



堆焊金属的正确选择是堆焊工艺过程的重要环节,应主要从以下三个方面进行考虑。
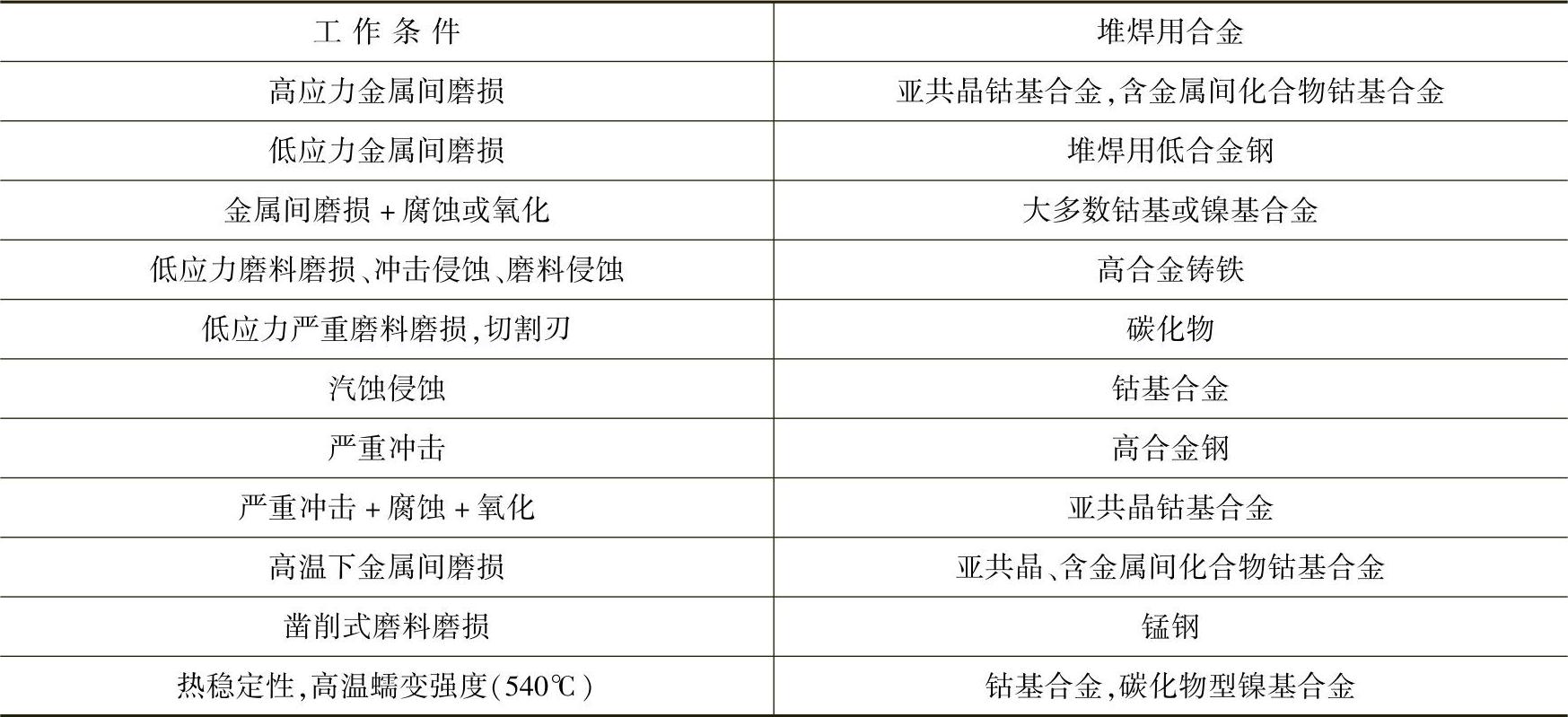
(1)满足堆焊零件的使用条件 堆焊零件的使用条件往往是很复杂的,如磨损、腐蚀、冲击、高温等,而且经常不是一个因素单独起作用,因此应该通过对零件的失效分析确定其磨损类型和主要影响因素,并以此来选择堆焊金属的类型。根据零件的使用条件选择堆焊金属的一般规律见表4-2。
表4-2 选择堆焊金属的一般规律
1)常温下金属与金属间摩擦磨损零件的堆焊。这类零件,如滑动轴承、轴类、火车车轮等,材质一般为中碳钢或中碳合金钢(如45钢,50钢,40Cr钢等)。堆焊的目的是恢复尺寸,并要求硬度与相配合材料的硬度接近。硬度过高时,反而会使相配合的零件加速磨损。一般选用低碳或中碳低合金材料。
2)常温磨料磨损零件堆焊。各种堆焊材料抗磨料磨损的耐磨性有很大差别,起决定作用的是堆焊金属组织中的强化相(主要是碳化物相)和基体相的成分及它们的相对数量与分布情况。
承受轻度和中等冲击磨料磨损零件的堆焊,如推土机铲刃、犁铧、钻探机钻头、球磨机衬板等零件都是在低应力或高应力磨料磨损条件下工作的。岩石、沙土中主要成分石英的硬度高达1000~1200HV,所以堆焊金属中必须均匀分布有大量高硬度的碳化物,才能最有效地抵抗这类磨料磨损。碳化物虽然很脆,但由于所受冲击不大,还是适用的。
其中,合金铸铁型堆焊金属抗裂性差,一般应预热400~500℃。碳化钨堆焊材料的耐磨性最高,如D707为H08A焊芯,药皮过渡碳化钨。碳化钨堆焊材料堆焊石油钻头、掘进机滚刀、磨煤机击锤等承受强烈磨损的零件,可大大提高零件的使用寿命。
受气相和液相磨料磨损零件的堆焊。烧结厂抽风机叶轮、粉尘泵阀、挖泥船零件、泥浆泵叶轮、选矿厂螺旋推进器等零件都属于此类。
受严重冲击磨料磨损零件的堆焊。诸如挖掘机斗齿、碎矿机、铁路道岔、拖拉机履带板等。这类零件多采用Mn13型高碳钢制造堆焊时选用D256、D266等焊条。高碳钢堆焊金属过热时,晶粒长大,塑性下降。因此高碳钢堆焊时,不但不能预热,而且要采取小电流、短道焊、断续焊、分散焊,焊后立即浇水冷却或在流动冷水中施焊等措施。焊后还应进行锤击。在磨损表面上(修复)堆焊时,应先将已产生加工硬化的部分磨去,或进行水韧处理(1000℃水淬),或用Cr-Mn奥氏体堆焊焊条(D277)、Cr-Ni奥氏体焊条(A107、A207)打底,这些都有助于防止裂纹的产生。必要时,焊后可对焊接接头进行水韧处理,以提高其塑性和韧性。(https://www.xing528.com)
3)受汽蚀磨损零件的堆焊。水轮机转轮叶片、导水叶片、座环、水泵、船舶螺旋桨等零件运行时,汽蚀(或称空蚀)是主要的破坏形式。这类零件要求材料同时具有强烈抗冲击磨损和耐腐蚀能力。选用奥氏体不锈钢堆焊焊条,如D276、D277是最适宜的。它们的堆焊金属是高碳奥氏体,受到强烈冲击后,将变为马氏体。同时,较高的含锰量也使堆焊金属耐磨蚀,具有高的耐汽蚀能力。这类焊条抗裂性能较好,可采用冷焊或低温预热焊。
