



本节结合注射工艺过程进行脱模的热应力收缩分析,可以笔算或应用计算机程序计算。
1.薄壁圆筒注塑件的脱模力计算
应先求出制件包紧型芯的表面正压力,也称为表面接触压力或脱模应力pc(N/mm2),可按两向应力状态,作为薄壁圆筒进行力学分析,可得注塑件壁内周向应力

因冷却收缩,圆筒轴线方向所需脱模力为
Qc=fcpcAc (10-21)
式中,Ac为决定脱模力的几何因素,指注塑件包紧型芯的有效面积。圆筒注塑件有Ac=πd·h。fc是注塑件与钢型芯表面间的脱模系数。它是注塑件在脱模温度下的一种静摩擦系数,受塑料熔体经高压在钢表面固化中粘附的影响。
薄壁圆筒注塑件在模内冷却过程中,存在周向应力στ,径向薄壁收缩应力可略而不计。注塑件沿脱模方向的轴向应力σz,处于半自由状态,故σz=0.5στ。根据广义胡克定律,周向收缩变形会被轴向收缩抵消一部分。因此,总的周向变形是

式中,E和ν为塑料在脱模温度下的抗拉弹性模量和泊松比。由此得周向应力

ετ也是周向的单位收缩量,其热收缩计算式

式中,α是该塑料的线膨胀系数(1/℃);Tp=l是假设模腔压力降到大气压时,模内注塑件开始收缩的温度,可理解为最大热应力温度。温度Tp=1需专门实验测定,工程计算中可用热变形温度近似替代。施力0.46 N/mm2的热变形温度Tf与该温度更为接近。将此Tf称为软化温度。Tj是脱模顶出时的注塑件温度。所以有
ετ=α (Tf-Tj) (10-23)
在现代计算机计算时,用型腔的P-V-T状态方程求出体积收缩率

再由
有ABS其k≈0.43,PS的k≈0.7,PP的是k≈0.6。由周向收缩和体积收缩比值k可得周向收缩
ετ=kSV (10-25)
将式(10-23)代入式(10-22),再代入式(10-20)和(10-21),可得薄壁圆筒注塑件的热应力收缩脱模力计算式

式中,物理参量fc、α、E、Tf、Tj和ν可查表10-3;斜度修正系数K见式(10-28)或查图10-9。
大部分塑料的泊松比ν在0.3~0.4之间,现取ν=0.35。脱模力还受到注射工艺参数诸因素的影响。据实验资料分析,大致有10%~40%的影响程度。因此乘上工艺影响系数1.25,可得薄圆筒注塑件收缩脱模力实用计算式

2.型芯具有斜度的脱模力计算
如图10-8所示,在脱模斜度β≠0时,有收缩脱模力Qc=qAcβ
q为单位面积的抽拔力,与脱模方向相反。Acβ为型芯圆台的表面积
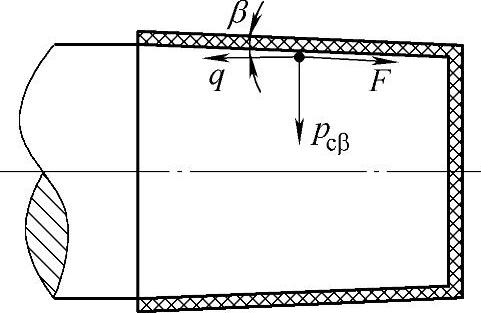
图10-8 收缩脱模力分析
假定注塑件不动,视型芯为研究对象并抽出脱离。于注塑件平均内径rcp处的微小单元上,F是脱模时的单位摩擦力。pcβ是β≠0时,注塑件与型芯间表面的接触应力
在抽拔时,在q作用下,接触应力pcβ降低了qsinβ,故有
F=fc(pcβ-qsinβ)
由轴线方向列出平衡方程式,∑Fx=0
Fcosβ=q+pcβ sinβ
该二式联立后得
由定义
得脱模斜度系数

