



等离子弧堆焊可分为冷丝堆焊和热丝堆焊两种方式。冷丝堆焊就是把焊丝直接送入等离子弧区进行堆焊,除了使用实心焊丝外,还可使用铸棒、带状或管状焊丝。冷丝堆焊应用于各种阀门、耐磨、耐腐蚀零件的堆焊。冷丝堆焊时,还有在工件上预置焊丝、预置硬质合金圈的做法。例如用石墨及其他材料混合后经压制,烧结成硬质合金圈,预制在汽车发动机排气阀上,用等离子弧熔化后实现堆焊。热丝堆焊就是利用焊丝本身的电阻热预热后,再送入等离子弧区进行堆焊。热丝堆焊又分为单热丝(图2-4)、双热丝(图2-5)两种。
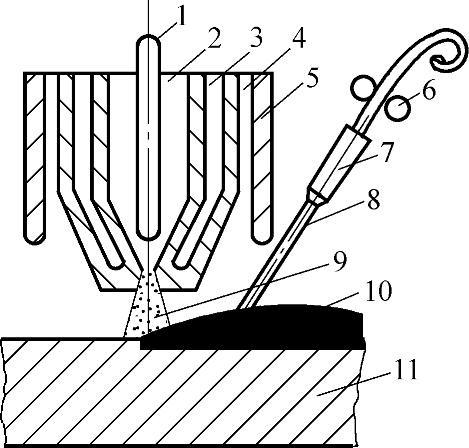
图2-4 单热丝等离子弧堆焊原理
1—钍钨极 2—离子气 3—冷却水 4—保护气体 5—喷嘴 6—送丝轮 7—导电嘴 8—焊丝 9—等离子弧 10—堆焊层 11—母材金属
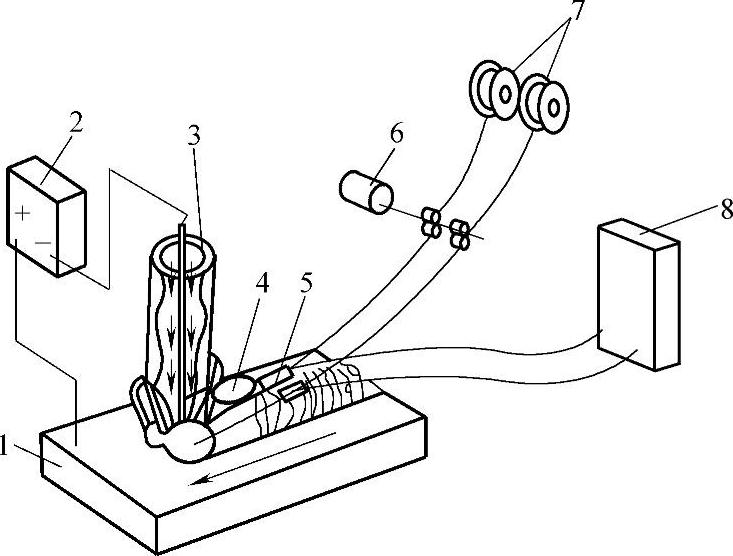
图2-5 双热丝等离子弧堆焊示意图
1—工件 2—等离子弧电源(直流) 3—等离子弧焊枪 4—气体保护拖罩 5—焊丝预热接头 6—电动机 7—填充焊丝 8—预热电源(交流)
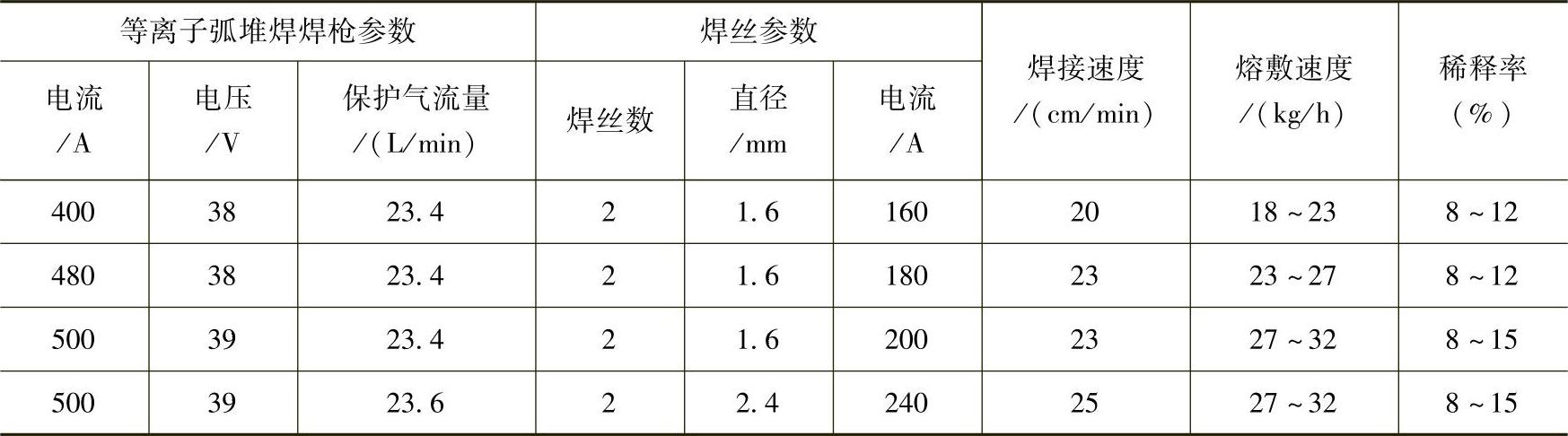
双热丝等离子弧堆焊过程完全机械化,熔敷速度很高而稀释率很低,适用于大面积的自动焊,常堆焊不锈钢、镍基合金、铜基合金等材料。双热丝等离子弧堆焊不锈钢的焊接参数见表2-6。
表2-6 双热丝等离子弧堆焊不锈钢焊接参数
3.粉末等离子弧堆焊(https://www.xing528.com)
