



以废旧TPX6113镗床的横向导轨再制造过程为例。导轨作为机床的核心部件,起支承和传导作用,应该满足导向精度、刚度、耐磨性、低速平稳性、结构工艺性等基本要求,其误差不可忽视。机床导轨的滑动面在使用中经常会出现拉丝、划痕、研损、甚至咬合等损伤[33]。废旧导轨再制造过程是以导轨的实际质量情况,如不同的损伤类型、不同的服役年限,来确定不同的修复方法,为了保证再制造导轨的质量,需要对再制造过程的质量进行控制。
1.问题描述
废旧导轨再制造过程是应用现在先进的技术,比如激光熔敷、热喷涂技术等,依照不同的工艺手段对废旧导轨进行再制造,使其尺寸达到出厂要求。由于其再制造过程中不确定性扰动因素会随机发生,导致再制造过程质量异常时,其引发异常的质量原因与异常类型之间的关系不确定,致使再制造过程出现异常时,无法及时准确地确定引发异常的原因。机床导轨的质量特征属性主要包括表面粗糙度、直线度、平行度、平面度、垂直度等。几个关键过程参数影响再制造产品的质量属性输出,这些过程参数主要包括磨削速度、进给量及磨头倾斜度。
由6.4.3的实例得知,废旧导轨再制造出现的质量异常类型为质量异常3,即为导轨表面出现凹状。
2.再制造导轨质量异常诊断过程
在废旧导轨再制造过程中,影响再制造导轨表面质量的工序包括磨削速度、进给量以及磨头倾斜度。在再制造过程中,导轨的磨削主要有两种类型:一种为砂轮端面磨削;另一种为砂轮周边磨削。鉴于端面磨削的磨头机构简单性、万能型以及周边磨削磨头机构复杂性、对车床要求高的特点,使得端面磨削在机床上应用的更为广泛。在废旧机床导轨再制造过程中,使用单柱落地式导轨磨床M50100进行导轨磨削。建立再制造过程质量决策表,具体见表6-9所示。
