



纯Al2O3陶瓷以Al2O3为主体(w(Al2O3)>99%)并添加少量助烧剂,如MgO、NiO、TiO2等烧结而成的陶瓷。在Al2O3陶瓷成分中添加助烧剂的主要目的是为了降低烧结温度,避免晶粒过分长大,这有利于提高Al2O3陶瓷的抗弯强度,但其高温性能却有所降低。纯氧化铝陶瓷刀具的特点如下。
1.氧化铝陶瓷刀具的硬度和耐磨性
氧化铝陶瓷的硬度很高,一般在90HRA以上。即使在高温下,其硬度仍然较高(见图5-1、表5-2)。
从图5-1及表5-2中可以看出,Al2O3陶瓷的硬度在室温和高温下均高于硬质合金,而且随着温度的升高,氧化铝陶瓷刀具硬度降低的程度远小于硬质合金。高的高温硬度决定了这类陶瓷在高温下仍具有良好的耐磨性,因此氧化铝陶瓷刀具适合高速切削。
表5-2 几种刀具材料在室温及高温的硬度

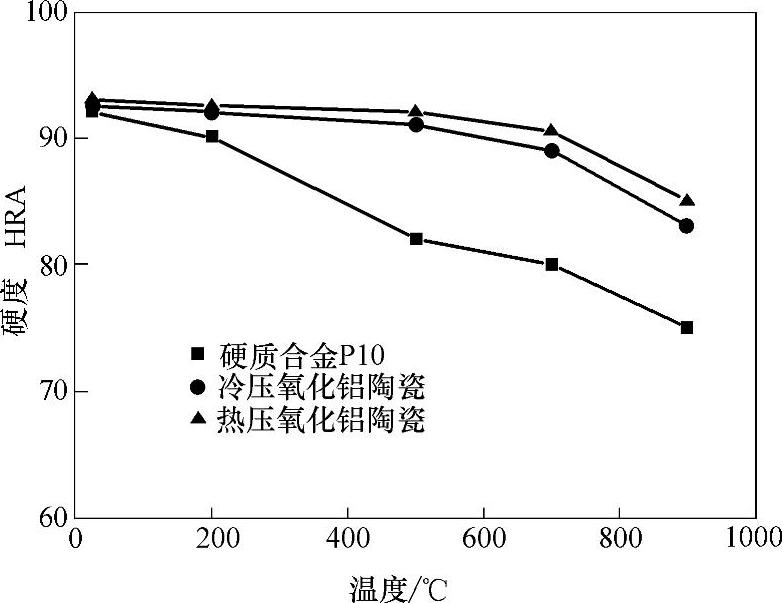
图5-1 氧化铝陶瓷与硬质合金的硬度随温度的变化曲线
由于氧化铝基陶瓷刀具耐磨性良好,因此具有高的刀具寿命。加工钢材时,在有些情况下比碳化钛基硬质合金的寿命还要高。从图5-2中可以看出,氧化铝陶瓷刀具的寿命与切削速度关系曲线比WC基或TiC基硬质合金平缓。
2.氧化铝陶瓷刀具的强度
