



真空淬火操作过程如图25-1所示,图中实线为温度变化线,虚线为真空度变化线。从图中可以看出,工件装入炉内后,首先进行排气,当真空度达到1.33×10-6~1.33×10-10MPa时开始加热,在加热过程中通常要进行预热,以使工件的温度和炉温相同,并使工件本身受热均匀。当保温结束后炉内回充惰性气体,大体升压至8×10-2MPa,工件淬油,或利用风扇使冷却气体循环进行气淬。真空油淬的目的是:获得光亮洁净的表面,增加钢的硬度和耐磨性,先淬火然后配合回火,可以获得钢的强度、韧性、塑性相配合的综合力学性能。
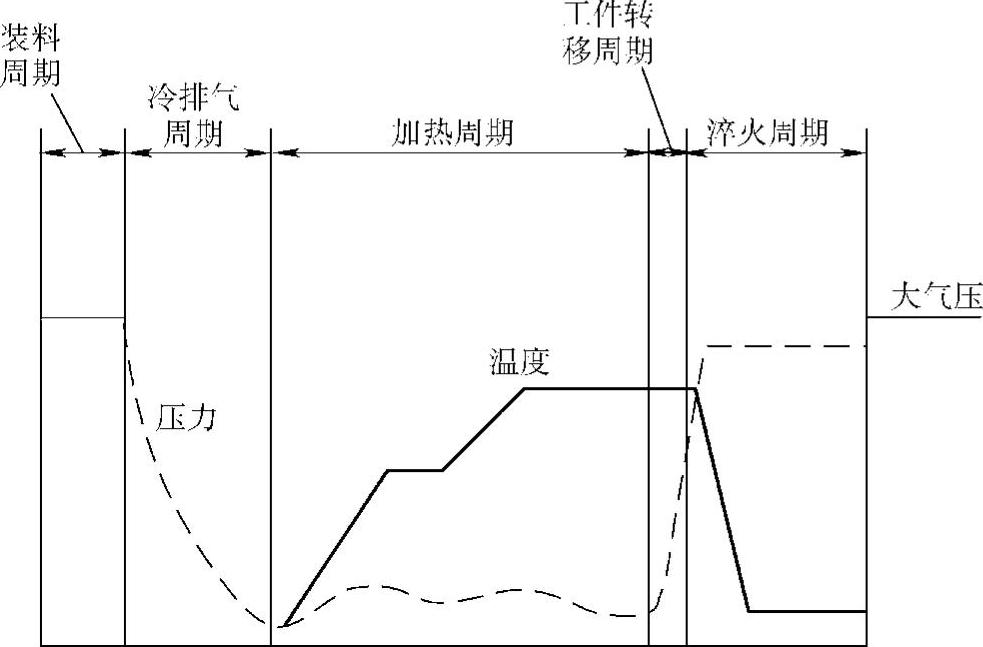
图25-1 真空淬火循环
目前,在真空热处理炉内进行淬火操作的快速冷却方法有惰性气体冷却、油淬、水淬和硝盐等温淬火。在这些冷却方法中,一般多采用气体淬火和油淬。
1.真空淬火加热时间的确定
真空热处理炉升温快,而工件升温速度慢。在实际生产中,影响加热速度的因素往往变化很大,准确的计算出炉时间较难。下面是几种常用的计算真空热处理加热时间的经验公式。
(1)普通碳钢及合金结构钢加热时间 不经预热直接随炉升温的加热时间,是指炉子到温后开始计算的加热时间,可按下式计算:
