



通过移动基准刀具和将要测量的刀具使其接触到机床上的指定点,可以测量刀具长度,同时将刀具长度的偏置值存储到补偿存储器中。沿X、Y和Z轴的刀具长度都可以测量。测量刀具长度的操作步骤如下:
1)对基准刀具。通过手动操作移动基准刀具,使其与量块(量块放置在工作台上)表面的指定位置接触。Z轴方向的刀具与量块接触的操作是垂直对刀(见图5-24),把刀具装夹在主轴上,将量块置于工作台面,慢速使刀具端面接近量块上表面,同时用手沿工作台面慢速移动量块,凭手感确认刀具端面与量块轻轻接触(手感确认刀具与量块接触的目的是避免基准刀具与量块碰撞,以保证对刀精度。如果采用寻边器,使寻边器与工件表面接触,操作简单,容易保证精度)。
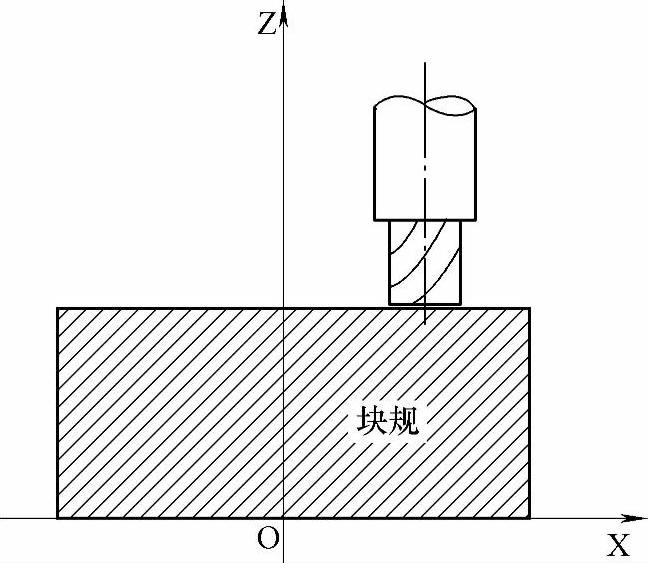
图5-24 垂直对刀
2)按下 功能键若干次,直到显示具有相对坐标的当前位置屏幕界面,如图5-25所示,或者按下软键[相对],显示相对坐标界面。
功能键若干次,直到显示具有相对坐标的当前位置屏幕界面,如图5-25所示,或者按下软键[相对],显示相对坐标界面。
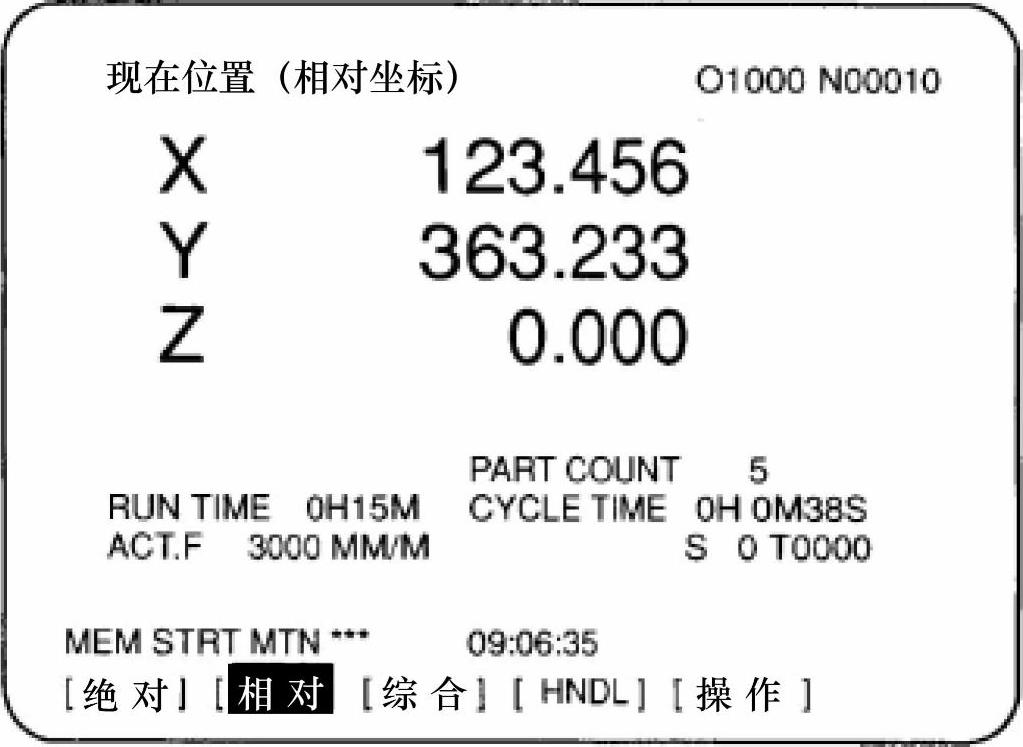
图5-25 相对坐标的当前位置屏幕界面
3)将Z轴的相对坐标值复位为0,即基准刀具位置的相对坐标值为0。将某轴相对坐标复位为“0”的操作方法是:
①在相对坐标界面上输入轴的地址(如X、Y或Z),闪亮处标明了输入所指定的轴,软键变化如图5-26所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-26 相对坐标下输入X轴地址时的界面
②按下软键[起源],相对坐标系中闪亮的轴的坐标值被复位为0。
4)按下 功能键若干次,直到显示刀具补偿屏幕。
功能键若干次,直到显示刀具补偿屏幕。
5)通过手动操作,移动被测量的刀具,使其与同一指定位置接触,观察屏幕,屏幕的相对坐标系值即为基准刀具与进行测量的刀具长度的差值,如图5-27所示。
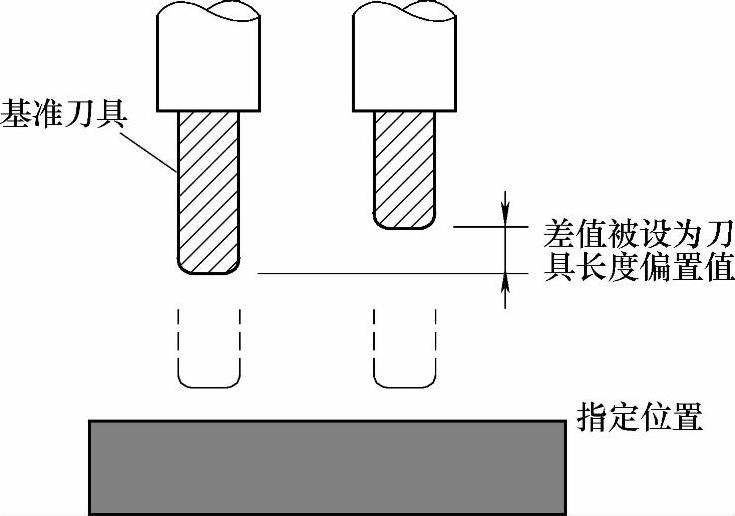
图5-27 刀具长度偏移值测量
6)将光标移动到刀具的补偿号码目标上(光标移动的方法与设定刀具补偿值的方法一样)。
7)输入屏幕显示的相对坐标系值。
8)按下软键[输入],Z轴的相对坐标值就被作为刀具补偿值输入,并被显示为刀具长度偏置补偿值。采用与上述类似的操作过程,也可以测量沿X、Y轴的刀具长度补偿值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。