若β=0,K=1;β>0,K<1。K值不但随β增大而减小,而且还随fc的增大而增加,见图10-9的估算线。由前关系式,收缩脱模力

式中Ac在β≠0时,为平均rcp所构成的假想圆柱表面积。因此对圆筒注塑件
Ac=2πrcph
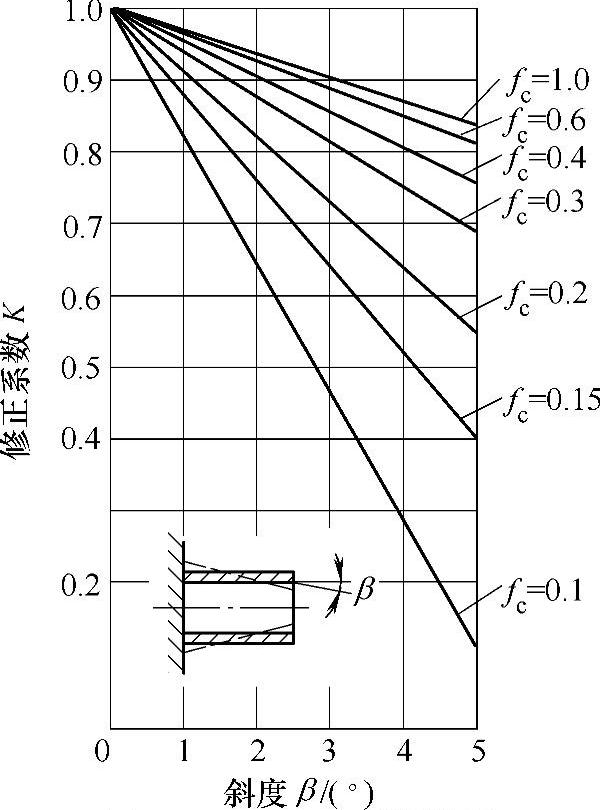
图10-9 β<5°时脱模斜度修正系数K的线图
3.薄壁矩形注塑件盒的脱模力计算
l、b分别为矩形注塑件内壁长度、宽度,h为脱模方向型芯高。仍按两向应力状态进行分析。如图10-10所示,以矩形断面的对称面作为坐标轴,在包含x轴坐标的轴平面截取。
由平衡条件∑y=0,得

可得接触压力
再以包含y轴坐标的轴平面截取,如图10-11所示。由平衡条件∑X=0,得

有接触压力
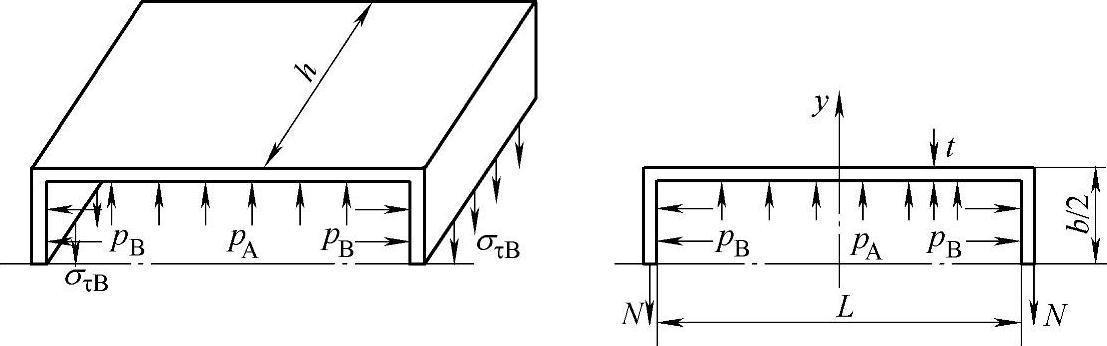
图10-10 薄壁矩形盒的应力分析之一
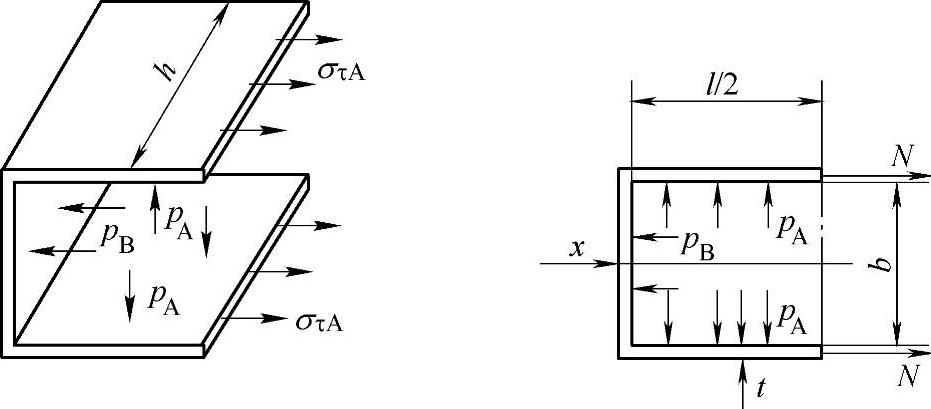
图10-11 薄壁矩形盒的应力分析之二
假设注塑件壁厚为连续弹性体,壁内周向应力相同,即
στ=στA=στB
代入式(10-29a)和式(10-29b)后得