4)冷加工工具堆焊。冷加工工具堆焊包括切削工具堆焊和冷加工模具钢的堆焊。
①切削刀具堆焊。切削刀具可选用D307等高速钢型堆焊焊条。堆焊金属组织为网状莱氏体+奥氏体转变产物。网状莱氏体使堆焊金属层脆性很高,导致焊接时易开裂,使用中易崩刃,因而必须合理选择焊接参数。若堆焊层冷速很慢(预热温度较高或采用连续短道多层焊),网状碳化物多而粗大;冷却较快(预热温度较低或间隙施焊),则网状碳化物数量减少,呈断续状,组织比较均匀。因此为避免裂纹而进行预热,不宜温度过高,以350~400℃左右为宜,小零件可焊后空冷,大零件则应在石棉灰或炉中缓冷。
②冷变形模具钢的堆焊。切边模、冷冲模、拉伸模等冷变形模具,工作时承受很大的压力、冲击力和金属间摩擦磨损。要求堆焊金属硬度高、耐磨性好并有足够的强度和韧性。D377(属高碳高铬莱氏体钢)宜于堆焊重负荷、强烈磨损的冷变形模具(如拉伸模),但抗裂性差,要求预热温度不低于500℃,焊后堆焊层硬度为60~62HRC。对一些受冲击较大的模具,如切边模、风动錾子等,应采用碳含量低、韧性较好的堆焊材料,如D322、D327等。
③热加工工具堆焊。热冲模、热轧辊、热剪刃、热挤压工模具等,在反复受热和冷却、高温磨损、高温冲击等条件下工作,要求堆焊金属具有足够的热硬性、高温耐磨性、耐热疲劳等性能。锤锻模承受很大冲击载荷,常采用D397(5CrW2Si)。它的堆焊金属中碳含量较高,淬硬性也高,易产生马氏体而导致裂纹,要求焊前预热400~450℃,堆焊过程中模体温度不低于300℃,焊后保温缓冷,先行退火,加工后再淬硬,一般为800~850℃,油淬至150~200℃后,立即放入炉中520~550℃回火,回火组织为索氏体,硬度38~41HRC。双金属堆焊锻模寿命与整体合金工具钢锻模相近,而成本较低,能节约大量合金工具钢。热轧辊、热剪刀刃、热顶锻模等,工作时与炽热金属接触时间比锤锻模长,受热更严重,要求堆焊层有更高的回火稳定性和耐磨性,可选用D337。D802、D812为钴基合金堆焊材料,有优越的热硬度、高温耐磨性和抗疲劳性能,可用于热锻模、热剪刀刃、热轧辊孔型等热加工工具的堆焊。
④高温耐磨、耐腐蚀零件的堆焊。阀门密封面、高炉料钟及料斗等零件,长时间处于高温矿料磨损、高温氧化、介质的腐蚀、热冲击等条件下,要求堆焊金属有足够的热硬性、抗擦伤、耐腐蚀、抗热冲击等性能。根据零件工作温度、压力、介质不同,选用不同的堆焊合金和堆焊材料。工作温度低于400~500℃的中温中压密封面,可以碳素铸钢为基体,采用D502、D507、D512、D517等焊条进行堆焊。