t=10+(1~1.5)D
式中 t——加热时间(min);
D——工件的有效厚度(mm)。
对于必须预热的工件,预热和加热时间按下式计算:
t1=30+(1.5~2)D
t2=10+(0.5~1)D
式中 t1——预热时间(min);
t2——加热时间(min)。
(2)高合金钢及高速钢加热时间的计算
t1=30+(1.5~2)D
t2=20+(1~1.5)D
t3=20+(0.25~0.5)D
式中 t1——第一次预热时间(min);
t2——第二次预热时间(min);
t3——最终加热时间(min)。
(3)在双室或连续式真空热处理炉中,工件加热时间的计算
t=(1.2~1.5)D
式中 t——工件高温入炉的加热时间(min)。
以上各公式中括号内的系数也就是加热系数,计算出的加热时间是对真空淬火而言,真空退火的加热时间要适当延长。
2.真空淬火方法
(1)真空气体淬火 真空气淬时,工件的冷却是在气体中进行的。真空气淬与真空油淬相比,气淬设备与操作简单,工件淬火后不用清洗脱脂,表面光亮度好,热处理变形小,生产成本低。但是气淬时的冷却速度较低,只能用于气淬钢,尺寸较小的高速钢、模具钢的淬火。
高压气淬是一种正压气淬。在真空气淬时,回充气体压力一向是在略低于大气压的减压状态即6.0×10-2~9.3×10-2 MPa;而在正压气淬时,气体压力提高到表压0.07~0.4MPa。正压气淬提高了冷却速度,扩大了气淬工艺的应用范围,使得原来只能用油淬的部分钢种可用正压气淬代替。图25-2是高速钢正压气淬典型工艺。
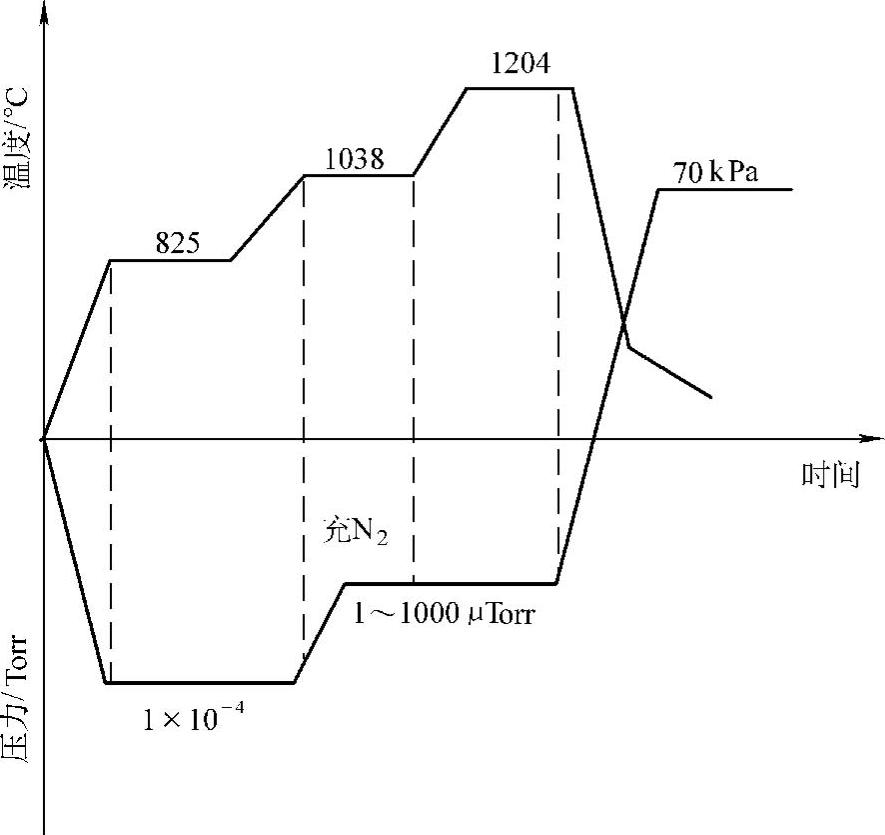
图25-2 高速钢正压气淬典型工艺
注:1Torr=133.322Pa
从图中看到,当温度达到1038℃时,由于高速钢中铬元素挥发,所以充入少量的氮气来调整炉内真空度,经1204℃保温后,充入70kPa的压力对高速钢进行正压气淬。表25-1是各种钢材正压气淬的效果,表中SKD1通常是油淬钢,采用真空气淬硬度达不到要求,采用正压气淬就能获得技术要求的硬度。
为了提高真空气淬的冷却速度,主要应从气体种类、气体流量、气体压力和装炉量四个方面进行考虑。
表25-1 各种钢材正压气淬的效果
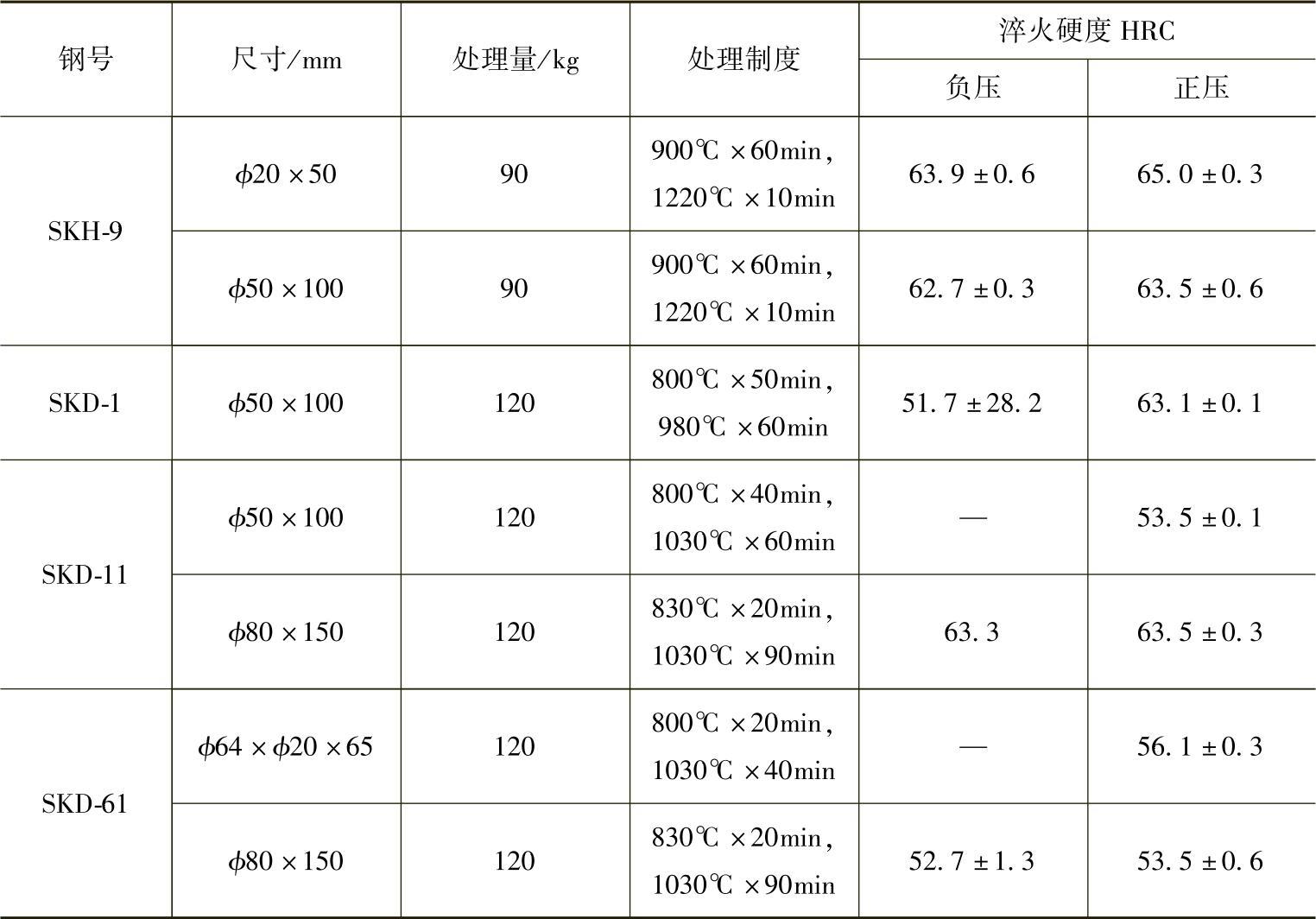
图25-3所示是用3.8cm2的钢试样在9.0×10-2MPa压力下,在各种不同冷却气体中进行强制循环冷却时间的比较。从图中可以看到,如果把氢的冷却时间定为1,则氦为1.2,氩为1.75。(https://www.xing528.com)
