



热流道温度控制系统的控制对象是流道板和喷嘴,也涉及浇口区域。热电偶是检测温度的器件,将获得的信号经温度调节器,控制加热电器,执行流道板和喷嘴的升温和热补偿。
1.热电偶
热电偶的测温原理是基于热电偶的热电效应。热电偶产生的热电势E会随被测温度T的变化而变化,因此利用热电偶作为测温敏感器件,便可取得它所产生的热电势作为温度测量的信息。
工业上常用的热电偶,以分度号区分金属材料组,有S、R、B、K、N、E、J等16种。其中测温较高的有S分度号,为铂铑-铂两金属,测温-20~1300℃,价格较高,并不用于模具的测温。镍铬-镍硅的为K分度号,测温-20~1260℃,热电势大,且线性好,国内和日本的热流道系统中都采用。J分度号的为铁-铜镍双金属,使用-20~760℃温度,在欧洲和北美常用在注射模热流道系统中。热电偶的分度号不同,给出的热电势不同,反映仪表温度值有几十度的差别,不能混淆接线,必须首先明确分度号,才能输入到相应的温度调节器。其次,热电偶的引出线有极性,必须有线缆着色和标号,对准接线。注意热电偶引线输出的是mV弱电势,不能与强电加热器的功率线搞错。此外,热电阻是另一种测温元件,它基于金属导体的电阻值会随温度的变化而变化,日前在热流道技术中极少使用。
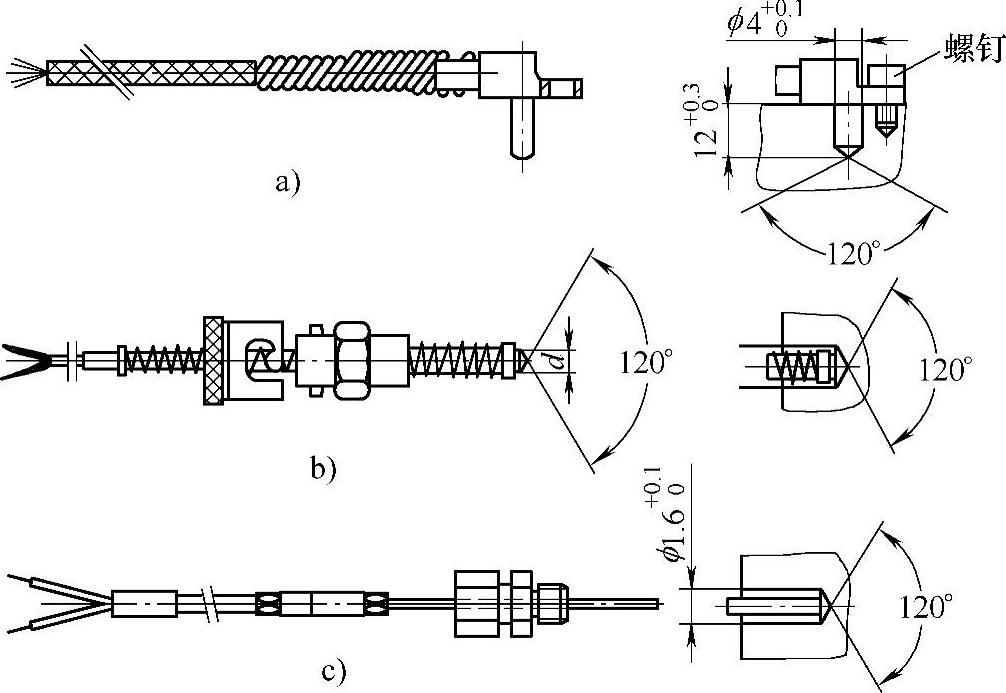
图12-9 热电偶的种类
a)直角式 b)直线式 c)喷嘴上用的导线式
通常使用的热电偶的种类,如图12-9所示。现今模具上使用的热电偶,已将两金属的工作端焊后,插入不锈钢管铠装,称为针型热电偶。针的外径为0.5mm,长度为70mm,型号是TC05070;外径为1mm,长为100mm,型号是TC10100;还有型号TC10150和TC10200等。引出线长度通常为1m。