pA并不等于pB。对于两个长边和短边,分别计算收缩脱模力QA和QB。对应的侧向接触面积分别为A′=2lh和B′=2bh。因而可得
QA=fcpAA′=fc(4t)στh
和QB=fcpBA′=fc(4t)στh
所以,可得收缩脱模力是
Qc=QA+QB=8fctστh (10-29c)
注塑件在型芯高度方向的轴向应力σz,由于收缩处于半自由状态,σz=0.5στ。薄壁壳体的径向应力σr=0。代入广义胡克定律得
将此代入式(10-29c),并计入脱模斜度,得薄壁矩形盒的收缩脱模力计算式

取ν=0.35,再乘以工艺系数1.25,得薄壁矩形盒注塑件脱模力的实用计算式
Qc=12KfcαE(Tf-Tj)th (10-30)
式中,物理参量fc、α、E、Tf、Tj可查表10-3;K见式(10-28)或图10-9。
将矩形盒的脱模几何因素折算成圆筒注塑件的几何因素,常用来推导矩形盒的脱模力计算公式,并以折算直径dk来判断矩形盒是否为薄壁。将式(10-20)与式(10-29c)联立,有
可得 ,又矩形盒Ac=2(l+b)h,所以折算直径应为
,又矩形盒Ac=2(l+b)h,所以折算直径应为

4.确定脱模力计算参量和计算实例
在脱模力计算中,正确确定物理参量是困难的。塑料的抗拉弹性模量E,随着温度上升而下降;而热膨胀系数却随温度升高而增大。这对聚酰胺类塑料较明显,因此表10-3中三种聚酰胺的E值为室温时的四分之三。
其中脱模系数fc的确定最为复杂。表10-3所列fc大于钢与塑料滑动系数的2倍以上。脱模系数与模壁温度、保压压力、冷却时间、开模时型腔压力以及顶杆速度等工艺条件有关。脱模系数还与模具型芯的表面粗糙度有关,其数值有较大离散性,见表10-4。表10-3所列脱模系数fc是型芯表面沿着脱模方向抛光,粗糙度达到Ra≤1μm。
表10-3 注塑件脱模力计算参量

