



1)成型模具中口模直径的确定,既要注意与螺杆直径的匹配,也要考虑吹塑薄膜制品的幅宽(幅宽是指薄膜的折幅宽,即实际膜宽度的1/2),同时还要注意吹塑薄膜用原料性能影响。表4-22列出口模直径与不同原料吹塑薄膜幅宽的关系,可供设计成型模具时确定口模直径尺寸时参考。
2)按吹塑薄膜用原料的不同,选择较适合吹膜成型的模具结构:聚氯乙烯树脂吹塑薄膜,应优先选择芯棒式模具,也可应用十字形模具;聚乙烯和聚丙烯树脂吹塑薄膜,由于其性能稳定,熔料流动性好,可应用任何结构形式的模具成型;聚苯乙烯、聚酰胺和聚碳酸酯吹塑薄膜,应优先选用芯棒式模具,其他类型模具结构也可应用。
3)吹塑模具安装时要校正模口面,使之呈水平状态,连接螺栓应涂二硫化钼,以方便模具的拆卸。
4)调整口模间隙,用塞尺检测,使模口在整个圆周上的间隙均匀一致。
5)风环、人字形导板和牵引辊三者位置应检查一下,调整三个装置的中心线应都在模具口模中心线的延长线上;同时校正风环位置、间隙及风量,人字形导板角度和牵引辊的压紧程度要适当,符合工艺要求。
6)挤出机的机筒、模具升温达到工艺要求后恒温1h,向机筒内加料,同时起动空气压缩机、风机和牵引装置。
7)塑化熔料从口模挤出时,先清除污料(用铜铲或铜刷)、涂上石蜡,直至挤出熔料塑化均匀无污染料,开始抓泡;膜泡上端头要沿牵引辊平行方向拍扁粘合在一起,引至牵引辊,夹紧,不能让膜泡内的空气从此处跑漏掉;此时应适当向膜泡内吹入压缩空气(注意:送气要适量、均匀,不可使膜泡出现忽大忽小的变化,抓泡提拉膜泡运行速度要平稳,过快易拉断、过慢会出现塌泡,直至把膜泡送入牵引辊,低速运行)。
8)牵引膜泡达到正常运行后,即可对冷却定型的薄膜进行质量检测,然后依据检测膜的厚度、幅宽和质量状况,对向膜泡内的送气量、风环的风量、人字形导板角度、牵引辊的夹紧力和挤出及牵引速度进行适当的调整,直至制品质量符合工艺要求。