图12-9a所示直角式热电偶,弯曲后安装在流道板前表面的孔中,有ϕ4mm小销定位,并用M4螺钉紧固。图12-9b所示热电偶用于插装在流道板的侧面,插入后有弹簧压到孔径的底部,并用螺母紧固。图12-9c所示导线式热电偶可以弯曲,使用在喷嘴中,可用螺纹套紧固。
在外部加热的流道板上,热电偶应该位于加热器与流道之间。热电偶安装在流道板外侧的较冷区域,将会使流道中的塑料熔体过热。在内部加热的流道板上,热电偶通常安装在筒棒式加热器内。
如图12-10所示,喷嘴上的热电偶有两种安装位置。一种在喷嘴的前端,在浇口区;另一种在喷嘴的中央。图12-10a所示是用于检测浇口区温度,控制浇口熔料的冻结。图12-10b是用于校核喷嘴的最高温度,可以防熔体的过热。也有将热电偶安装在其他位置的,故热流道模具操作者要合理地控制喷嘴温度,必须知道热电偶工作端的位置。
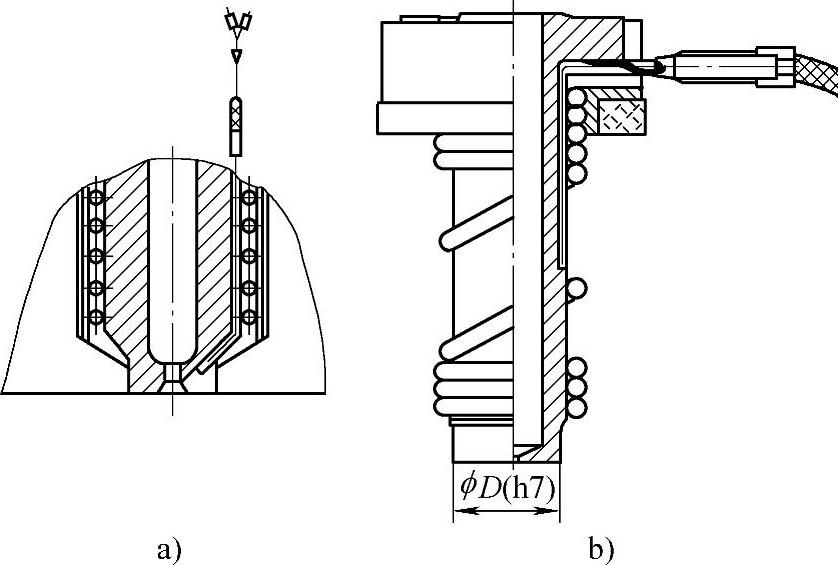
图12-10 喷嘴上热电偶的位置
a)在浇口区 b)在喷嘴中央
测温热电偶的布置,有两个位置很重要。一个是浇口,该处的温度对于熔体的流动性和压力的传递都非常重要;另一个是高温热点。例如:加热器输出量最大的点;加热器与熔体通道之间;或主流道的末端等。此布置是为防止塑料熔体高温过热而分解。
2.加热区
喷嘴和流道板上加热器的配置,首先考虑加热区的划分,然后是加热器的选用和安置的设计。本节主要讨论流道板上加热区的划分。
各注射点的喷嘴,装有加热器和测温热电偶,是加热区。除少数较短的主流道不加热,独立加热的主流道喷嘴也是加热区。
为了提高温度控制的质量,对于长度超过150mm的主流道喷嘴或分喷嘴,考虑一个喷嘴设立两个独立加热区。在喷嘴体上还挖出周向凹槽来分离两个加热器,减少热传导的面积,也减少两个加热区的相互干扰。
将流道板分成若干加热区,实行独立的温度控制,每个加热区对应供料给单个或多个喷嘴,如图12-11所示。对于较大的流道板应将流道板分区加热;注射点不对称的流道板更应分区;不容易加工的塑料如PBT、PET和PA66等也应该分区加热。热流道板分成几个加热区,取决于喷嘴的数目与尺寸。