表6-9 再制造导轨质量诊断系统决策表
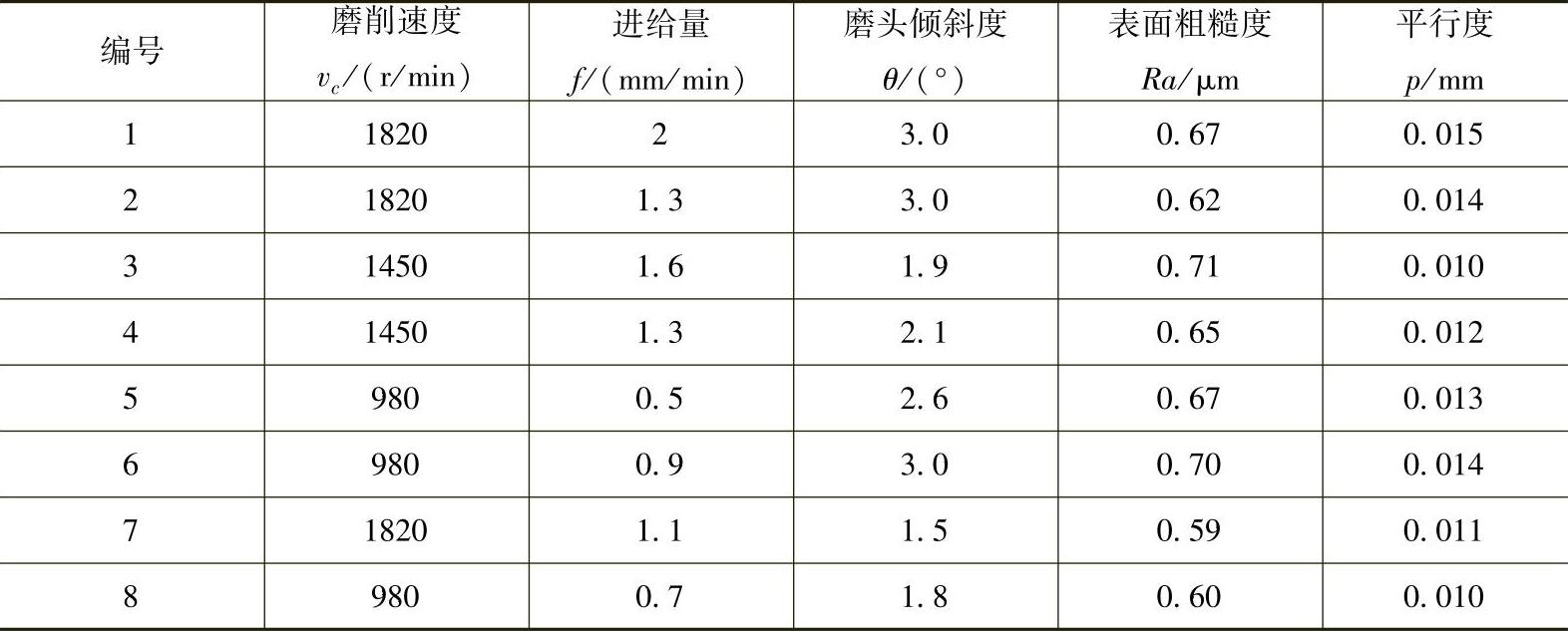
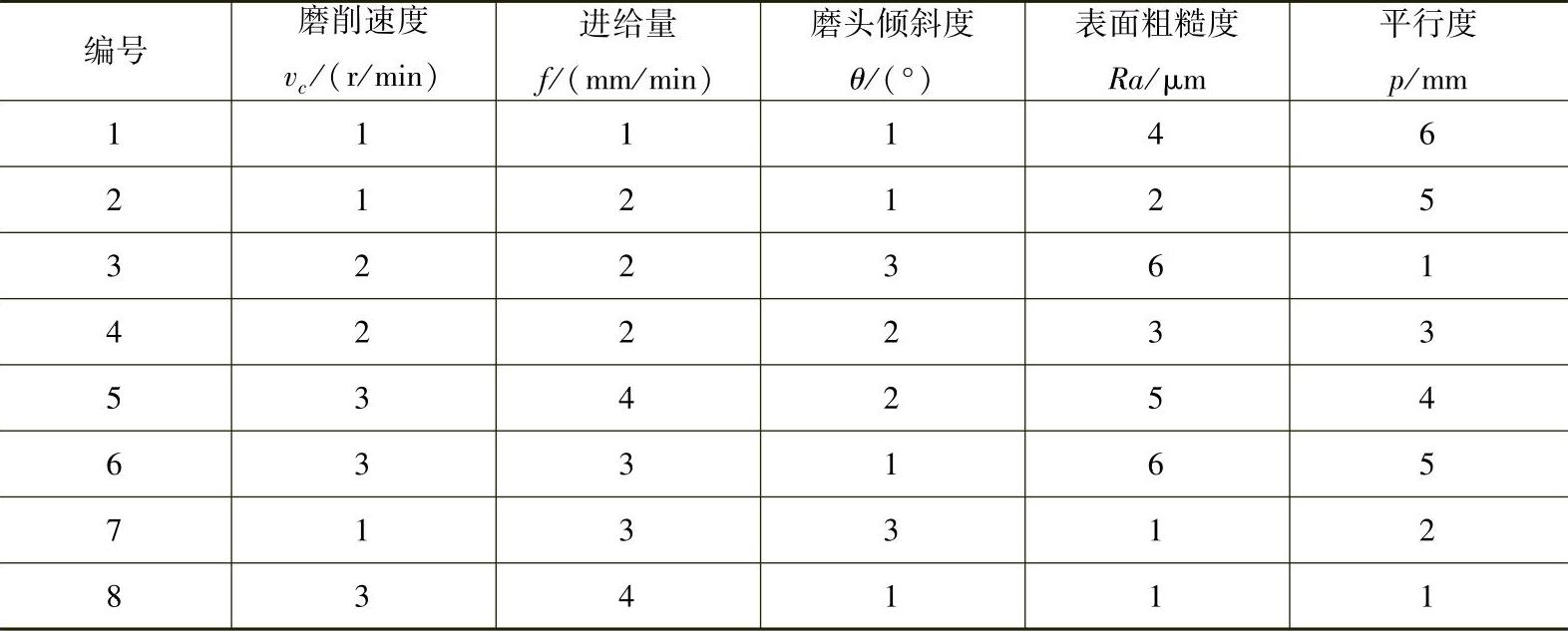
再制造条件属性C={vc,f,θ},用以表征影响再制造导轨质量的因素集,决策属性D={R,p}。所有的再制造数据都要经过离散化处理才能进行决策,所以,对再制造属性集进行离散化处理,得到表6-10。
表6-10 再制造导轨质量诊断系统决策表(离散化后)
决策表的计算:
U|(vc,f,θ)={{1},{2},{4},{5},{6},{7},{8}}
U|(Ra)={{1,5},{2},{3,6},{4},{7,8}}
U|(p)={{1,8},{2,6},{3},{4},{7},{5}}