氢的冷却速度最快,但是在1058℃以上,钢在氢中容易脱碳,同时从安全的角度来看,氢有爆炸危险,一般不采用氢。氦的价格太贵,氩冷却速度最差且价格很贵,而氮气虽然冷却速度稍低,但亦能满足冷却速度的要求,价廉、安全,从而得到广泛的应用。当然,钛合金与氮接触存在被氮化的危险,所以,一般采用氩气作为冷却介质。
降低冷却气体的温度也可以提高冷却速度。目前大多数气冷真空热处理炉都在冷却气体通道上,装设冷却器来降低其温度。
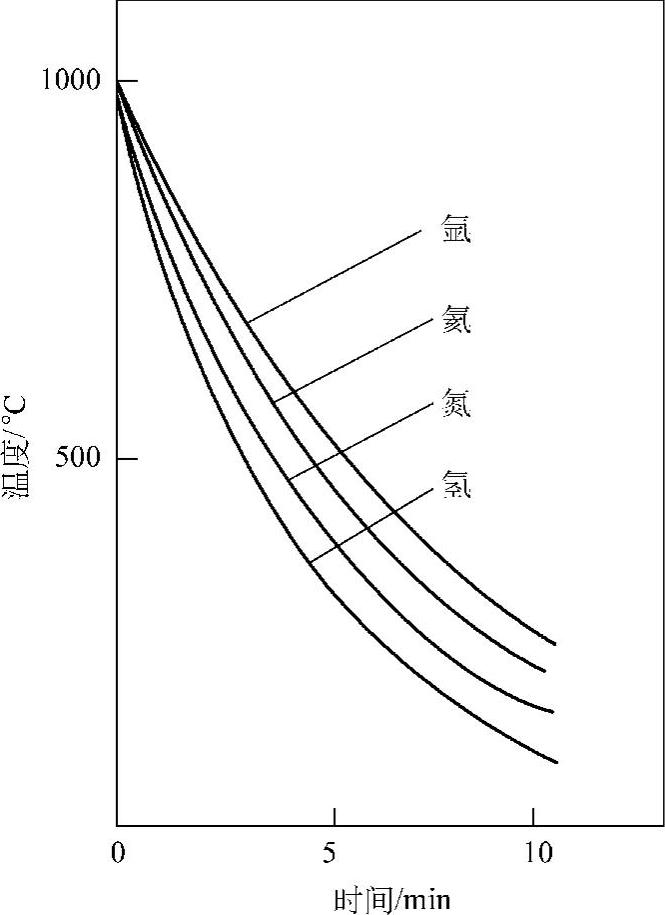
图25-3 钢在不同气体中的冷却时间
为了保证工件表面不氧化,具有高的光亮度,对冷却气体的纯度标准有一定的要求。表25-2是氮气的纯度标准。
表25-2 氮气纯度标准

图25-4所示为258kg钢材在不同气体流量下的冷却速度曲线。当气体流量从11m3/min增加45m3/min时,温度从1100℃冷却到300℃的时间约减少50%。可是,由于风量同风速成正比,压力损失同风速的二次方成正比。所以,增加气体的循环量需要风量增加率的三次方的动力。这说明,虽然风量增加对冷却效果有好处,但是风量的增加也是有限度的。