9)挤出吹塑薄膜的吹胀比,是指被吹胀膜泡直径与口模直径的比值。两者间的关系选择,应考虑原料的性能及对膜泡运行稳定性的影响,同时应注意对制品强度及质量的作用。挤塑薄膜吹胀比的选择:PP和PA料生产吹塑膜时,吹胀比为1~1.5;PE料生产吹塑膜的吹胀比为1~2.5;LLDPE料的为1.5~2;PVC和LDPE的为2~3;HDPE的为3~5。在实际生产中,注意吹胀比值应尽量取中间值。这样既方便操作,又能使膜的纵、横向强度值接近。特殊需要的小直径膜泡吹胀比,最大可达6左右。
10)牵伸比是指牵引辊牵引膜泡的速度与熔料挤出口模时的速度之比。选择这个比值时,应注意膜制品厚度和吹胀比间的影响关系。
11)膜泡冷却降温方式的选择,要注意吹膜用原料性能和膜制品的质量要求:一般料的吹塑薄膜冷却多采用风冷;对于透明度要求高的聚丙烯料吹膜,应采用水冷却;较大直径膜泡为加快冷却生产速度,应考虑膜泡管内外同时用风冷却。
12)辅机操作维护应注意下列事项:
①正常生产中要经常检查机筒、模具的工艺温度变化,注意保持各部位工艺温度在允许范围内波动;主、辅机用电动机的电流不允许长时间超负荷工作。
②保持模具口处清洁,及时清理挂料线,以保证膜的外观质量;注意及时调整风环吹风量的变化和保持吹向膜泡风量分布的均匀性。
③认真按操作规程进行生产操作,在正常生产中,经常观察膜泡的外观质量,必要时应及时更换过滤网。
④停产时,一般不需清理模具(指挤出聚烯烃料、聚氯乙烯类热敏性料时,停机时必须对模具进行清理干净)。但下次开车前,模具必须充分升温加热,然后才可低速开车,把模具内存料挤出。