表10-4 取决于模具表面粗糙度的脱模系数fc

注塑件被顶接触面上的压力过大,会留下较大内应力而发白,甚至使塑料制品产生塑性变形而损伤开裂。经一些先进模具的脱模机构验算,顶出件作用在注塑件表面上的接触许用压力,大致是该种塑料常温下抗拉屈服应力的1/3,此许用压力[σ]见表10-3。显然,根据许用压力,可计算所需的顶出接触面积、顶杆根数。许多塑料壳体形状虽然复杂,但在型芯上的肋槽、沟坑和桩头等,由于塑料向自身收缩,脱模力可以不计。
[例1]有个PC塑料的闭式套筒,壁厚t=3.5mm,内径d=70mm,高度h=70mm。计算脱模力及估算所需的顶出接触面积。
[解]由表10-3决定有关参数:弹性模量E=2.2×103N/mm2;线胀系数α=6×10-5℃-1;软化温度Tf=135℃;脱模温度Tj=100℃;脱模系数fc=0.65;顶出注塑件许用压力[σ]=26N/mm2。
t/d=3.5/70=1/20属薄壁注塑件;又脱模斜度β=0,故修正系数K=1。由式(10-27)
Qc=10KfcαE(Tf-Tj)th
=10×1×0.65×6×10-5×2.2×103×(135-100)×3.5×70N=7357N需克服的真空吸力

该闭式圆筒制件的脱模力(https://www.xing528.com)
Qe=Qc+Qb=(7357+385)N=7742N
注塑件顶出端面为环形接触面积
a=π(R2-r2)=π [(35+3.5)2-352]mm2=808mm2
若用套筒顶出,接触面上压力

若用顶杆,所需接触面积

[例2]成型HDPE口杯。已知模具型芯的锥角为10°,模具型芯直径为Φ100mm,口杯壁厚为2mm,型芯高度180mm,用热应力解析计算法预测,需多大的脱模力才能使注塑件脱出。
[解]型芯平均半径r=65.8mm,注塑件壁厚t=2mm,型芯高度h=180mm。型芯的横断面面积Ab=πr2=3.14×65.82=13602 mm2。脱模斜度β=5°。由表10-3决定有关参数:HDPE的弹性模量E=895N/mm2;ν=0.38;线胀系数α=12×10-5℃-1;软化温度Tf=74℃;脱模温度Tj=55℃;脱模系数fc=0.43。t/d=2/(2×65.8)=0.0152<0.05为薄壁圆筒注塑件。
由式(10-28)求脱模修正系数

再用图10-9校核,β=5°和fc=0.43时查得修正系数K=0.7650。
由式(10-26)求薄壁圆筒注塑件的收缩脱模力

由式(10-13)求脱模力Qe

[例3]若上例改用PP成型口杯,其他条件不变。已知模具型芯的锥角为10°,模具型芯直径Φ100mm,口杯壁厚为2mm,型芯高180mm,用热应力解析计算法预测,需多大的脱模力才能使注塑件脱出。其脱模力是增大还是减小?
[解]型芯平均半径r=65.8mm,注塑件壁厚t=2mm,型芯高h=180mm。型芯的横断面面积Ab=πr2=3.14×65.82=15602mm2。脱模斜度β=5°。由表10-3决定有关参数:弹性模量E=1350N/mm2;ν=0.33;线胀系数α=7.8×10-5℃-1;软化温度Tf=109℃;脱模温度Tj=60℃;脱模系数fc=0.45。t/d=2/(2×65.8)=0.0152<0.05为薄壁圆筒注塑件。
由式(10-28)求脱模修正系数

