



塑料薄膜是指厚度小于0.25mm的薄形塑料制品。塑料薄膜成型方法有几种,如压延法、挤出平膜法、挤出流延法、挤出拉伸法等。挤出吹塑法成型薄膜是塑料薄膜挤出成型生产中生产量最大的一种成型方法。用这种方法挤出成型生产时,首先从模具挤出有一定壁厚的筒状膜坯,然后吹入压缩空气,把筒状膜坯吹胀成满足工艺要求的泡筒直径和壁厚,经冷却定型后即为吹塑薄膜制品。
挤出吹塑法成型的薄膜与用压延机压延成型的薄膜比较,有以下特点:
1)挤出吹塑薄膜的工程项目投资少、筹建周期短、设备占地小、生产操作用工少。
2)挤出吹塑薄膜生产线用的设备少、结构简单、操作比较容易。
3)挤出吹塑薄膜生产过程中,无边角废料、能源消耗比较小、薄膜生产费用比较低。
4)挤出吹塑生产的薄膜制品尺寸规格比较多,厚度在0.01~0.30mm之间,薄膜的展开宽度最大可达20m。
吹塑薄膜与压延膜比较,不足之处是:
1)与压延成型薄膜的厚度公差相比,挤出吹塑薄膜的厚度公差大些。
2)挤出吹塑薄膜时采用风冷却定型,降温速度慢,限制了挤出吹塑薄膜的生产速度。所以与压延法生产比较,产量要低许多。(https://www.xing528.com)
3)挤出吹塑薄膜的拉伸强度低于压延成型薄膜。
塑料薄膜广泛应用在工业、农业、国防工业及人们日常生活的各个领域中。吹塑薄膜多用在轻工、化工、食品和纺织工业制品的包装中,用以防潮、防尘和防腐蚀的保护;在农业生产中,用来育苗、保温、保湿、防风和防病虫害,对农业作物生产提高产量有很大帮助。
塑料薄膜挤出吹塑成型用辅机组成的生产线,常见到的有三种形式,即上吹法、下吹法和平吹法(见图4-35示意图)。其中,应用最多的是上吹法挤出吹塑成型薄膜,这种方式挤出机生产线中辅机的组成见图4-36。生产线中的主要设备有挤出机、成型模具、冷却风环、人字形导板、牵引辊和收卷装置。
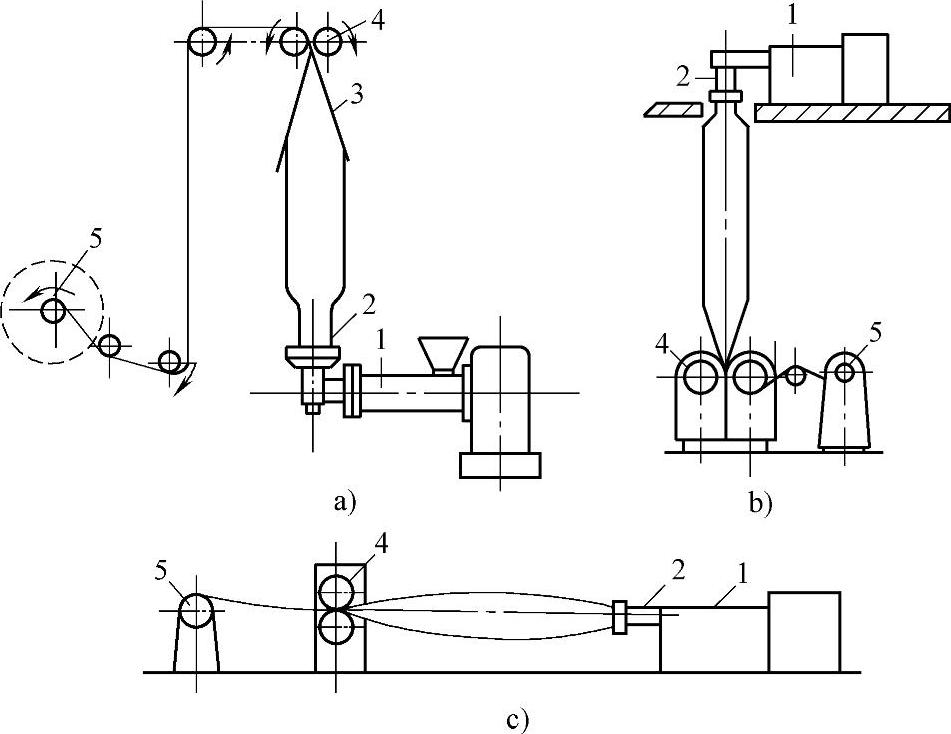
图4-35 塑料薄膜挤出吹塑成型设备布置示意图
a)上吹法 b)下吹法 c)平吹法
1—挤出机 2—成型模具 3—人字形导板 4—牵引装置 5—卷取装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。