C的Ra正域posC(Ra)为:
posC(Ra)={{2},{4},{3},{1},{6},{5},{7},{8}}
C的p正域posC(p)为:
posC(p)={{2},{4},{3},{1},{6},{5},{7},{8}}
计算再制造导轨质量决策表中分类结果对识别特征值的依赖性γ,可以求得粗糙集对三种识别特征值的依赖性为

平行度对三种识别质量特征值的依赖性为

从计算的结果可以看出,再制造知识系统是协调的,这是进行属性约简的前提条件。
接下来,需要通过粗集对再制造过程决策表达系统的属性进行约简。通过去除再制造过程的某一质量属性值,即去除决策表中的某一列的值,根据剩余列的属性值的情况,将属性值相同的归为一类。(https://www.xing528.com)
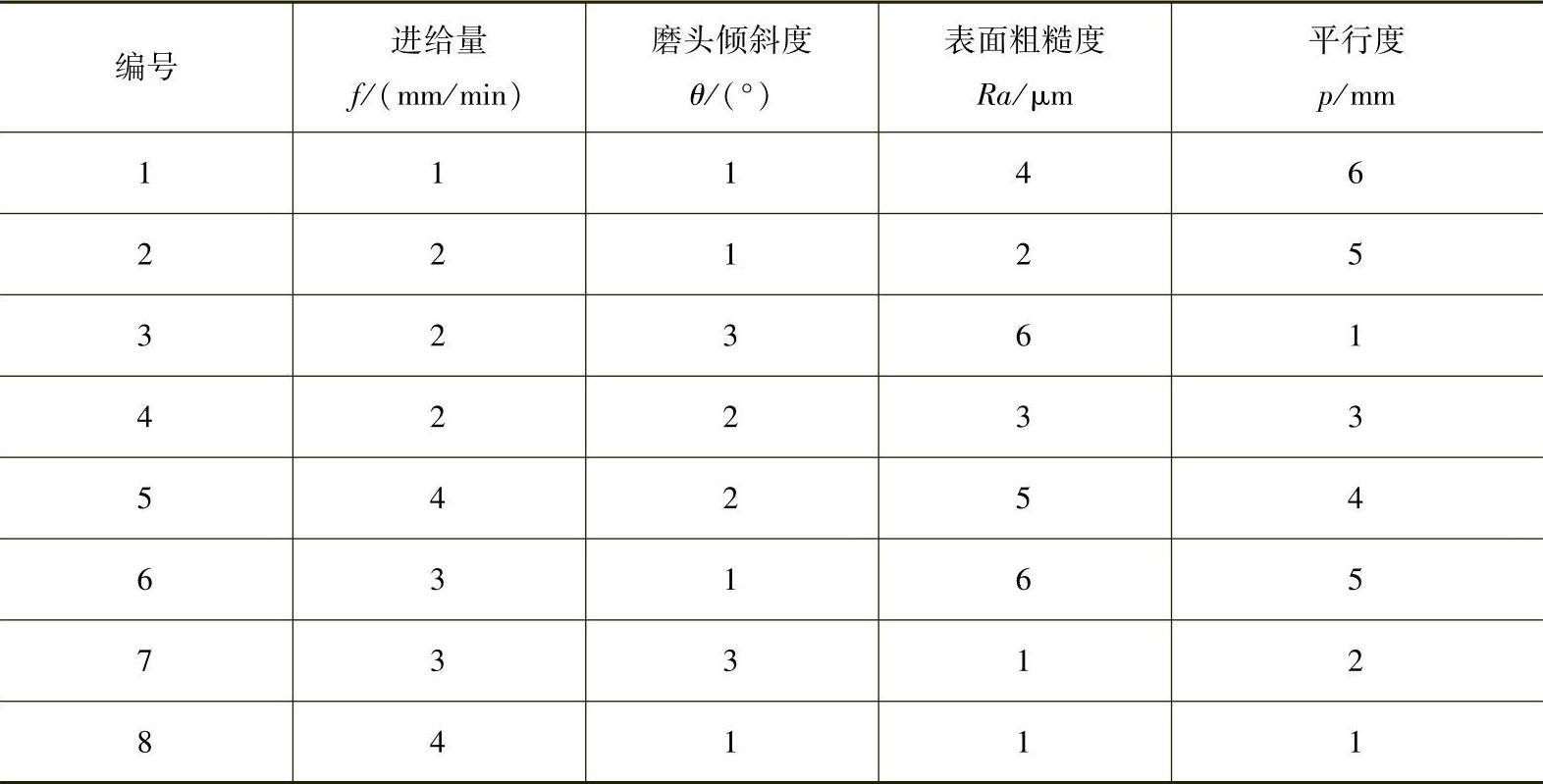