再用图10-9校核,β=5°和fc=0.45时查得修正系数K=0.7723。
由式(10-26)求薄壁圆筒注塑件的收缩脱模力

由式(10-13)求脱模力Qe

改用PP成型,因材料性能较HDPE刚强,注塑件对型芯包紧的脱模阻力Qc大。
[例4]某收录机中框,内壁大端尺寸l′b′h=372mm×196mm×133mm。根据模具结构,布置ϕ8mm顶杆17根、ϕ6.5mm顶杆5根、ϕ6mm顶杆4根、ϕ5mm顶杆7根。型芯斜度为1.5°,该塑壳的壁厚t=2mm,用ABS注射成型。试校核顶杆总顶出面积是否合理。
[解]由表10-3确定有关参数:E=2.2×103 N/mm2、α=8.5×10-5/℃、Tf=100℃、Tj=60℃、fc=0.5、[σ]=13.5N/mm2。由图10-9,在β=1.5°时,得K=0.92。由结构可知Qb=0。
矩形边长平均值l=l′-htgβ=(372-133×tg1.5°)mm=368mm
b=b′-htgβ=(196-133×tg1.5°)mm=192mm
当量折算直径
t/dk=2/280<1/20属薄壁矩形盒。由式(10-30)
Qe=Qc=12KfcαE (Tf-Tj)th=12×0.92×0.5×8.5×10-5×2.2×103×(100-60)×2×133N=10983N
顶杆接触总面积

接触压力校核

该模具顶杆的顶出总面积是可行的。
5.厚壁注塑件的脱模力计算
t>d/20的厚壁注塑件脱模力受到材料向壁厚中性层冷却收缩的影响。可用弹性力学的有关厚壁圆筒的理论进行分析计算。若脱模斜度β=0,筒体周向应力为
式中 R与r——圆筒外圆与内孔的半径;
pc——注塑件收缩后垂直于轴线的,与型芯间的单位接触压力。
因为是厚壁注塑件,其径向收缩是较大正应力,σr=-pc。圆筒的轴线方向应力,相比之下是较小的,σz=0。根据广义胡克定律,周向应变为

从冷却过程的周向线性收缩计算的收缩率为
ετ=α (Tf-Tj)
以上两式中,E、μ、α、Tf和Tj含义如前所述。将此两式联立,乘以工艺系数1.25后得

由带有脱模斜度的收缩脱模力Qc=KfcpcAc,可得厚壁圆筒和矩形盒的计算通式

式中,对于圆筒注塑件:dk=d=2r,Ac=2πrh;
对于矩形盒注塑件: ,Ac=2(l+b)h。
,Ac=2(l+b)h。
[例]成型HDPE口杯。已知模具型芯的锥角为10°,模具型芯直径为Φ100mm,口杯壁厚为6mm,型芯高180mm,用热应力解析计算法预测,需多大的脱模力才能使注塑件脱出。
[解]型芯平均半径r=65.8mm,注塑件壁厚t=6mm,型芯高h=180mm。型芯的横断面面积Ab=πr2=3.14×65.82=13602mm2。脱模斜度β=5°。由表10-3决定有关参数:HDPE的弹性模量E=895N/mm2;ν=0.38;线胀系数α=12×10-5℃-1;软化温度Tf=74℃;脱模温度Tj=55℃;脱模系数fc=0.43。t/d=6/(2×65.8)=0.04559≥0.05为厚壁圆筒注塑件。
由式(10-28)求脱模修正系数

再用图10-9校核,β=5°和fc=0.43时查得修正系数K=0.7650。
对于圆筒注塑件:dk=d=2r=2×65.8mm=131.6mm
Ac=2πrh=2π×65.8×180mm=74418mm
由式(10-33)求厚壁圆筒注塑件的收缩脱模力
由式(10-13)求脱模力Qe
Qe=Qc+Qb=Qc+0.1Ab=(5261+0.1×13602)N=6621N
与前例同样的HDPE口杯,但壁厚为2mm增加到6mm,由于向圆筒注塑件壁厚中性层收缩,使对型芯的收缩脱模力非线性增加。
6.具有侧凹注塑件的脱模力计算
系指类似图10-12所示线圈骨架注塑件,在侧向滑块进行抽芯或分型时,其侧向抽拔力是估算斜导柱直径的依据。
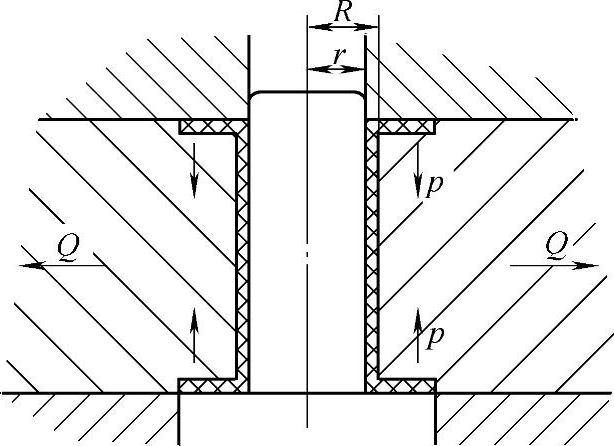
图10-12 侧凹注塑件的收缩夹紧力
侧向抽拔阻力来自注塑件收缩对滑块的夹紧力p。注塑件为薄壁,径向应力很小,可设定σr=0。注塑件的周向收缩被型芯限制,周向应力为στ。而侧滑块限制了注塑件的轴线方向收缩,存在轴向应力σz。由广义胡克定律

