启动机床主轴),启动刀具到工件上方的安全位置。
④用手动方式将机床移动到程序的起始点(加工的起始点),并使模态数据和坐标与原来开始加工时的一样。
⑤接通机床操作面板上的重新启动开关。
⑥按下 键显示需要的程序,找到程序头。
键显示需要的程序,找到程序头。
⑦输入要重新启动的程序段的顺序号,然后按下软键[QTYPE]。
⑧顺序号检索完成,程序重新启动,界面出现在显示器上,如图5-18所示。
⑨关闭程序重新启动按钮,此时,图5-18中“DISTANCE TO GO”项目中各种名称之前的数字启动闪烁。
⑩进入MDI方式,执行图5-18中显示的M、S、T和B代码,执行后,恢复到以前的方式中。
⑪检查图5-18所示的“DISTANCE TO GO”项目中显示的距离是否正确。同时检查在刀具移动到程序重新启动位置时,是否可能与工件或其他物体碰撞。如果存在这种可能性,将刀具手动移动到不能碰到任何障碍物就可以移动到程序重新启动点的某个位置。
⑫按下循环启动 按钮,这些轴以空运行的速度移动到程序的重新启动位置,然后重新开始加工。
按钮,这些轴以空运行的速度移动到程序的重新启动位置,然后重新开始加工。
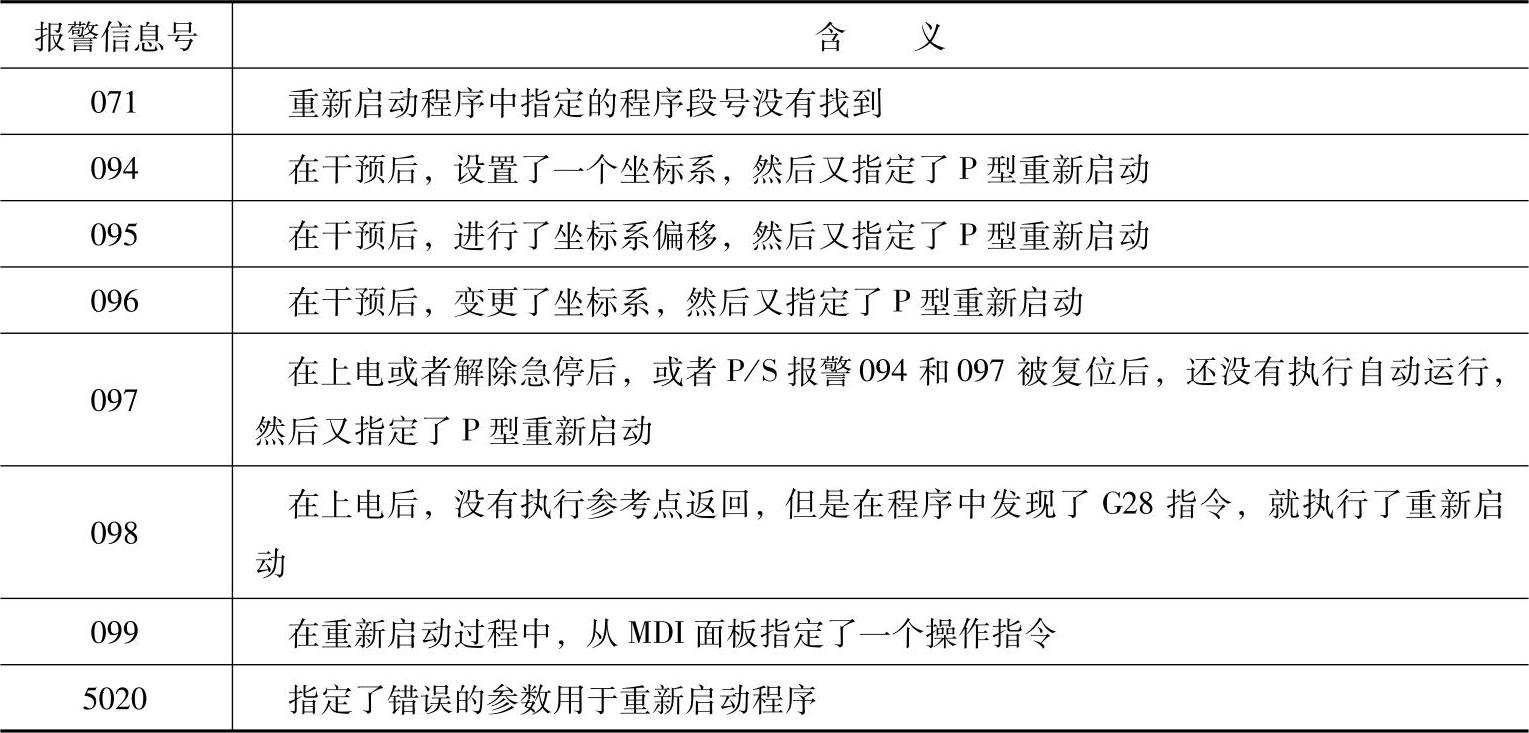
(2)操作过程可能出现的报警信息及含义
在机床恢复运行时,数控系统可能会出现报警信息。恢复运行时的报警信息号和含义见表5-5。
表5-5 恢复运行时的报警信息号和含义
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。