纯氧化铝陶瓷在常温下的抗弯强度较低,一般在600MPa以下,只有硬质合金抗弯强度的40%左右。因此氧化铝陶瓷的脆性大、断裂韧度差,不能承受冲击负荷。图5-3所示为氧化铝陶瓷的抗弯强度随温度的变化情况。从图中可以看出,随着温度的升高,硬质合金的抗弯强度急剧下降,而氧化铝陶瓷的抗弯强度则变化较平缓,在1200℃其抗弯强度变为硬质合金的80%左右。
氧化铝陶瓷在常温下的抗压强度可高达3000MPa,高温下也能保持很高的抗压强度,在1100℃下的抗压强度相当于钢在室温下的抗压强度,这表明氧化铝陶瓷刀具具有很好的高温抗塑性流动性能。
3.氧化铝陶瓷的热性质
氧化铝陶瓷的热导率[16.74W/(m·℃)]约为硬质合金的1/5~1/2,线胀系数(8×10-6/℃)比硬质合金大10%~30%。由于氧化铝陶瓷刀具材料的导热性差,故切削温度随切削速度的变化比硬质合金刀具材料高,如图5-4所示。在高的切削温度下,由于大部分切削热累积在切削刃上不容易扩散开,因而能防止刀具整体的热膨胀,这对于保持大型工件的尺寸精度特别有利。
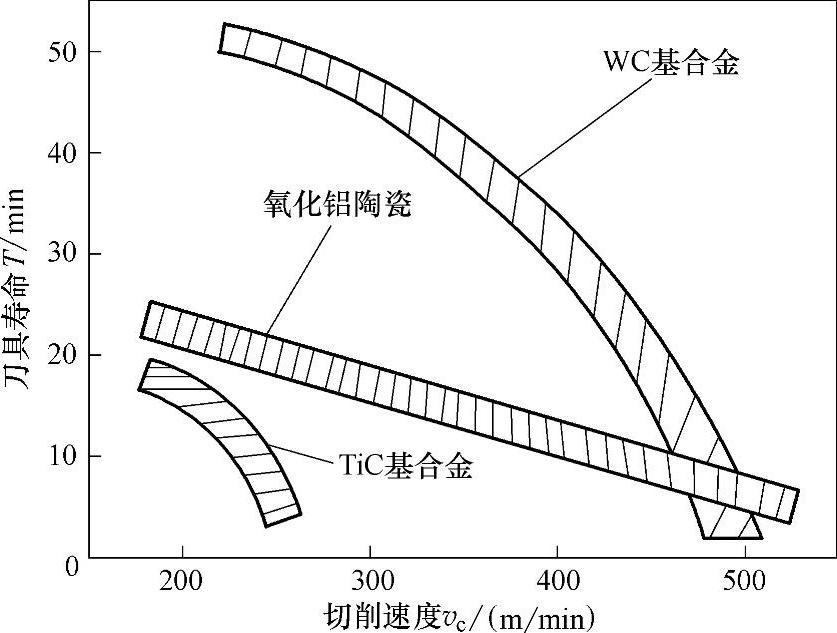
图5-2 不同刀具寿命的随切削速度的变化曲线
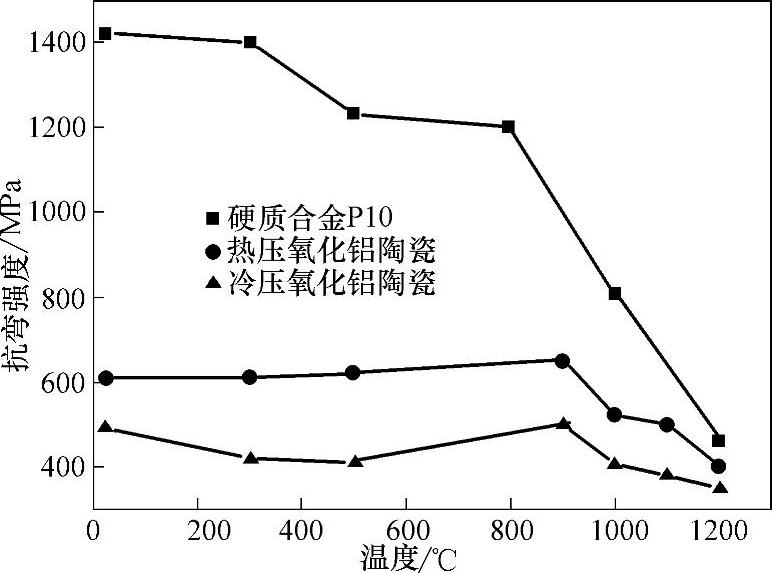
图5-3 氧化铝陶瓷的抗弯强度随温度的变化曲线
