



非平衡布置时,流道的总长度较短,但是浇口射出的熔料压力不同,影响成型制品的质量。可以通过各流道甚至浇口尺寸的调节,实现浇注系统各输出点的压力相等。浇注系统的平衡处理,在注射模的设计和注射生产中,具有实用意义。非平衡布置的流道尺寸计算原理和步骤与平衡布置相同。其区别和难度在于流道尺寸的初步拟定。
1.流道平衡计算
如图8-41所示的非平衡布置流道系统,为使熔体在分流道输送中就达到平衡流动,熔体必须以相同压力降,同时到达各分流道末端。
如图8-41a所示,具有公共上游半径Ru的两个任意分支分流道半径Rr和Rs,Rr和Rs又分别为下游各分支的半径。其中Rr流道以下有m级支流道;Rs流道以下又有n级支流道。熔体能同时到达这两条路径末端,两支叉的熔体流动的压力降应相等
图8-41 分流道非平衡布置线图
a)流道系统非平衡布置线图 b)一模六腔非平衡布置流道

式中 m、n——分别为Rr和Rs再分支的流道数;
Rr、Qr、Lr和Rs、Qs、Ls——分别为两分支流道的半径、流量和长度;
Rk、Qk、Lk和Rl、Ql、Ll——分别为两分支的再分支流道的半径、流量和长度
k=1,2…m;l=1,2…,n。
根据熔体在分流道中剪切速率相同原则,有
代入上式,化简后得两流道间的半径比
同理,在熔体流动前沿更新时,各分支流通道内的剪切速率仍应相等。若令u、d分别表示上游和下游分流道数,则有下面的关系式

式中 ,i=1,2,…d-1。
,i=1,2,…d-1。
若将 用下游分支流道半径比表示,有
用下游分支流道半径比表示,有

将此式与式(8-27a)相乘有

将(8-27c)代入(8-26)式,可得到非平衡布置流道几何关系的比例式

此式中j是对于r和s,两支路上的节点编号,含义同k或l。因此dj是对于第“j”节点下游的分流道数目。即
显然,Lk与Ll应为与Rdj对应的长度。
式(8-26)和式(8-27)在分流道各段长度已知时,可限定分流道的总体积,来计算各分流道半径。也可根据型腔充模需要,先确定某分流道的半径,再计算其他分流道半径和流道体积。但是,此两式与塑料的流变性质无关。计算结果是否可行,还需与注射工艺和注射机技术参数结合,进行充模速率和压降的多次校核修改。
[例]一模六腔的流道布置.如图8-41b所示。主分流道长度L1=L4=L7=2cm。支分流道长L2=L3=L5=L6=L8=L9=1cm。根据型腔充模需要,R5=R6=0.25cm。求分流道半径及流道系统总体积。
[解]根据已知条件,在下游无支流时可由式(8-28)得
而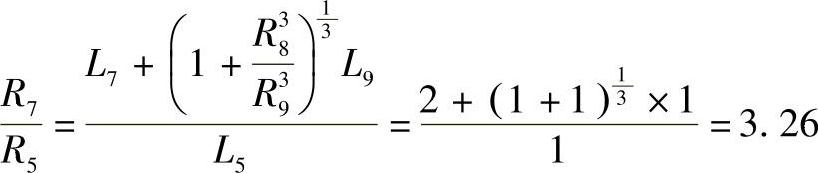