同理有
因为 ετ=εz=ε
所以 στ=σz=σ
由此得注塑件冷却收缩所产生内应力,并取ν=0.35,再乘1.25工艺系数,有

进而得轴向夹紧力
p=σA (10-34b)
式中,A为产生轴向收缩包紧的结构部分投影面积。如图10-12所示,圆环面积为A=π (R2-r2)。R和r为骨架柱体的外圆和内孔半径。
如图10-12所示的侧向抽拔力Q,因侧滑块受到注塑件两端隔圈片的成对夹紧力,侧滑块是n个,故

该Q是每个侧滑块应克服的抽拔阻力。式中fc、E、α、Tf和Tj见表10-3。
从上述对脱模力的分析和计算,可获知影响脱模力的因素。
1)注塑件与钢型芯之间的脱模系数fc,比常温下的塑料与钢表面间的动摩擦系数大许多。高压高温下塑料熔体与钢表面间有黏着过程。脱模系数fc与塑料性能和钢型芯表面的粗糙度有关。聚碳酸酯等塑料与钢型芯间有较大的静摩擦系数,有较大的脱模力。聚酰胺等塑料与钢型芯间的静摩擦系数很小,其注塑件的脱模力也较小。
2)型芯的侧面积与脱模力成正比。同样侧面积,矩形型芯所产生的包紧力比圆筒型芯大些。
3)脱模斜度β直接影响脱模力。当β角增大到tanβ≥fc时,注塑件有自动滑落的趋势。
4)闭式壳体的大气压力增大了脱模力。型芯底面积大时,安装进气锥面顶杆,可克服真空吸力。
5)注塑件材料的弹性模量E和线膨胀系数α,与脱模力成正比。塑料材料的E和α,与脱模温度有关。
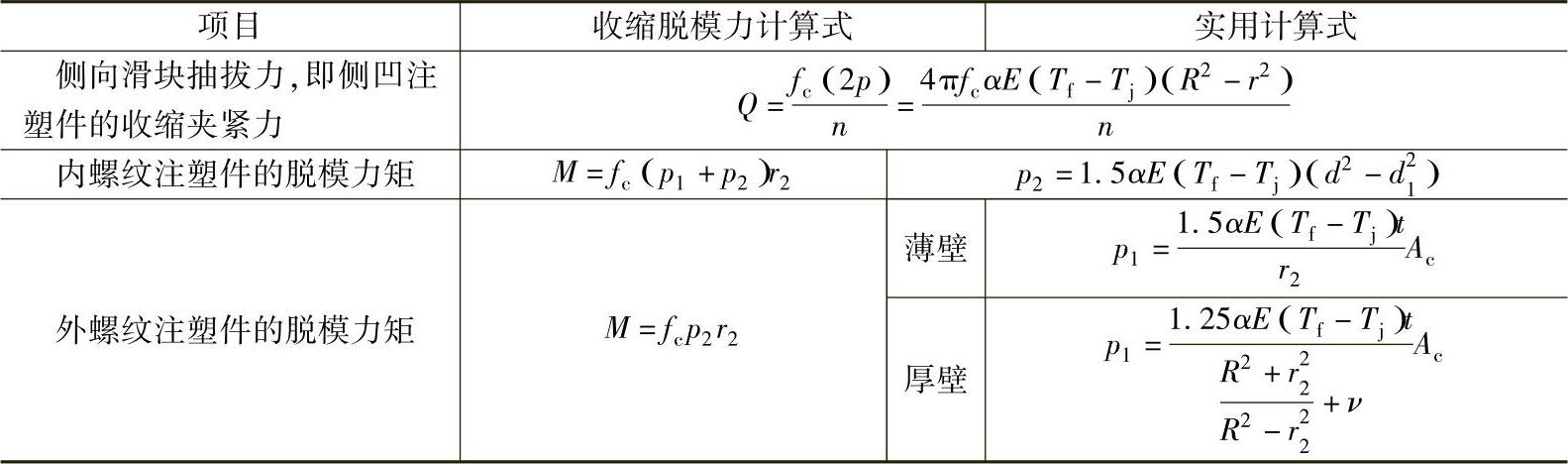
6)对于薄壁注塑件,壁厚与脱模力成正比。对厚壁注塑件,由于材料向壁厚中性层收缩,部分抵消对型芯的包紧力。故壁厚增大时,脱模力并非线性增大。薄壁与壁厚注塑件壳体,克服注塑件对型芯包紧的脱模阻力用两种预测计算式,见表10-5。
表10-5 热应力收缩的脱模力预测计算式
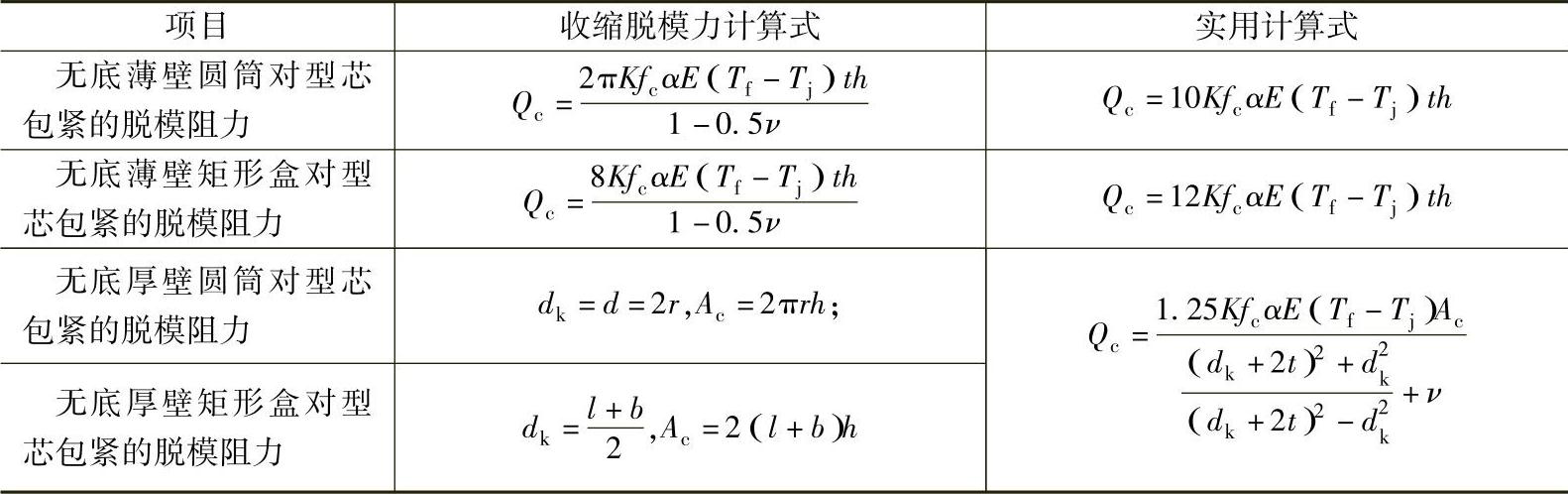
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。