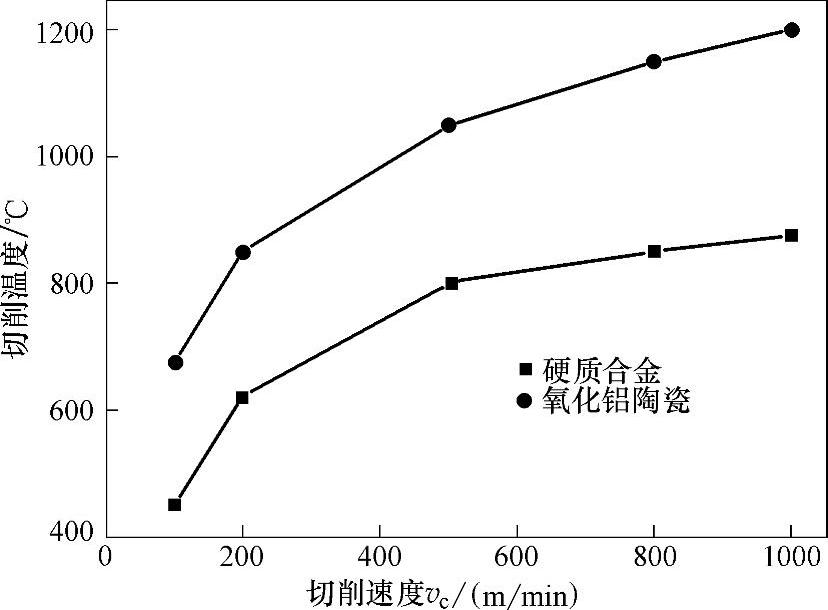
图5-4 氧化铝陶瓷刀具和硬质合金刀具的切削温度随切削速度的变化曲线
由于材料的抗热震性能与材料的热导率、抗弯强度成正比,而与弹性模量、线胀系数成反比,因此氧化铝陶瓷的抗热震性能较差,当温度变化较大时,容易产生裂纹(见表5-3),所以不推荐采用湿式切削。
表5-3 氧化铝陶瓷刀具急冷时的破坏与初始温度的关系

注:○:5次没有破坏;△:2~5次之间破坏;×:1次破坏。
氧化铝陶瓷优良的高温性能使其能够以高的速度进行切削,允许的切削速度可比硬质合金高2~10倍。
4.氧化铝陶瓷刀具的抗氧化性(https://www.xing528.com)
氧化铝陶瓷本身就是氧化物,因此抗氧化性特别好。表5-4所示为几种不同刀具材料的氧化温度。可以看出,氧化铝陶瓷的氧化温度远远高于高速钢和硬质合金刀具材料。图5-5所示为氧化铝陶瓷和硬质合金在空气中的抗氧化性能。可以看出,和硬质合金刀具及涂层硬质合金刀具相比,氧化铝陶瓷刀具仍然具有相当高的抗氧化性,它的切削刃即使处于红热状态下也能长时间继续切削,因而氧化铝陶瓷刀具特别适于高速切削和加热切削。
表5-4 几种不同刀具材料的氧化温度

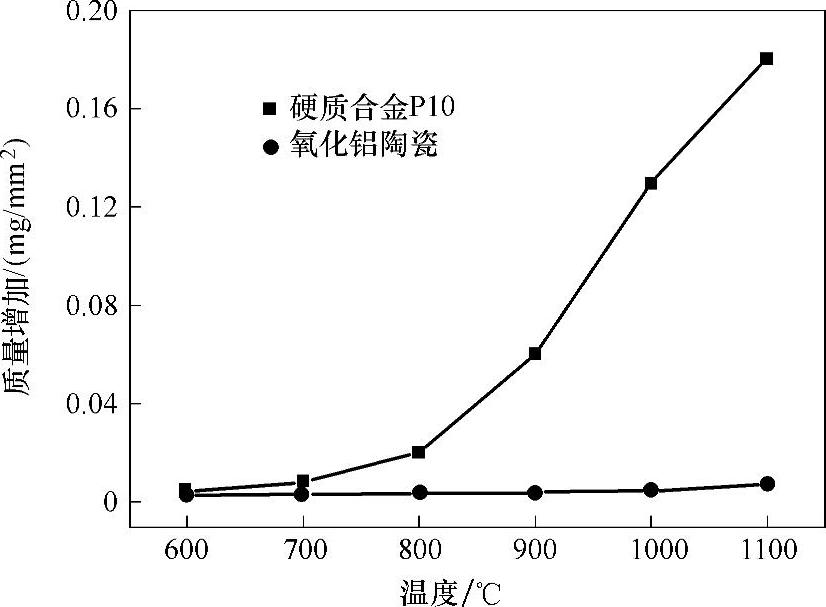
图5-5 氧化铝陶瓷和硬质合金的抗氧化性能(空气中保持1h)