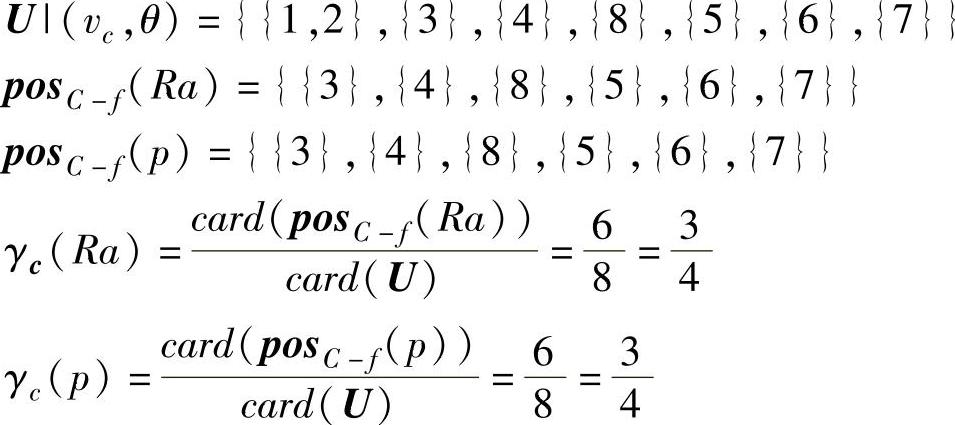
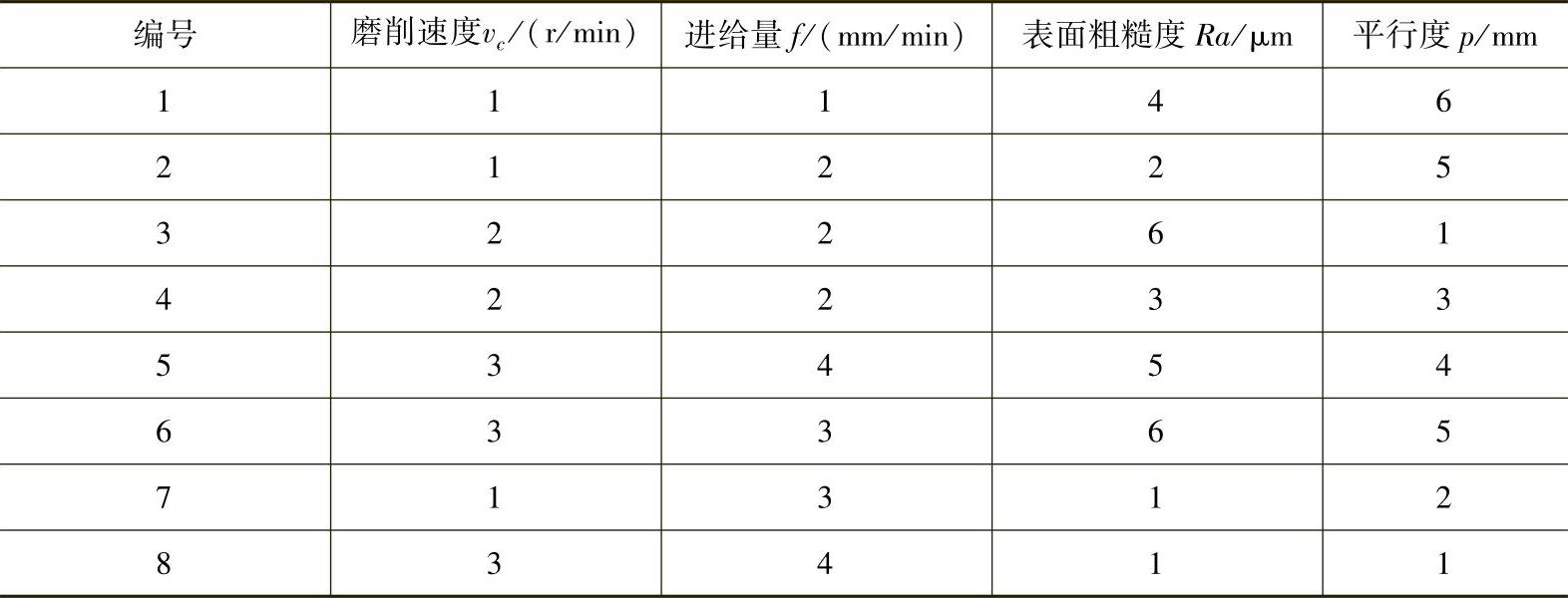
(1)去除磨削速度vc时 去除vc后,决策表由表6-10转变为表6-11。
表6-11 去除vc再制造导轨质量诊断决策表
经计算求得
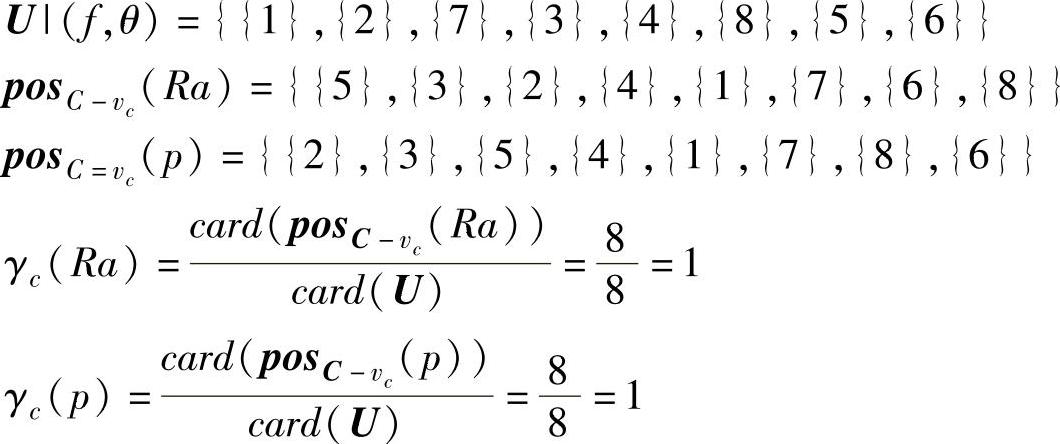
由计算结果得到,去除磨削速度vc时,新的系统是协调的。所以,vc无论对于表面粗糙度Ra还是平行度p都是可以约简的。
(2)去除进给量f时 忽略f时,决策表由表6-10转变为表6-12。
经计算求得
从计算结果可以看出,新的系统是不协调的,f相对于表面粗糙度Ra的重要度为3/4,f相对于平行度p的重要度为3/4。