流道自然平衡的多型腔模具,其流道板的形状对称,加热区的位置和分布也是对称的。多型腔模具的流道板上,加热区数目越少,热流道装备的成本越低,但影响温度的精确调节。
每个加热区有一个热电偶和单独的加热器。接插件要与测温和加热元件分组正确连接,否则会烧毁元件。每组有热电偶,分正、负两引线,又有电热器两接线,共四对插头与插座,此外,还有公用的接地线。常用的接插件有四芯、16芯和24芯,分别用于单个,4个和6个加热区的温度控制。加热区数目越多,接线成四倍增多,有时要用两个或更多的接插件。
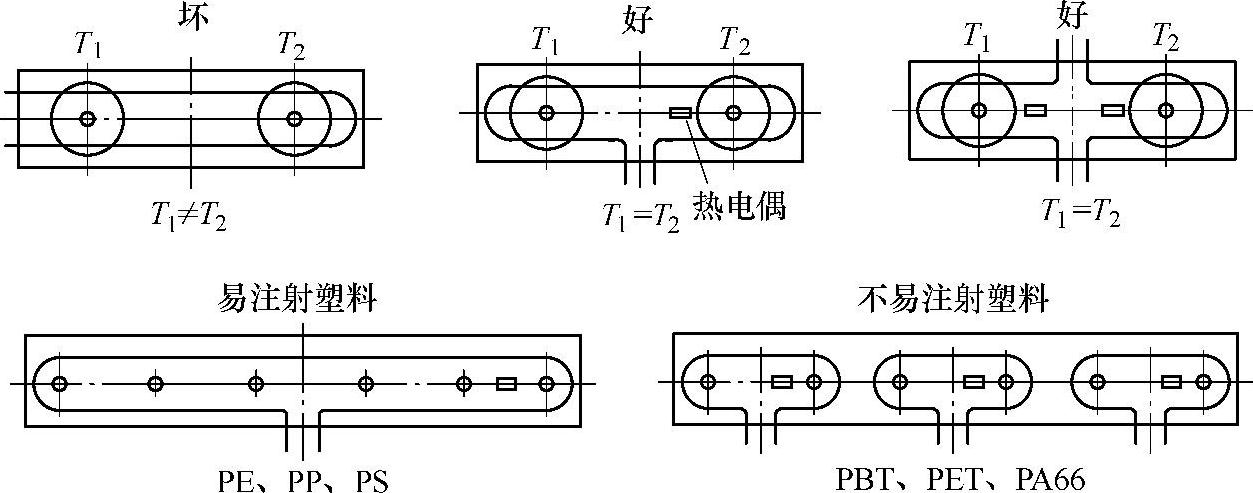
图12-11 流道板上加热区的划分和加热器的布排T1和T2是流道板的温度。
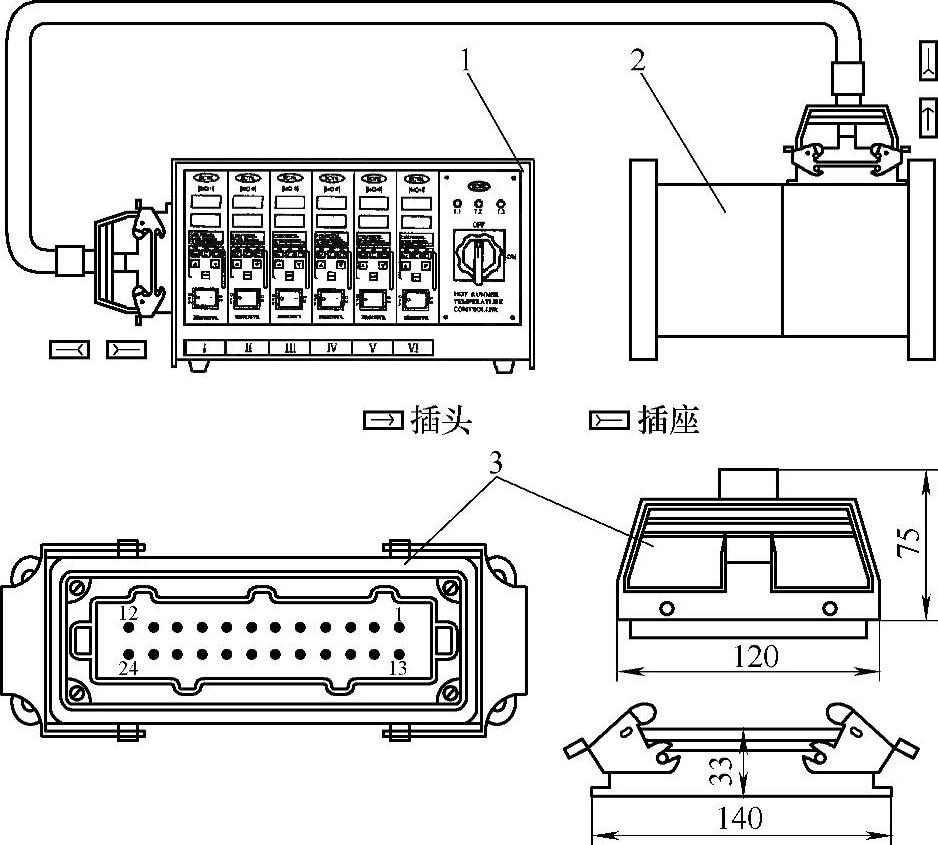
图12-126 个温度控制区的电缆连接和24芯接插件
1—温度控制箱 2—注射模 3—接插件
每个加热区有它自己的温度调节器。温度控制箱由各加热区的温度调节器组成。每个温度调节器有各自抽屉式电子器件组装件,可独立拆卸并检测。图12-12上有6个温度调节器,对热流道系统的主流道喷嘴、注射点喷嘴和流道板各加热区进行温度控制。此接插件至少有24芯。每个加热区的加热器的功率,在流道板加热器划分时,必须考虑与温度控制箱的总功率匹配。
加热区的数目与注射点或型腔数相对应,并在模具上加以识别,必须与接插件接线的编号一致,组成一个逻辑线路,防止任何加热器与热电偶,跟温度调节器的错误连接。图12-13所示为八个型腔与分喷嘴的模具标记。编码1-8给8个分喷嘴,从最近的喷嘴开始,以顺时针编排,编码9与10以类似顺序,定位给流道板上两个加热区。11为流道板的上游主加热区。12是主流道喷嘴的加热区。此种编排应该让注射操作工明了,以便于控制各加热区。(https://www.xing528.com)
3.温度调节器