当充入的气体种类一定时,冷却时间与通入气体的压力的0.52成反比。因此,压力继续提高,冷却时间的缩短也是有限的,而且消耗的气体量也越多,这是不经济的。所以,真空气淬时冷却气体压力通常在6.0×10-2~9.3×10-2MPa之间,正压气淬时一般采用0.07~0.1MPa表压。
图25-5所示为各种不同装炉量对冷却速度的影响曲线。可以看到,随着装炉量从10kg增加到30kg,其冷却速度减慢。曲线4是在单室气冷真空炉内冷却试验的结果,尽管装炉量为5kg,但是其冷却速度仍然不及双室气冷真空炉装炉量为20kg的冷却速度。
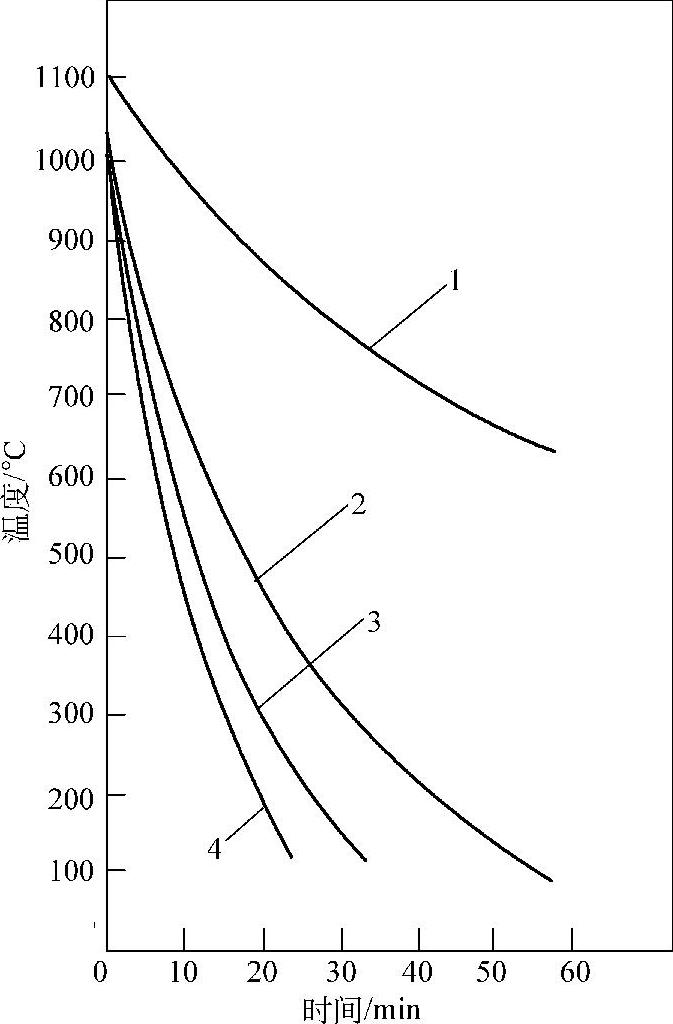
图25-4 气体流量对冷却速度的影响
1—静止状态 2—11m3/min 3—23m3/min 4—45m3/min
(2)真空油淬火 普通热处理用淬火油蒸气压较高,在真空条件下要挥发,甚至处于沸腾状态,使油的物理特性改变,冷却能力降低,达不到真空淬火的目的。
作为真空淬火用的真空淬火油应具备以下条件:
1)蒸气压低,不易挥发。要求蒸气压低于1.33×10-8~1.33×10-9MPa的条件下,真空淬火油不会产生明显的挥发。
2)真空油淬火后,零件表面光亮度不低于标准试样的70%。