图2-6为粉末等离子弧堆焊原理示意图。这种堆焊方法就是把各种合金粉末自动送入等离子弧进行堆焊。堆焊时,通过改变主电流可以控制工件的加热、熔深和稀释率,改变非转移弧的电流可以控制粉末的熔融状况。它的主要优点是:堆焊填充材料的种类多,铁基、镍基、钴基合金甚至难熔合金都能进行堆焊;适合在低熔点的母材金属上进行堆焊;由于合金粉末不像焊丝那样受铸造、轧制和拔丝等加工的限制,因此生产率高、易于机械化和自动化,特别适于大批量、高效率地堆焊新零件,并且容易获得稀释率低、熔深浅的薄堆焊层。
等离子弧堆焊时根据所用镍基、钴基、铁基合金粉末的成分、硬度的需要,可以添加其他成分的合金粉末。粉末等离子弧堆焊钴合金,堆焊层平滑整齐,不加工或稍加工即可使用,这对于降低贵重材料的消耗和减少加工费用都具有重要意义。
国产的等离子弧堆焊机中LU-150型粉末等离子弧堆焊机可用来堆焊直径小的棒形工件。LUP-300型和LUP-500型具有一定的通用性,与一些机械配合能适应各种几何形状工件表面的堆焊。
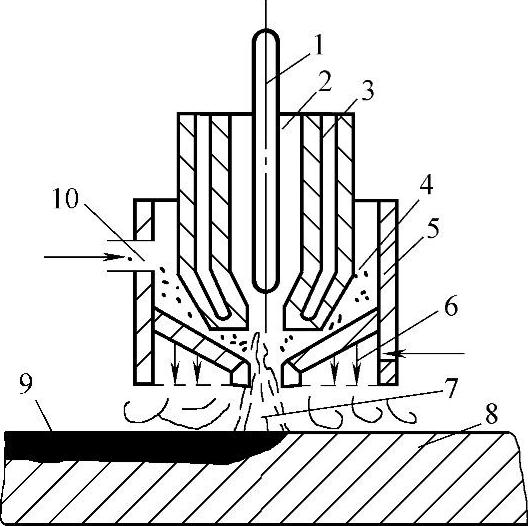
图2-6 粉末等离子弧堆焊原理
1—钍钨极 2—离子气 3—冷却水 4—合金粉末 5—喷嘴 6—保护气体 7—等离子弧 8—母材金属 9—堆焊层 10—粉末送粉气
实践表明,影响等离子弧堆焊质量和生产效率的主要因素是等离子弧的喷嘴。目前广泛使用整体式喷嘴,一旦烧坏,更换时须停止水路、电路和气路的工作。为此可采用分体式喷嘴,如图2-7所示。这种喷嘴由本体和子体两部分组成,子体与本体螺纹连接,可以随时拆卸,同时也不影响整个堆焊设备的水路、气路系统,又不用重新调整枪内钍钨极的对中度。
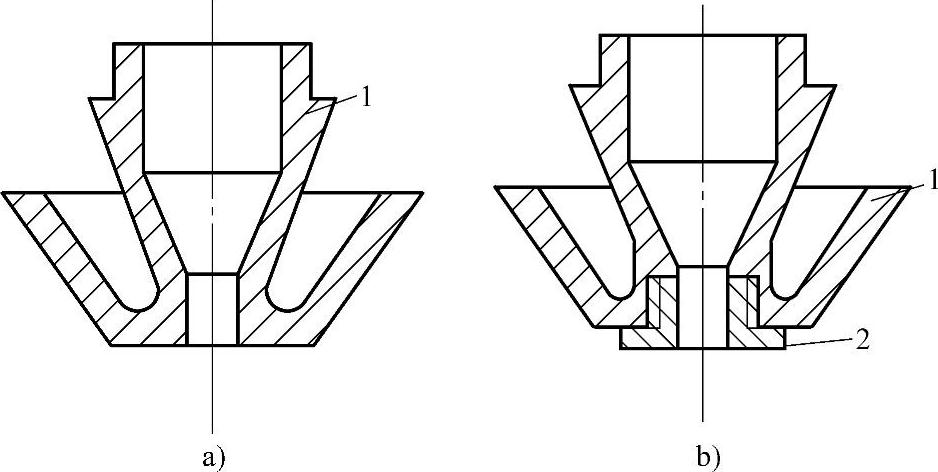
图2-7 等离子弧堆焊喷嘴结构
a)整体式等离子弧喷嘴 b)分体式等离子弧喷嘴 1—喷嘴本体 2—喷嘴子体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。