表6-12 去除f的再制造导轨质量诊断决策表
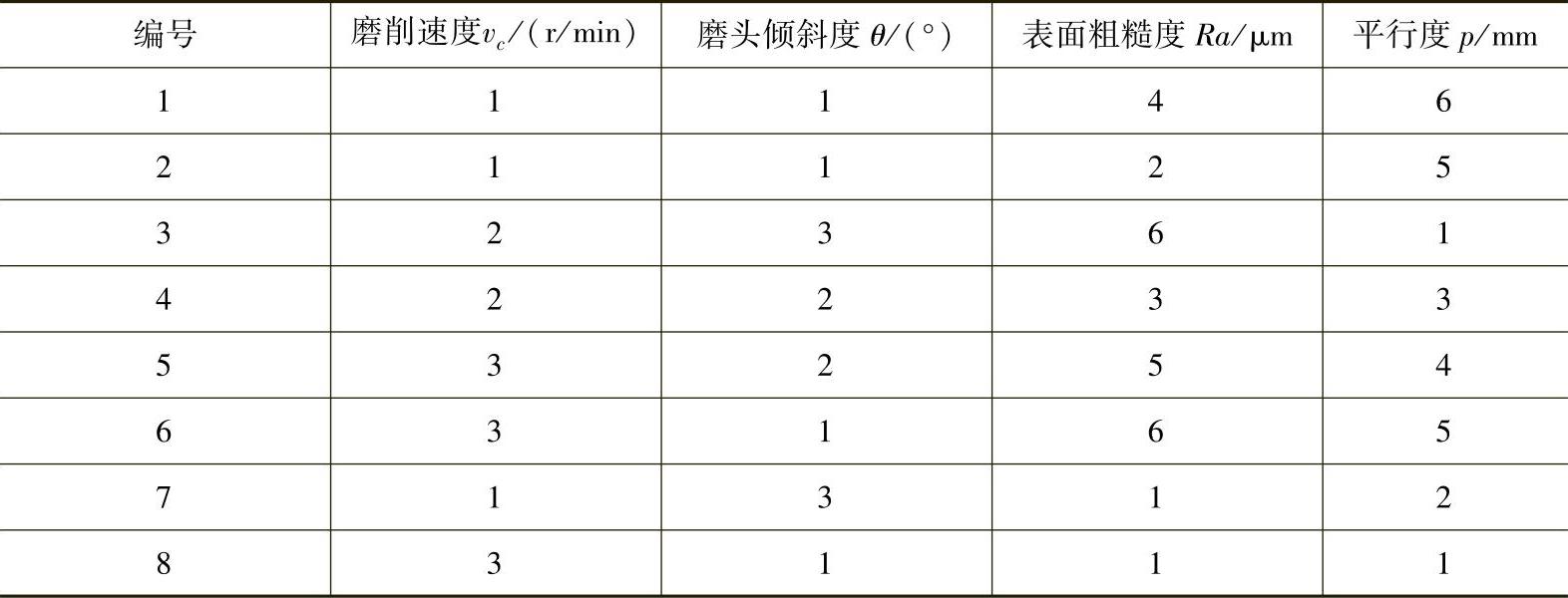
(3)除去磨头倾斜度θ时 忽略θ时,决策表由表6-10转变为表6-13。
表6-13 去除θ的再制造导轨质量诊断决策表
经计算求得
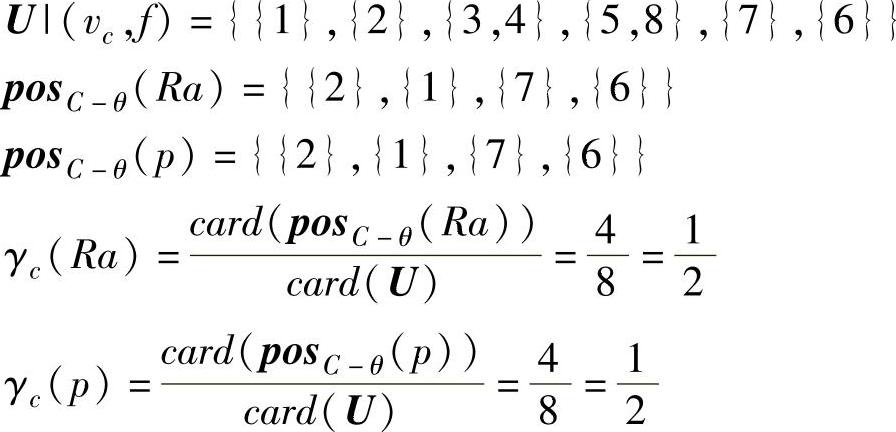
从计算结果可以看出,新的系统是不协调的,θ相对于表面粗糙度Ra的重要度为1/2,θ相对于p的重要度为1/2。
通过上述约简计算可以得出,再制造质量决策系统因素vc是可以忽略的,而且简化后再制造系统是协调的。再制造条件属性θ和f对表面粗糙度和平行度都是有影响的,影响度不一样,分别为3/4和1/2。