3)冷却性能好。要求工件在真空淬火油中淬火后,达到与在常压下淬火相同的硬度值。
4)热稳定性好。即抗老化性能好,使用寿命长。
国产1#真空淬火油的冷却速度快,光亮性一般,2#真空淬火油的冷却速度稍慢,但光亮性好。
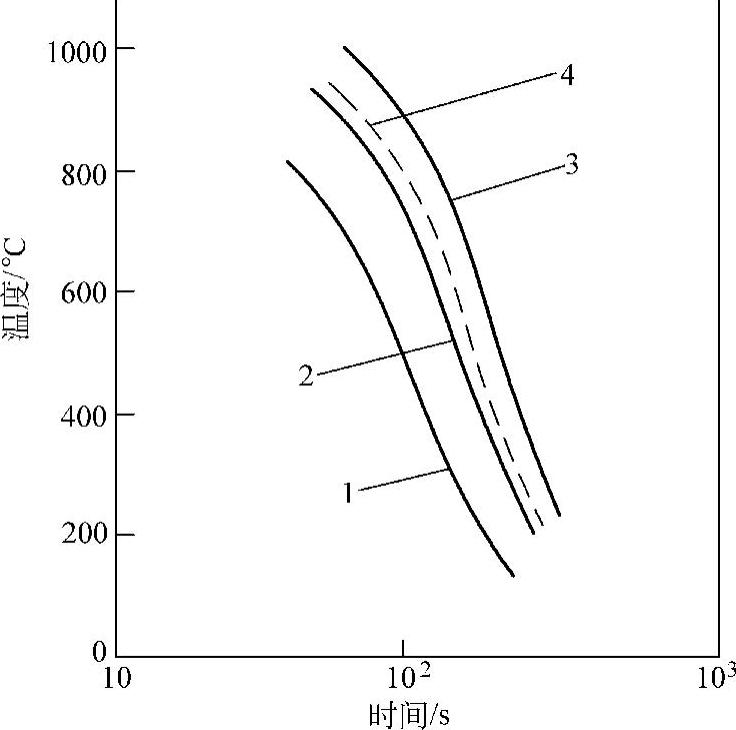
图25-5 装炉量对冷却速度的影响
1—10kg 2—20kg 3—30kg 4—5kg
尽管真空淬火采用真空淬火油,如果淬火前的油面压力很低,则由于淬火油接近沸腾状态,使油的冷却能力下降,仍然达不到淬火的目的。在真空度为1.33×10-6MPa下加热后,于淬火前向炉内充入惰性气体给油面造成一定的压力,就可以实现具有充分淬火硬度和良好光亮度的真空油淬火。图25-6所示为淬火硬度和光亮度随淬火前油面上不同压力的变化情况,可以看出,淬火前充氮达到0.1MPa进行淬火,其硬度为65.5HRC,而在4.0×10-2~6.7×10-2MPa下为66.1~66.5HRC,从2.9×10-2~0.1MPa范围内均可得到规定的硬度,当充气为2.0×10-2MPa时,淬火硬度急剧下降为38.8HRC,压力进一步降低,淬火硬度下降并维持在33.8HRC。