由上下游流道半径关系式 ,有
,有
R37=R38+R39=2R38,得R7=1.26R8
R43=R35+R36+R73=(1+1+3.263)R35=36.65R35,得R4=3.32R5
R31=R32+R33+R43=(1+1+5.323)R32=152.57R32,得R1=5.34R2
又由R5=R6=0.25cm代入上述半径比,可得
流道号 1 2 3 4 5 6 7 8 9
长度/cm 2 1 1 2 1 1 2 1 1(https://www.xing528.com)
半径/cm 0.8330.1560.1560.8300.2500.2500.8150.6470.647
流道总体积
图8-42 型腔体积10cm3的六腔非平衡布置线图
a)流道布置 b)布置线图
2.计算示例
现有非平衡布置一模六腔如图8-42所示,图中浇口间距离L1=6cm,L2=L3=L5=L6=L8=L9=3cm,L4=2cm,L2=7cm。六型腔容积均为10cm3。采用圆形流道,矩形侧浇口长L=0.1cm,截面边长W·h=0.15×0.07cm。用PC物料注射,在流道中熔体温度为300℃。
(1)以熔体同时到达各分流道末端,作流道尺寸的初步拟定 由式(8-28),作图8-42b的布置线图,列出如下方程
可确定R2=0.3cm,由此解出所有流道半径,并将直径圆整到1mm。
流道号 1 2 3 4 5 6 7 8 9
长度/cm 6 3 3 2 3 3 8 3 3
计算半径/cm 0.378 0.30 0.30 0.538 0.136 0.136 0.532 0.422 0.422
圆整半径/cm 0.4 0.3 0.3 0.55 0.15 0.15 0.55 0.4 0.4
(2)以熔体的充模速率和压力损失校核流道尺寸 由于塑料熔体的非牛顿性,对上述结果进行修正校核的最终结果见表8-7。
表8-7 各段流道流过熔体的体积计算
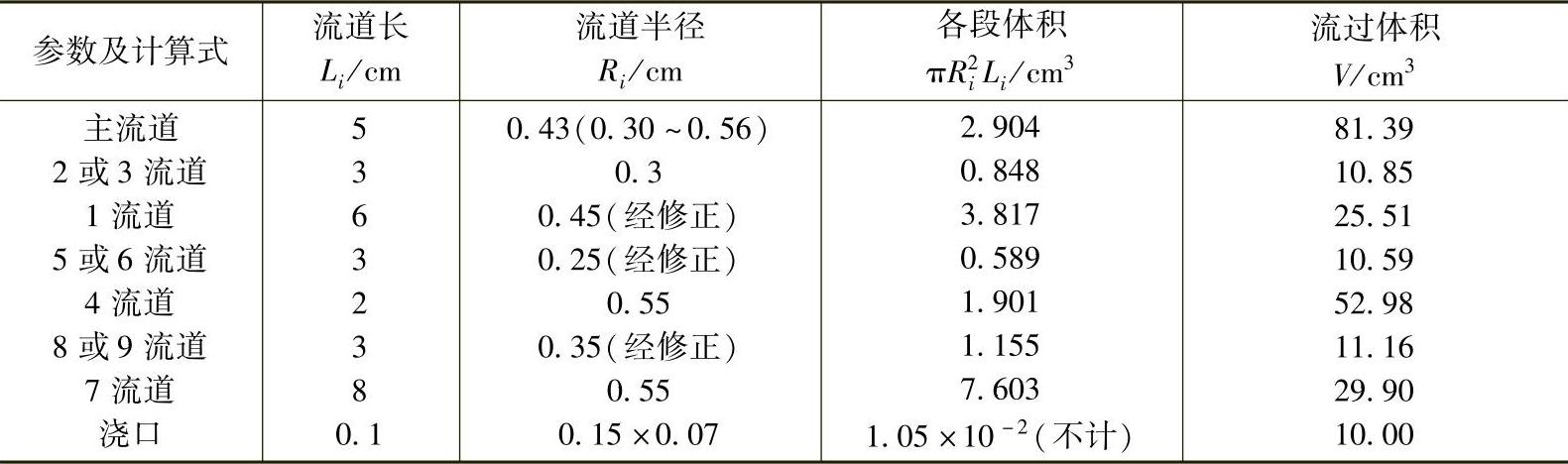
由主流道熔流求充模时间
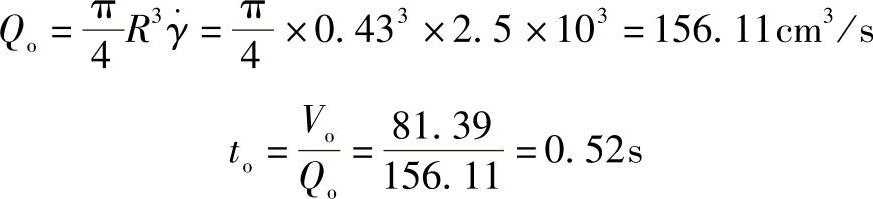
由浇口熔流求充模时间
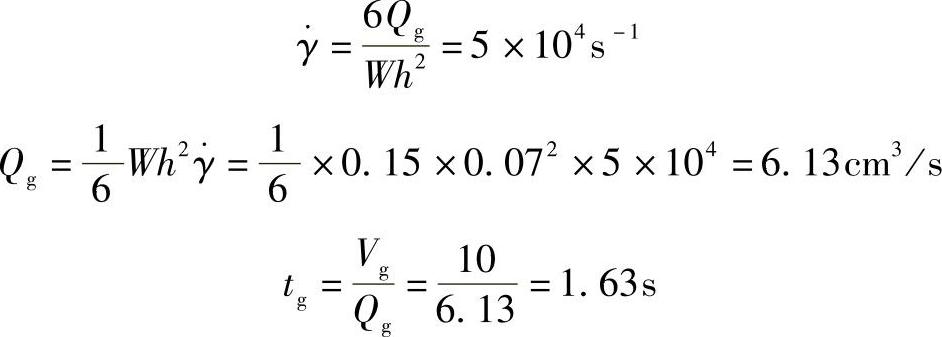
充模时间