通过基于改进PCA再制造过质量异常识别方法对再制造过程的识别结果可知,导轨再制造过程中出现的质量缺陷为凹陷问题,并通过基于粗糙集的质量诊断可知,从θ和f两种因素入手查找原因。根据两者重要的度的不同,首先,要从进给量f入手;其次,再从磨头倾斜度θ。
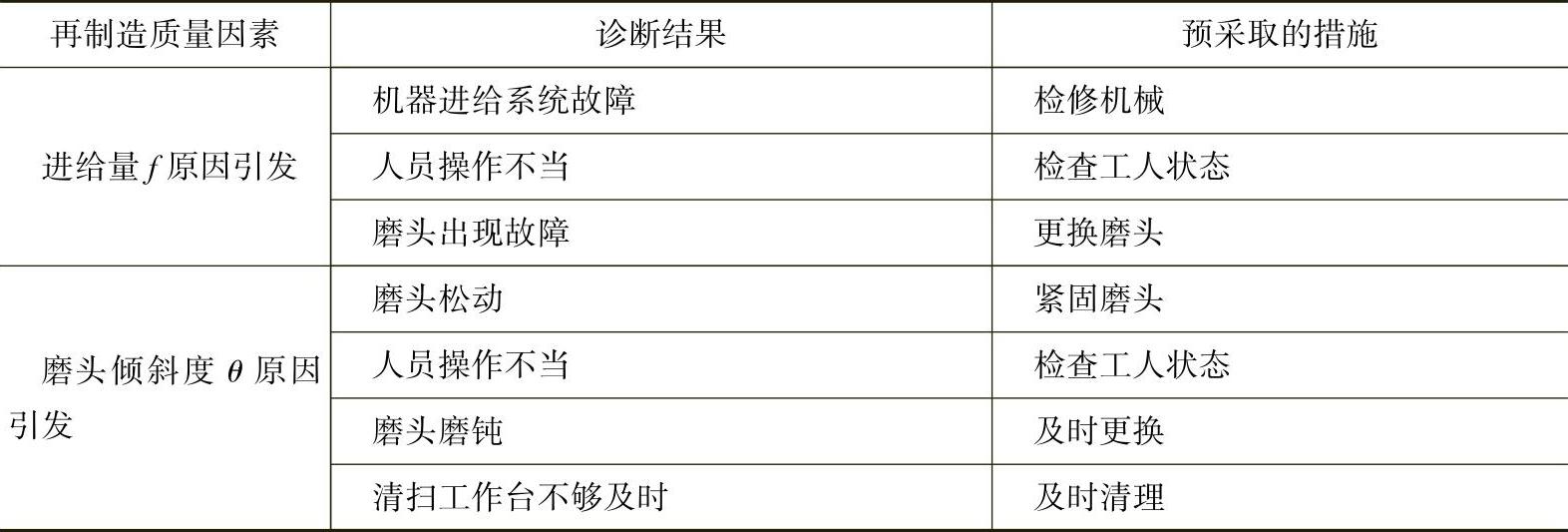
根据以上计算与分析得知,再制造过程出现质量异常的诊断结果,输入到再制造过程专家系统中。根据以往再制造过程的质量问题、不同的质量异常,进行推理提出相应的质量影响因素,并从人、机、料、法、环、测等方面入手对再制造过程出现的异常进行诊断,得出本次质量异常的诊断结果。得出的结论与需要采取的调整措施见表6-14。
表6-14 再制造过程质量异常诊断结果与调整措施
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。