关于光亮度,在1.33×10-3MPa时光亮度很好,达84.4%,随着淬火前压力的提高,光亮度有所下降,但在0.1MPa下仍保持79.3%的光亮度,受淬火前压力的影响并不大。
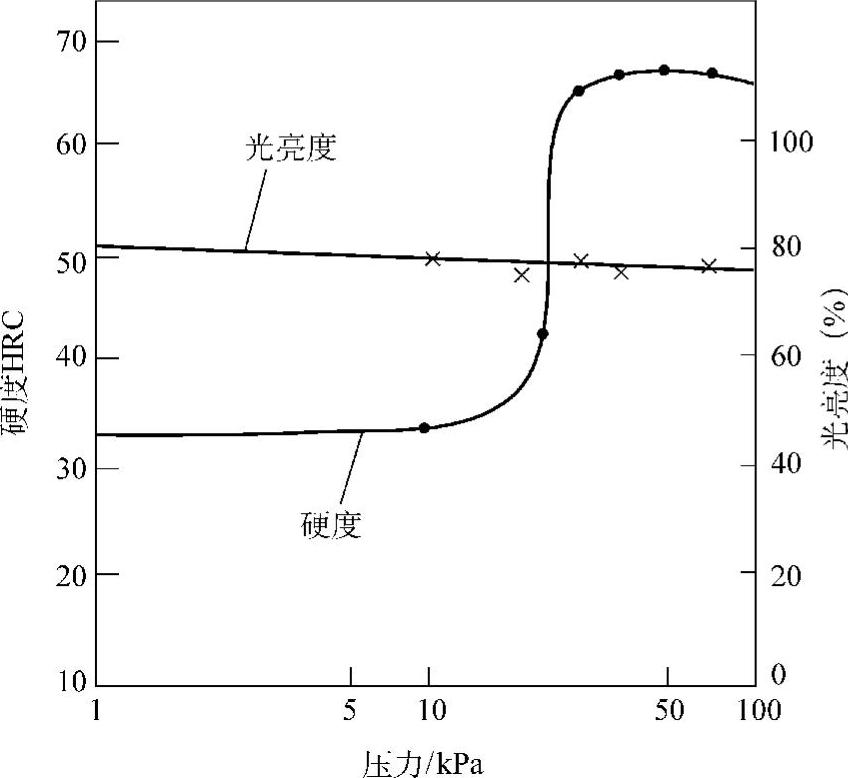
图25-6 淬火硬度和光亮度的变化与淬火前压力的关系
在真空度为1.33×10-6MPa下加热,把淬火前的压力提高到2.66×10-2MPa以上,就能进行真空油淬火,淬火前压力接近0.1MPa,可得到高的淬火硬度。在一定的压力下进行真空油淬火,所获得的硬度与在大气压下淬火后的硬度相同时的最低压力,称为真空淬火油的临界压力。从光亮度和节省惰性气体的观点来看,希望在更低的压力下进行真空油淬火。
表25-3 各种钢材真空淬火硬度(HRC)
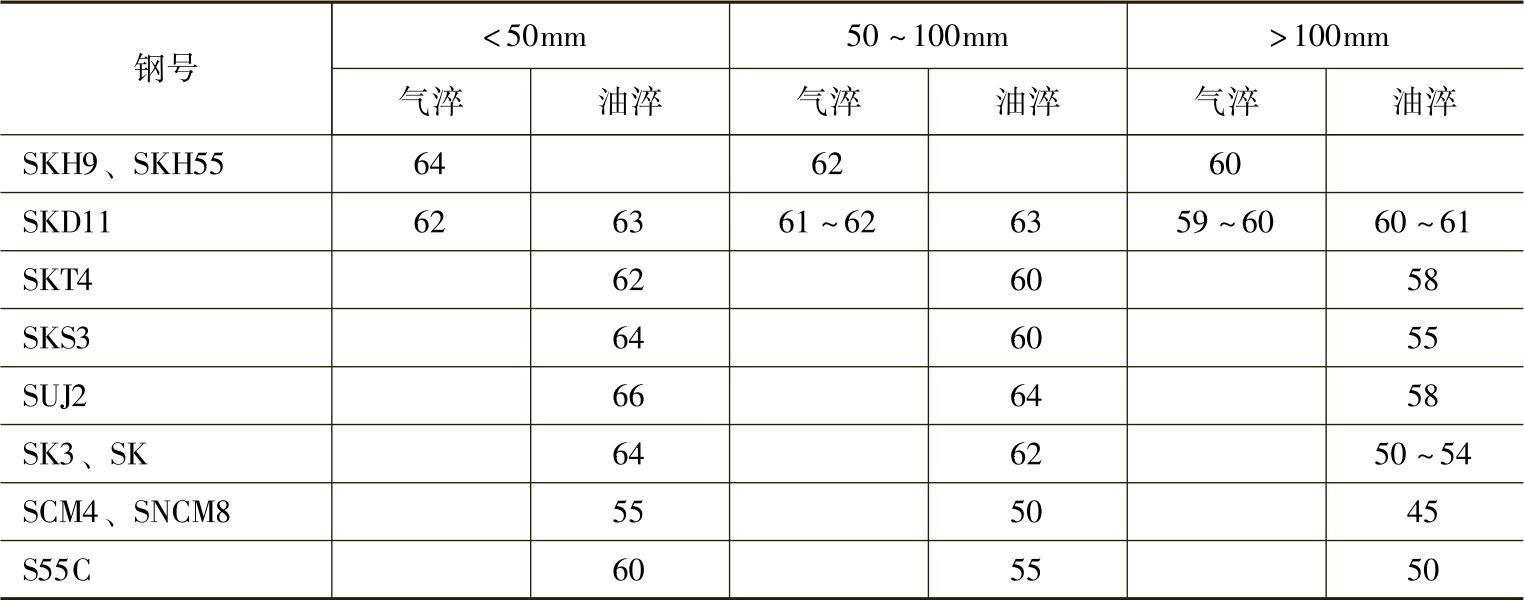
3.淬火硬度和淬透性
真空淬火可以获得较高硬度,而且硬度波动也较小。但是工件尺寸不同,淬火硬度也不同。表25-3内列出了各种钢材在真空淬火时,工件尺寸的大小与淬火硬度的关系。表中高速钢SKH9、SKH55采用气体淬火时,当工件<50mm时的硬度为64HRC,而在>100mm以上时为59~60HRC。