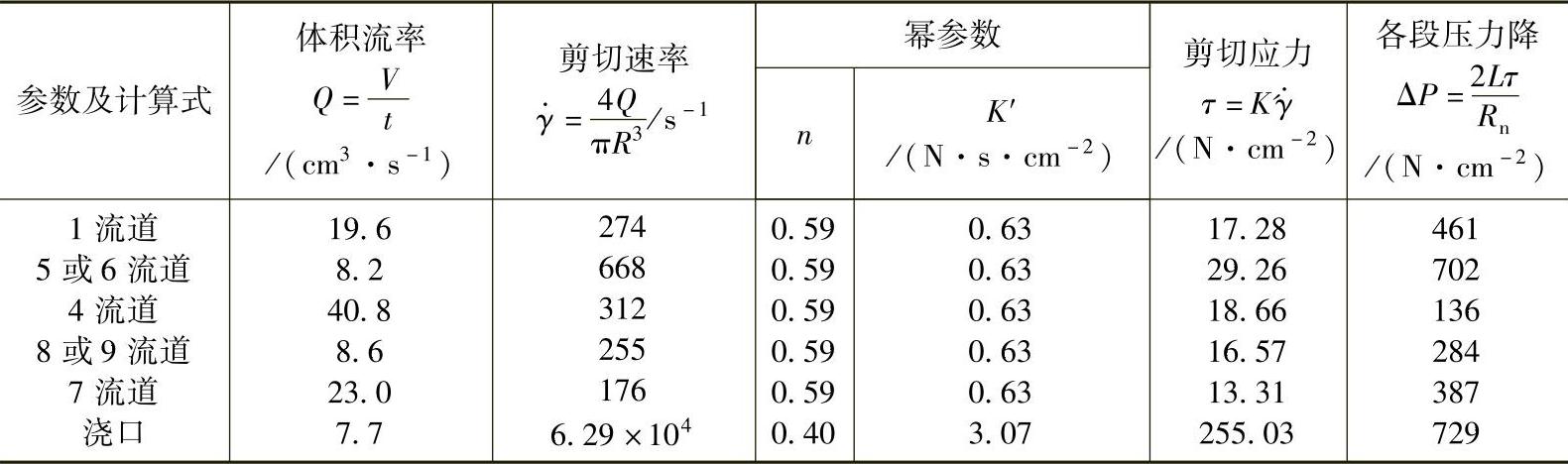
查表2-5得重庆长风GF20的聚碳酸酯在300℃下的n和K′,计算过程见表8-8。
表8-8 各段流道的压力损失计算

(续)
矩形侧浇口的剪切速率

查得n=0.40,K′=3.07N·s/cm2,得

熔体流过侧浇口的压力降用式(8-17)求得

充模熔体于流道和浇口的压降:
经流道2或3流程:(8.6+4.6+4.3+7.3)MPa=24.8MPa;
经流道5或6流程:(8.6+1.4+7.0+7.3)MPa=24.3MPa;
经流道8或9流程:(8.6+1.4+3.9+2.8+7.3)MPa=24.0MPa。
各注射点的输出压力基本相等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。