5.氧化铝陶瓷刀具的抗粘接性
氧化铝和大部分金属的润湿性较差,因此很难与金属粘接。表5-5所示为氧化铝与其它刀具材料和15钢的粘接温度。可以看出,氧化铝陶瓷的粘接温度远远高于其它几种刀具材料。因此氧化铝陶瓷具有良好的抗粘接性,在切削时的摩擦因数较低。图5-6所示为不同刀具材料与钢摩擦时的摩擦因数与速度的关系(压力500MPa)。
表5-5 氧化铝与其它刀具材料和15钢的粘接温度

由于氧化铝陶瓷刀具切削时的摩擦因数较小,切屑不易粘接在刀具上,不易产生积屑瘤,故加工表面粗糙度较低(见图5-7)。一般精车钢时,表面粗糙度可达0.6~1.25μm,精车铸铁时可达0.25~0.63μm。加工钢件时切削力小、不易产生积屑瘤和粘接磨损,加工后零件的表面粗糙度值小,因而在生产中对某些零件常用氧化铝陶瓷刀具来获得以车代磨的效果。
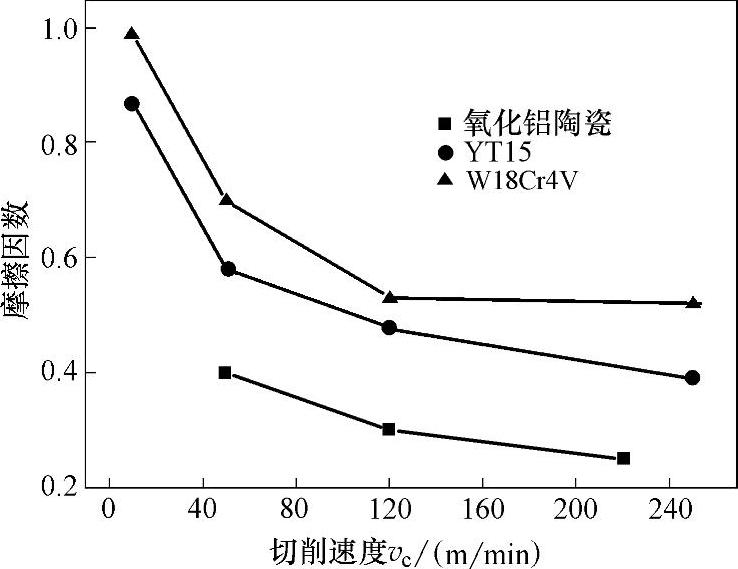
图5-6 不同刀具材料切削钢时的摩擦因数与切削速度的关系(压力500MPa)
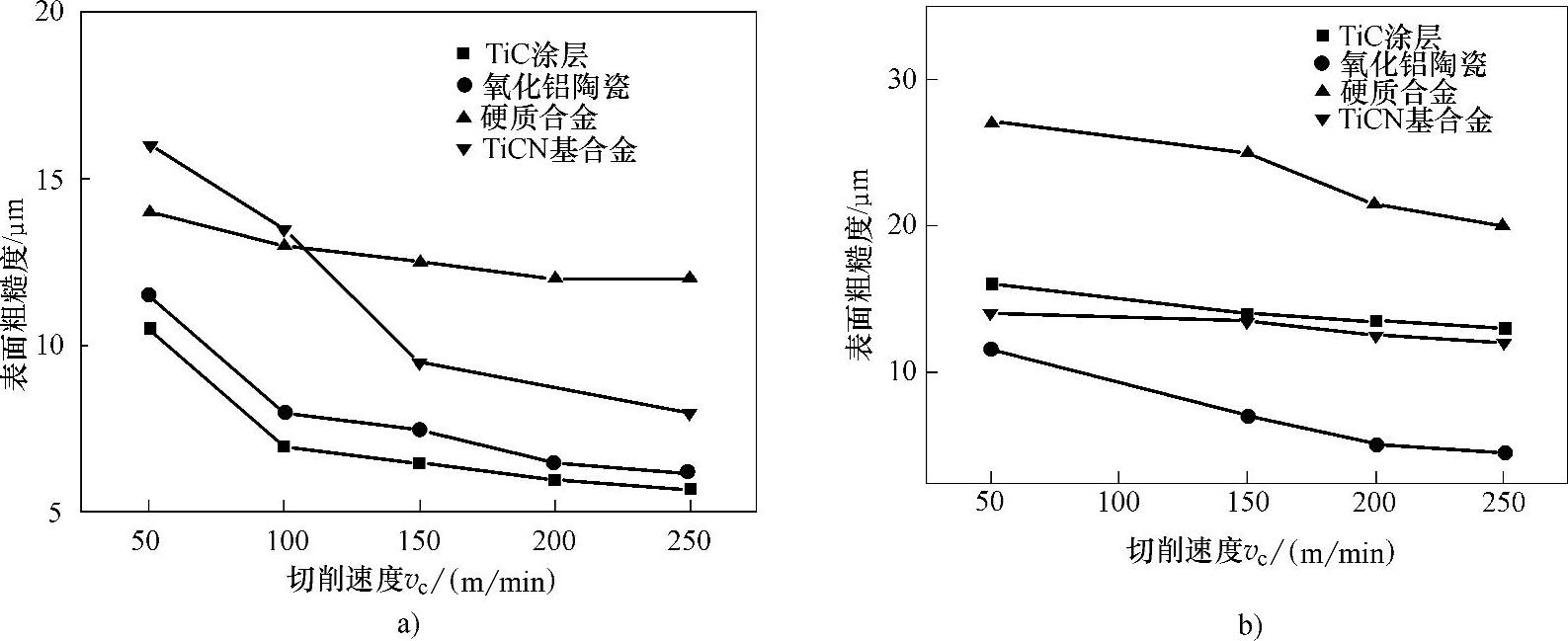
图5-7 氧化铝陶瓷和硬质合金刀具加工表面粗糙度比较(切削用量:f=0.2mm/r,ap=1.5mm)
a)切削初期 b)切削15min后
6.制造工艺对氧化铝陶瓷刀具性能的影响
