



3Cr2W8V钢套筒扳手热锻模的工作条件十分恶劣。模体长期承受冲击载荷和热疲劳应力的作用,多因受力的棱角部位磨损或压塌而导致模具不能继续使用。可采用堆焊修复报废的模具,其堆焊修复工艺如下:
1)首先将模具作等温退火处理,目的是消除应力、降低硬度便于机械加工。等温退火工艺如图4-42所示。退火时,对模具要进行装箱保护,箱内放生铁屑,并用黄泥封口;也可用质量分数为碱面15%、砂子40%、粘土35%、水10%的涂料覆盖保护面。
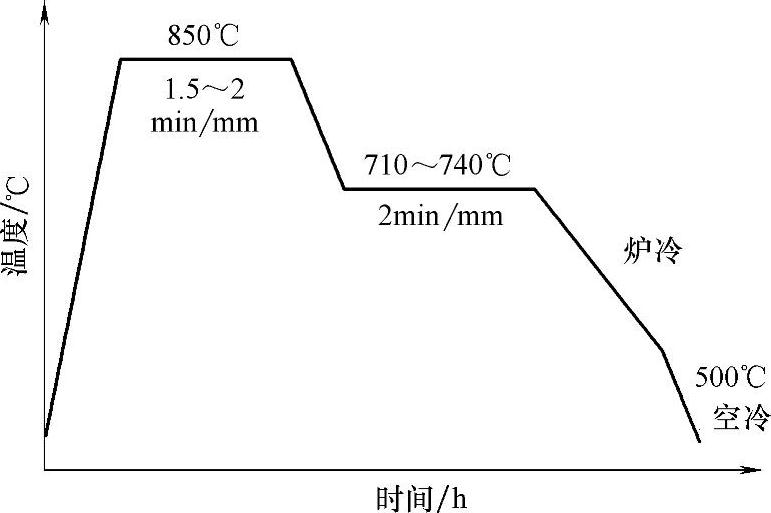
图4-42 3Cr2W8V钢的等温退火工艺
2)堆焊前必须通过机械加工彻底清除受磨损表面的磨损疲劳层及龟裂等缺陷,一般加工深度为2~5mm;并将型腔内的油、锈清理干净。在型槽部位进行机械加工时,应注意使尺寸圆滑过渡。模具加工好后,整体入炉预热至400~450℃,按1.5~2min/mm时间进行保温。
3)选用ϕ4mm的D337焊条堆焊,焊前焊条在350℃烘焙1h,焊时直流反接。
4)堆焊时运条要快,采用小电流、短弧焊接。焊条可稍作横向摆动,摆宽约为直径的3倍。每焊一层都应认真地清渣。堆焊过程中,模体温度应不低于300℃,若模体温度低于300℃,应重新入炉升温。堆焊层厚度应留2~3mm的加工余量。(https://www.xing528.com)
5)每个模具堆焊完后,应立即入炉保温,然后再进行整批等温退火,等温退火工艺与焊前退火一样。若不能立即退火,则可先在600~650℃高温回火,并在两天内进行退火,以消除应力、防止开裂、降低硬度、便于加工。
6)堆焊的模具经机械加工后还必须经调质处理才能达到工作条件所要求的性能。调质处理的规范如图4-43所示。
经检验,模具堆焊层的硬度为44~48HRC,与基体硬度(≥45HRC)基本一致。堆焊修复的模具可连续锻压700件工件,达到新模具寿命的平均值,而其成本仅为新模具的1/4。
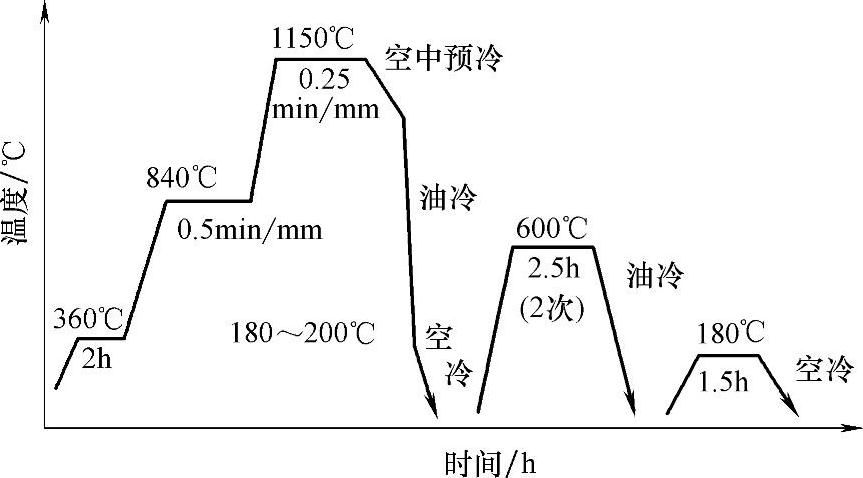
图4-43 3Cr2W8V钢热锻模的调质处理规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。