堆焊层组织为马氏体或马氏体+铁素体,有空淬性,硬度在40~45HRC以上,耐磨性较好,但耐蚀性不太高,可在水蒸气、石油、稀硝酸、有机酸等弱腐蚀介质中工作。它的抗擦伤性能较差,因此使用寿命不太长。D507抗裂性较好,焊前可不预热。工作温度小于570~600℃,工作压力小于14.185MPa的中温和高温阀门密封面,可选用D557及D547焊条进行焊条电弧堆焊。D557焊条的堆焊层硬度为40HRC以上,有较好的耐磨性,可用于400~600℃下工作的高温高压阀门堆焊。但焊层质脆,有时会呈块状剥落,抗裂性也较差,需预热300~450℃。D547焊条堆焊层脆性较小,可以不预热,然而硬度只有270~320HBW,耐磨性比D557低,可用在540~570℃工作的高温高压阀门堆焊。D567及D577焊条属Cr-Mn奥氏体钢,有强烈的加工硬化效应,抗擦伤及抗冲击性能较高。D577用于工作温度低于510℃的中温高压阀门的堆焊。D567用于中温(350℃)中压和低温低压球墨铸铁阀门的堆焊。D667、D642、D646、G303、G304等,属高铬合金铸铁类,堆焊层硬度高,耐磨性好,且在500℃以下都能保持较高的硬度,耐蚀、抗氧化性能也好。堆焊时,焊缝极易产生裂纹,要求500℃以上的高温预热。堆焊金属加工较困难。主要用于高炉料钟、料斗、柴油机气门、排气机叶片等零部件的堆焊。钴基合金综合性能特别优异,适宜于堆焊高温耐磨、耐蚀零件。D802等堆焊金属硬度较高(40~47HRC以上),韧性也较高。D812硬度更高,达44~45HRC以上,有更高的耐磨性,但韧性降低。这类堆焊合金主要用于600~650℃工作的高温高压阀门和其他零件的堆焊,使用寿命很长。堆焊时要求进行300~650℃的高温预热,以避免裂纹的产生。焊后也应保温、缓冷。G101,G102等堆焊层有很高的耐磨、耐蚀性能;高于600℃时,热硬性不如钴基合金;600℃以下时,则优于钴基合金。这类合金粉末熔点低,流动性好,堆焊时易稀释,获得成形美观、很薄的焊层,常用于堆焊高温高压阀门等。镍基合金堆焊层抗裂性差,要求焊前高温预热,焊后缓冷。
(2)堆焊金属的选择应经济合理 当几种堆焊金属都能满足零件的使用要求时,应该综合比较它们的经济性,以选择既能满足使用要求,又有良好经济效果的堆焊金属。铁基合金一般价格较低,而且性能变化范围大,种类多,能满足很多不同的要求,应首先考虑采用。钴基合金价格昂贵,如果工作条件许可,应尽量用镍基或铁基材料代替。但有时堆焊材料较贵,但零件使用寿命较长,经综合考虑后,采用价格贵的堆焊材料反而更为经济合理。
(3)堆焊金属的焊接性要好 在满足使用条件和经济指标的前提下,应尽量选用焊接性好、堆焊工艺简单的堆焊材料。焊接性差的材料易产生裂纹等焊接缺陷,通常需要进行预热、缓冷,使工艺复杂化,堆焊成本也相应提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。