⑤停产时,挤出PVC料生产对模具必须进行清洗、拆卸模具、清除各零件上残粘料(注意:要用铜刷、铲等工具清理),然后重新组装。模具型腔表面要涂一层二硫化钼高温润滑油,进出口端部要封严,防止灰尘及杂物进入。
⑥装配组合模具中各零件时,各紧固连接螺纹要涂一层二硫化钼润滑油,以方便下次拆卸。
⑦对牵引辊的维护应注意下列几点:
a.牵引辊中钢辊和橡胶辊的辊面接触夹紧力要适当,过紧会降低膜折叠处的强度、过松牵引膜易打滑。(https://www.xing528.com)
b.不许膜泡在结成疙瘩状时强行通过牵引辊,以防止辊体损坏或变形。
c.操作中切断膜时,注意不许划伤辊面。
d.停机时要把牵引辊中的钢辊和橡胶辊辊面调开一个距离,防止两辊长时间处在压紧状态时引起辊面变形。
e.长时间停机时,钢辊辊面要涂防锈保护油,辊面上不许存放重物。
表4-27~表4-29中列出国内部分生产厂制造的吹塑薄膜用辅机型号和基本参数,可供应用时选择参考。
表4-27 上海挤出机厂吹膜辅机技术参数
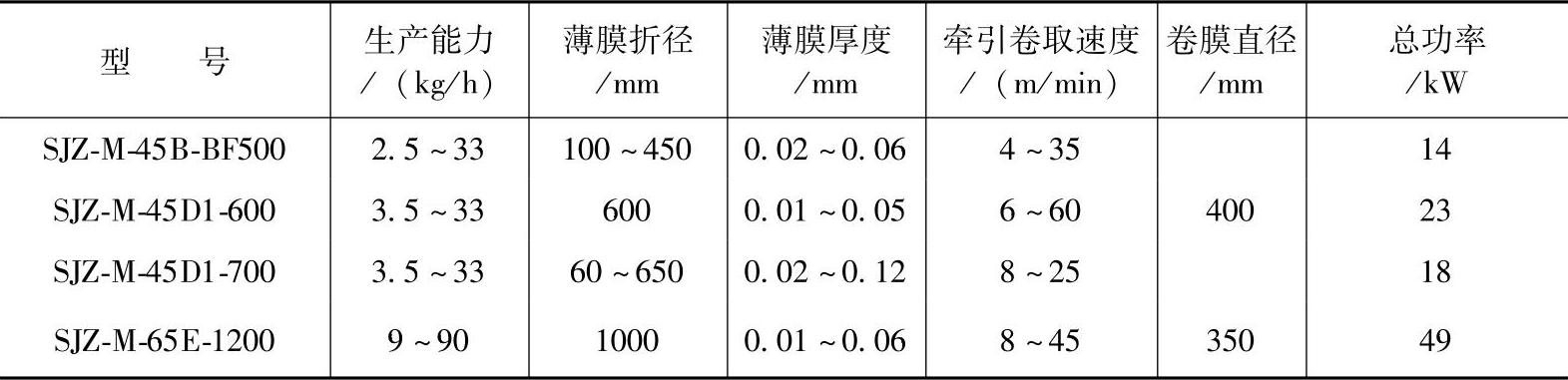
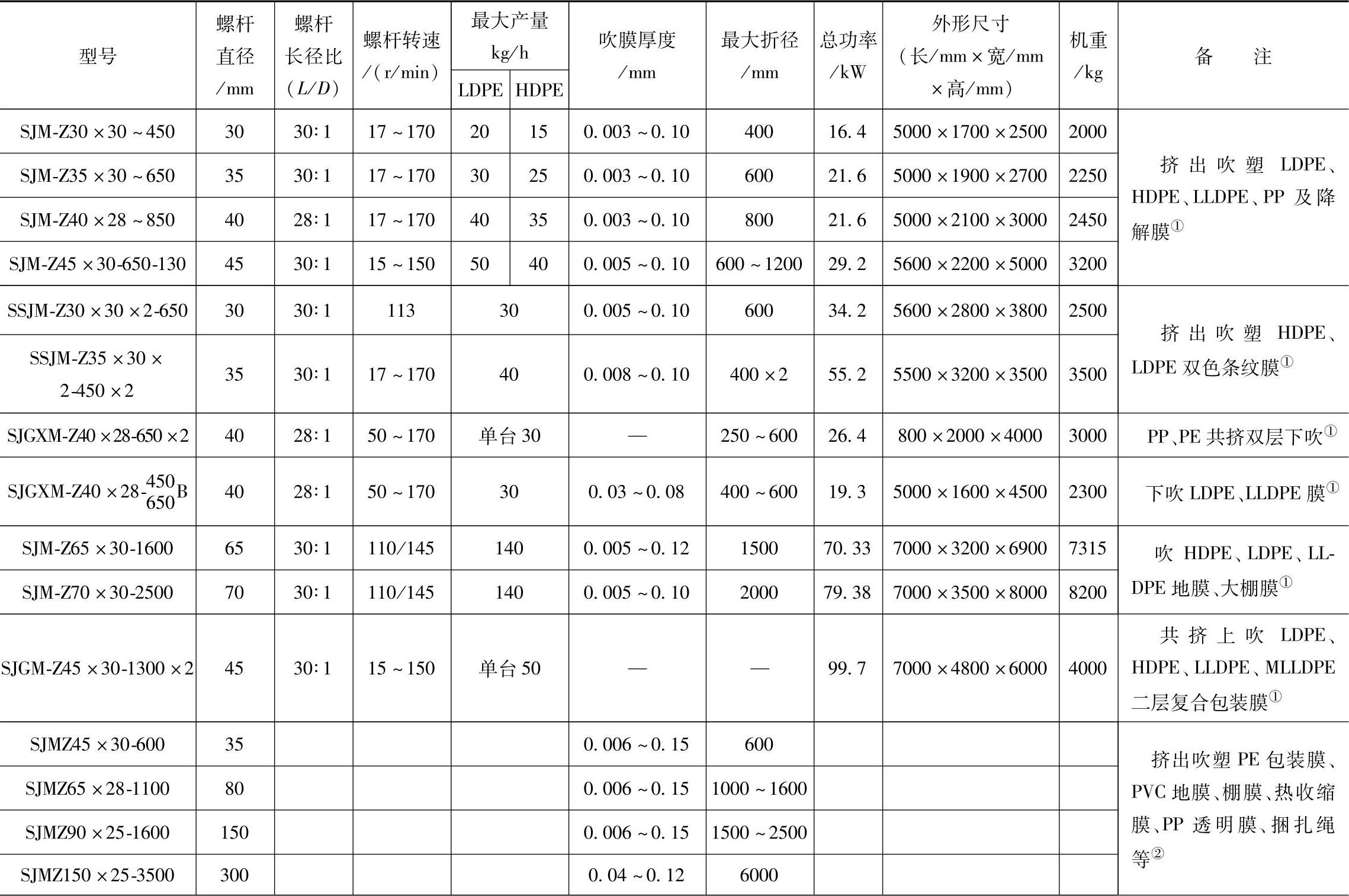
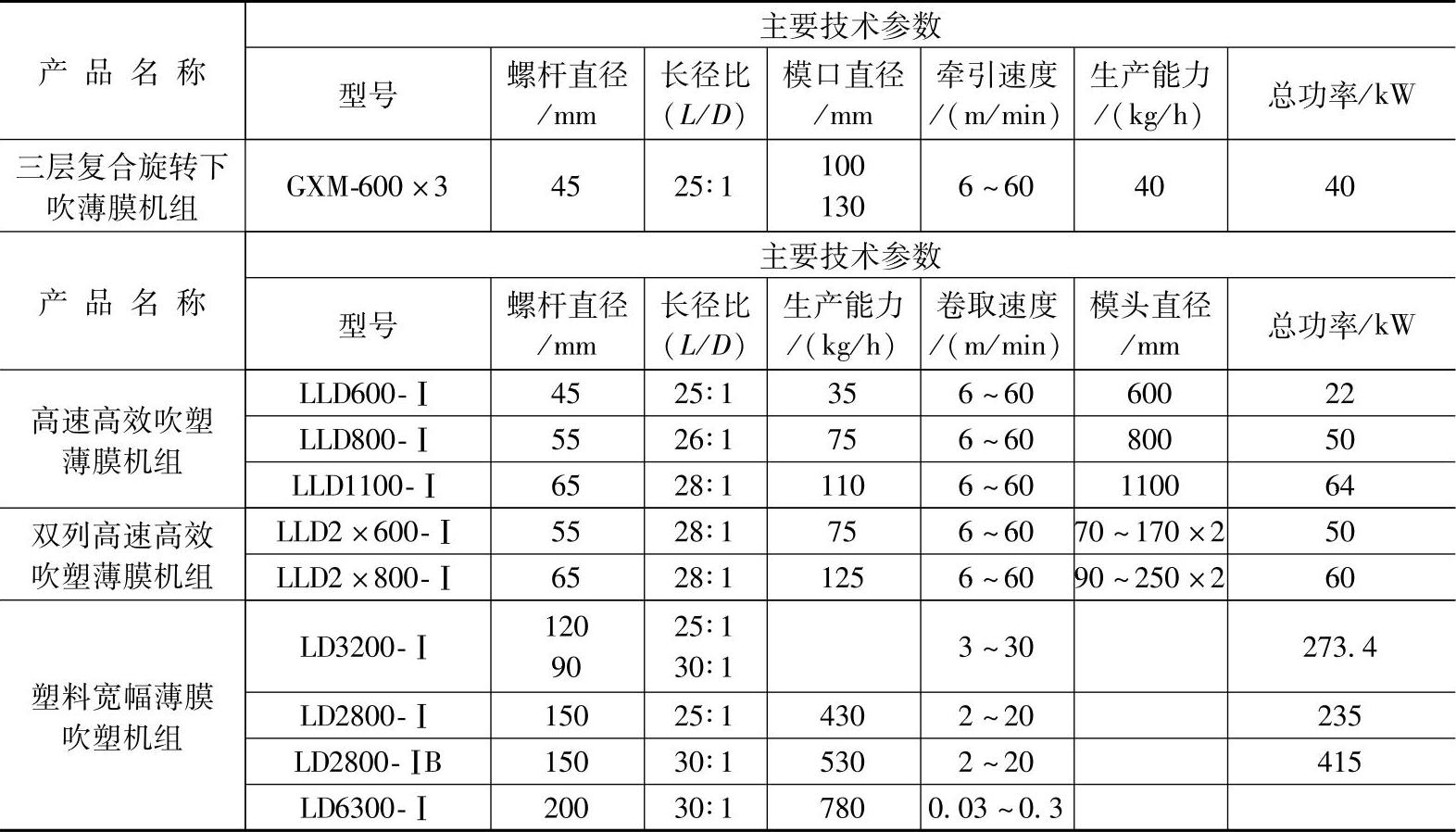
表4-28 挤出吹塑薄膜设备基本参数
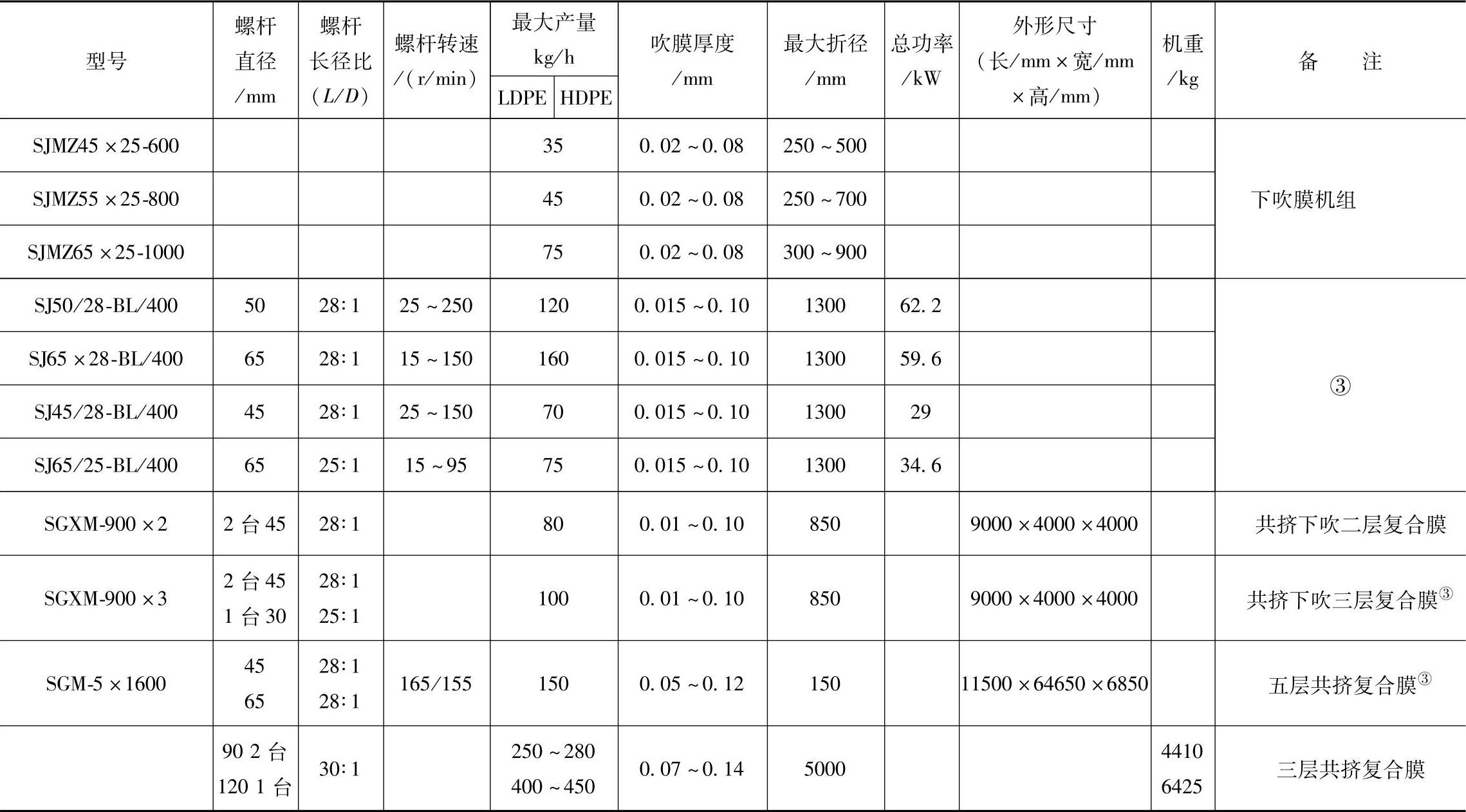
(续)
①为大连政华详塑料机械有限公司,大连冰山橡塑股份有限公司和大连塑料机械厂产。
②为北京英特塑料机械总厂产。
③为湖北省轻工业机械厂产。
表4-29 山东塑料橡胶机械总厂吹膜辅机技术参数
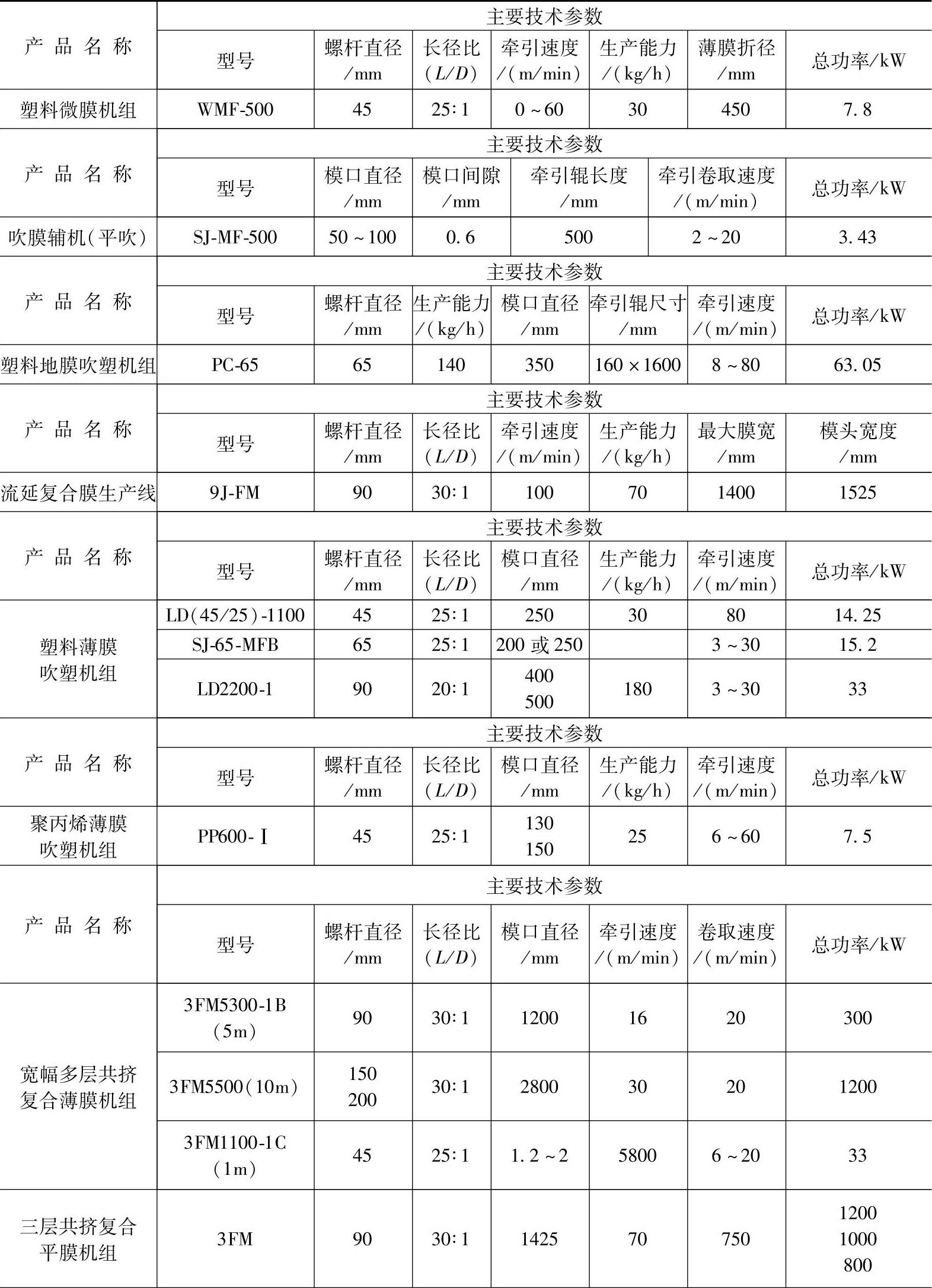
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。