热流道系统需要有个最佳的温度控制系统、“软启动”的加热系统、流道板的区域温度控制、可靠的喷嘴温度控制;还要有熟练员工的合理操作。
(1)温度控制系统
热流道系统的温度调节器的用途,是测量流道板和喷嘴的温度,并保持在给定的温度值。典型的热流道系统某个加热区的温度控制回路如图12-14所示。
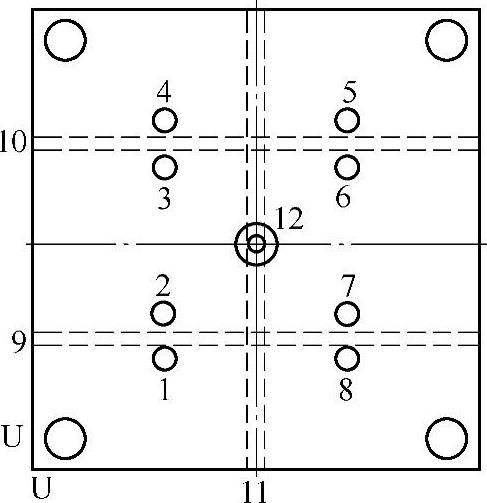
图12-13 一模八腔模具上加热区的标记
1~8—分喷嘴9~11—流道板 12—主流道喷嘴
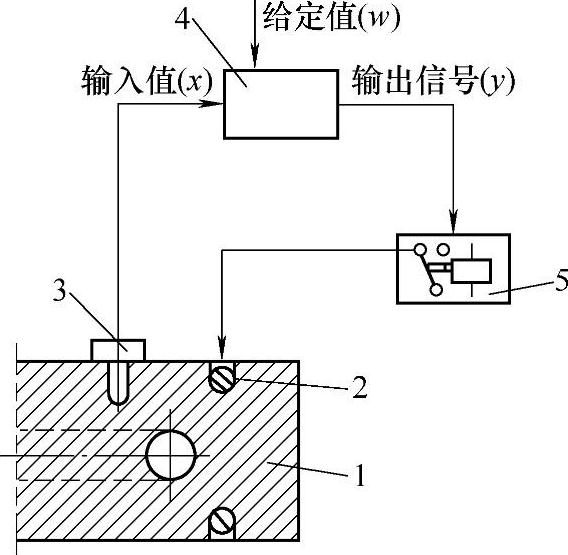
图12-14 典型的温度控制回路
1—流道板 2—加热器 3—热电偶 4—调节器 5—控制单元
图12-14中,从热电偶3测得的热电动势的电压,与被测温度呈线性关系,它是控制回路的输入信息作用值x,在温度调节器4中经电子线路与人工设置的温度给定值w作比较。调节器4的输出信号y,经它的控制单元5,由图示的继电器及电路开关,控制加热器2执行加热的关停。
自动控制的温度调节器与人工监察控制的区别在于,前者的加热器2的温度控制结果反馈给温度调节器4。图12-14上温度控制回路实现了信息反馈,加热器被两位式的开关所控制。它进行着满功率的加热或断开。此控制方法,使流道板1有较大的温度起伏,会超出塑料注射加工温度的范围。
热流道系统加热器的交流加热电压,由温度调节器输给。控制加热功率有两种方式:一种是移相触发控制,调节器的微处理单元,有相应的算法,输出某个信号,截取加热电压的正弦交流波后,传输给加热器;另一种是脉冲组触发控制,输出的脉冲信号,以接通-断开的开关方式截得半波的成组脉冲电压,输送给加热器。