这说明气体淬火时小型工件效果较好,大型工件则处于不完全淬透状态。油淬火比气体淬火的硬度略高,如SKD11油淬火的硬度为60~63HRC,即使是ϕ164mm的工件,其淬火硬度也可以达到60HRC以上。锻造用的模具钢SKT4即使是ϕ200mm,在880℃奥氏体化后进行油淬火,硬度也能达到58HRC。
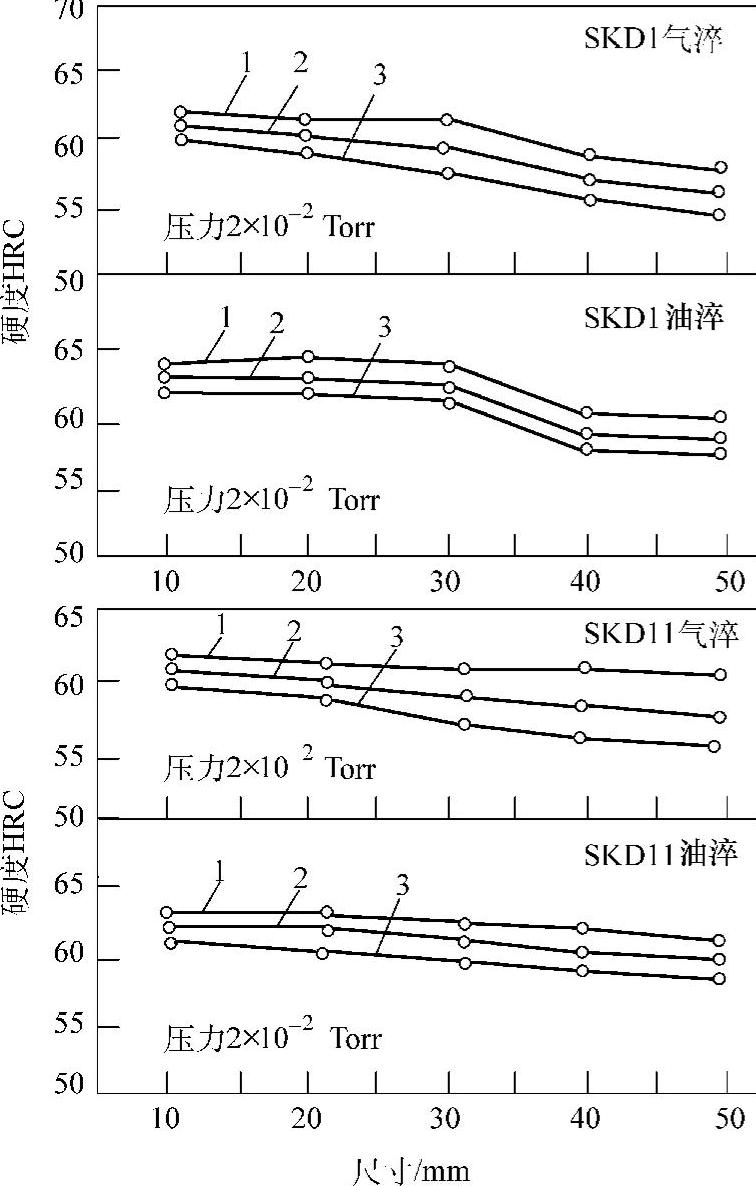
图25-7 真空淬火的模具钢断面硬度
1—表面 2—1/4D 3—1/2D(中心部)
图25-7是冷冲模具经过真空淬火的试样从中间切开,测定从表面到1/4D处(D是试样直径)和1/2D处(中心部)各部位的硬度变化结果。气体淬火时,试样直径越小,从表面往中心的硬度差就越小,随着试样直径的加大,表面与中心的硬度差就增大,这说明气体淬火存在着淬透性的临界直径,SKD1钢的临界直径约为20mm;油淬火时,淬透性高于气体淬火,从试样表面到中心部位的硬度分布情况较好,大约超过ϕ30mm时SKD1钢的硬度急剧下降,然而SKD11即使是ϕ50mm以上也可以淬透,淬火硬度均在60HRC以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。