氧化铝陶瓷刀具有多种生产工艺。在1938—1960年间,氧化铝陶瓷采用冷压法(CP)制造。1960以后出现了热压法(HP)和热等静压法(HIP)。不同工艺制造的氧化铝陶瓷性能不同。表5-6列出了用不同制造方法生产的氧化铝陶瓷性能。可以看出,HIP法生产的氧化铝陶瓷的硬度和抗弯强度最高。表5-7列出了不同方法制造的氧化铝陶瓷刀片的抗崩刃性能比较。可以看出,HIP法生产的氧化铝陶瓷抗崩刃性能较冷压及热压陶瓷的性能均好。图5-8所示为不同方法制造的氧化铝陶瓷刀具铣削铸铁时后面磨损与切削时间的关系。从图中可以看出,HIP法生产的氧化铝陶瓷的耐磨性最好。
表5-6 不同制造方法生产的氧化铝陶瓷的性能

表5-7 不同制造方法生产的氧化铝陶瓷的抗崩刃性能

注:○切削后无崩刃;×切削后有崩刃。
可以看出,HIP法生产的氧化铝陶瓷性能最好,这是因为HIP法制造的氧化铝陶瓷可以提高陶瓷的致密度,并陶瓷可以提高陶瓷的致密度,并且晶粒细小均匀。因此现在主要采用该法生产氧化铝陶瓷。
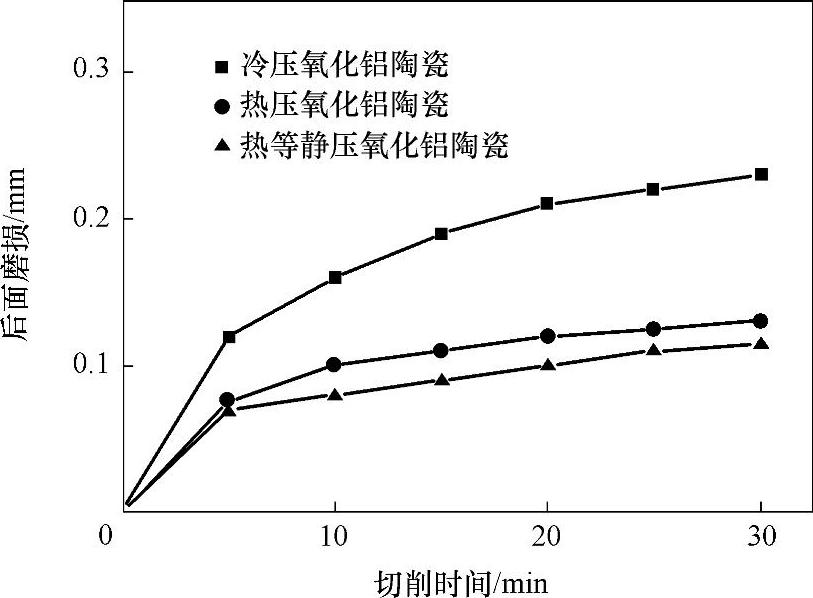
图5-8 不同方法制造的氧化铝陶瓷刀具铣削铸铁时后面磨损与切削时间的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。