软启动功能在冷态开机,或系统从一个状态转变成另一状态并且温度远低于设定温度时,控制输出加热功率由小到大,使热流道系统平缓升温至软启动的设定温度,从而减少由于电压冲击对加热元件的损坏。实现图12-15所示的软启动阶段中,软启动设定温度为124℃;通常设定在2~10min。开机时如果控制对象温度小于100℃,则立即进入软启动模式;如果大于100℃则直接进入自动控制。在升温时如果超过软启动设定时间,或温度已升至124℃,系统则由软启动进入自动控制状态,在软启动未结束时,进入PID自动控制。
热流道系统的温度调节器使用得最多的是比例-积分-微分(PID)作用调节特性。它是在PID综合调节的基础上,抑制在调节过程中的“超调”现象。对注射中的干扰现象的调节也得到改善。温度调节器从启动开始,就对测量温度进行实时监控,通过对输入值的超前响应,抑制超调,有效地控制加热功率,达到控制区的温度设定值SV。现代注射模热流道的温度自动控制实现的调节特性,需将热电动势的模拟信号放大后转换成数字电路的脉冲信号,经微处理单元调制。
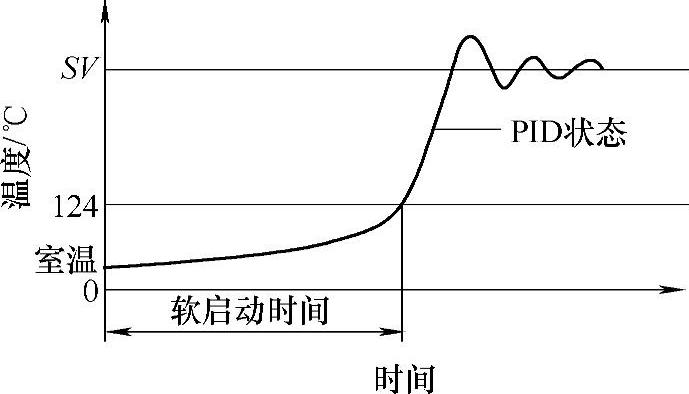
图12-15 软启动的温度调节特性SV-控制区的温度设定值
(2)温度调节器的操作 温度控制箱也称主控箱,见前图12-12所示。它根据热流道系统的温度控制区数目组装。每个温度的检测与加热区都有温度调节器;每个调节器有两个加热器的引线,两个热电偶的引线需对应组接;每个温度调节器通过导槽和接插件与主控箱联接并定位;每个温度调节器有独立开关,除保险和报警外,有一套完整的温度控制的操作。每个调节器有两个显示屏:一个PV屏显示温度测量值及各类参数,另一个SV屏显示温度设定值。
大型注塑件和一模多腔的注射模,有较多的喷嘴,在流道板上有较多的加热区。当有十几个以上的温度调节器时,各调节器上显示的PV测量温度,对于真实温度存在误差。SV屏的给定温度对于所需正确温度存在误差。给定温度离最佳温度或测量值相互之间有时会有高达30~40℃的相对误差值。也就是说,PV和SV温度的一致、SV给定温度与塑料注射工艺温度一致,并不说明热流道系统各部位温度一致,也并不一定是各部位所需的合理温度值。有时会使个别注射点的注射失败,成型的注塑件质量达不到要求。
