



【摘要】:在实际生产中,设计人员有时只注意到如何使零件的结构、形状及尺寸适合部件机构的需要,而往往忽视了零件在热处理过程中因其结构和加工工艺不合理给热处理工序带来的不便,以致引起淬火变形甚至开裂,使零件报废。因此,在机械设计时,必须充分考虑淬火零件的结构、形状及各部分的尺寸以及加工工艺与热处理工艺性的关系。图28-2 零件存在危险截面应加厚薄壁图28-3 开工艺孔避免淬火变形、开裂
在实际生产中,设计人员有时只注意到如何使零件的结构、形状及尺寸适合部件机构的需要,而往往忽视了零件在热处理过程中因其结构和加工工艺不合理给热处理工序带来的不便,以致引起淬火变形甚至开裂,使零件报废。因此,在机械设计时,必须充分考虑淬火零件的结构、形状及各部分的尺寸以及加工工艺与热处理工艺性的关系。
1)在设计淬火零件的结构、形状及尺寸时,应掌握以下原则:
在零件设计过程中,要在尖角、棱角地方倒角,如图28-1所示。因为尖角、棱角部分是淬火时应力最为集中地方,往往成为淬火裂纹的起点。
设计时要避免厚薄悬殊,如图28-2所示,使淬火后薄处变形直径增大;设计时还要考虑零件对称,如图28-3所示零件形状不对称,淬火后零件椭圆度变大,为此开一个工艺孔可减少椭圆度。
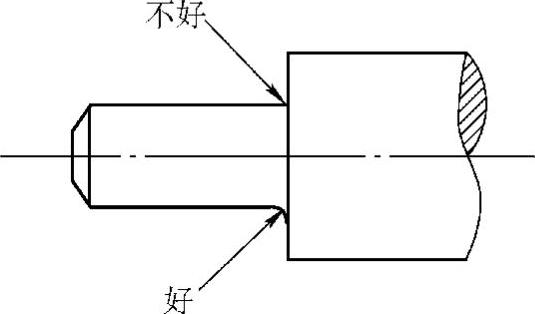
图28-1 尖角、棱角部分应尽量避免
2)在选择材质时,严格按标准取用钢材,特别要注意其中的化学成分以及硫、磷含量、非金属夹杂等级是否符合标准。
3)合理安排加工工艺路线,通过淬火前的热处理(退火、正火等)将组织调整到正常组织,内应力予以消除,特别要使组织细化。(https://www.xing528.com)
4)前序的冷加工及热加工不要留下表面及内部裂纹及深的刀痕。
5)淬火前工件予留足够的加工余量。一定材质、一定形状的零件在一定的淬火加热工艺下变形是有一定规律的。零件淬火变形后可通过机械方法校直,减少变形量,但仍恢复不到要求的公差,因此,需要通过切削或磨削的办法消除变形,为此淬火之前必须留足加工余量。
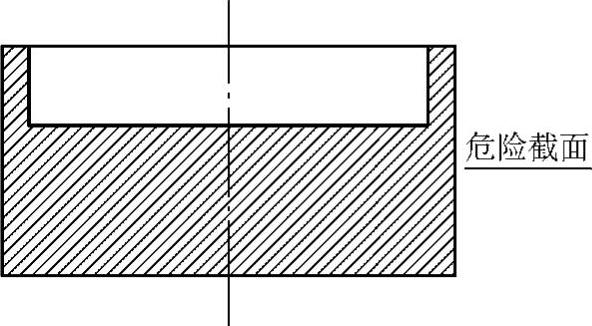
图28-2 零件存在危险截面应加厚薄壁
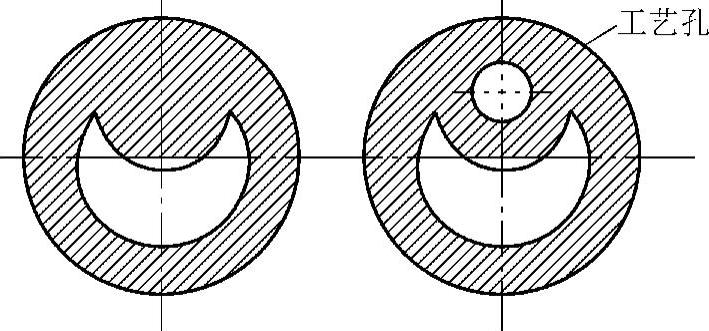
图28-3 开工艺孔避免淬火变形、开裂
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。