因此,在塑料熔体试射的最后阶段,要以各个浇口处塑料的流动性和注射质量来判断温度调节的结果(例如浇口的流涎和拉丝;浇口料头和浇口附近注射质量)来判别熔体流动性,调节相应注射点及加热区的SV给定温度。这项温度调节系统的误差修正工作,需要熟悉热流道系统的设计;需要熟悉注射塑料熔体的流动性;需要丰富的实际经验。
温度调节系统误差的原因有多个方面:
1)温度调节系统的设计和制造的误差、热电偶的参比端的温度补偿问题、热电偶的位置和安装质量、加热器的质量和它的安装质量、加热器功率密度的不均匀、绝热条件差和不均衡、加热和散热条件的变化、电网电压和环境温度变化,都会使得流道壁和浇口区温度不均衡。
图12-16所示,热电偶的引线的测量头,必须与被测件的插孔有可靠的接触连接。否则,热电偶测得的温度值较低。为此,如图12-16a所示的热电偶的引线测量端,必须有一小段弯曲插入长度。喷嘴体上的测量点也应如此。更有用紫铜钎焊,将测量头封在插孔里,如图12-16b所示。
2)热流道的浇注系统设计和制造误差。有的是塑料熔体的不平衡的浇注系统。流道、喷嘴和浇口中流动时的剪切速率变化,使熔体的黏度变化。有的尽管是平衡的浇注,但由于机械加工的流道壁的表面粗糙度的误差、浇口的几何尺寸和孔径的误差、排气的不均匀等因素,也会造成剪切速率和黏度的变化,都需要调节修正温度,改善熔体的流动性。
因此,应当根据各注射点和加热区的温度对注射熔体流动性的表现,修正各调节器的设定温度SV值,并进一步修正传感器的测定温度和实际温度的误差,设置各调节器的过程偏置值。
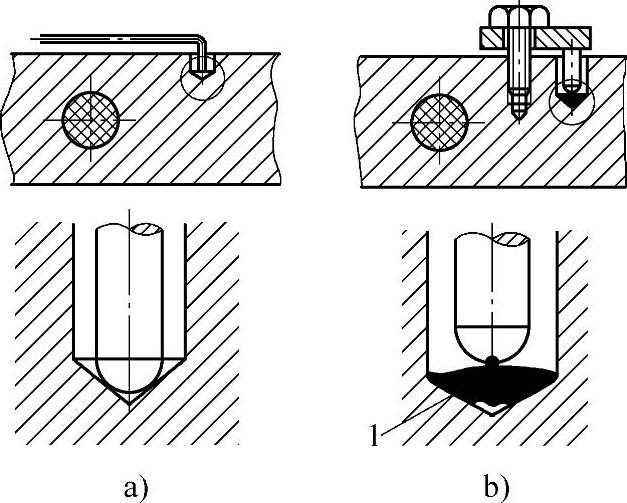
图12-16 流道板上热电偶的引线的安装
a)弯曲插入 b)钎焊封结
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。