



高速加工也称为高速切削(High Speed Cutting,HSC或High Speed Ma-chining,HSM),是近年内迅速崛起的先进制造技术,是指在高的主轴旋转速度和高的进给速度下的切削加工。合理而科学地应用高速加工技术,已经成为提高加工效率、提高加工质量、缩短加工时间的重要途径之一。目前在模具制造、航空航天制造、精密零件加工等领域中已开始应用高速加工技术,并且处于快速发展状态。
高速加工是一个相对概念,到目前为止对高速加工的速度范围尚未作出明确的定义,通常把切削速度、进给速度比常规值高5~10倍以上的加工称为高速加工。因而,不同的材料高速加工速度的范围也不同,铝合金为1000~7000m/min,铜为900~5000m/min,钢为500~2000m/min,灰铸铁为800~3000m/min,钛合金为100~1000m/min,镍基合金为50~500m/min,图1-1所示为不同工件材料大致的切削速度范围。
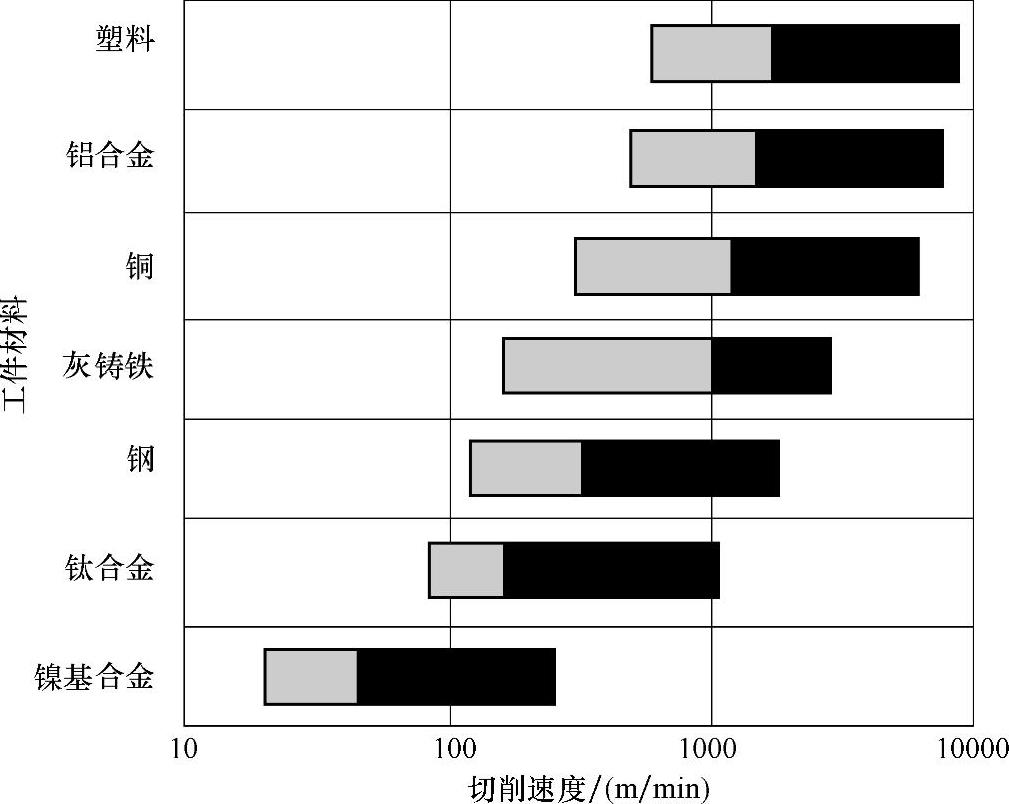
图1-1 不同工件材料大致的切削速度范围
 (https://www.xing528.com)
(https://www.xing528.com)
—过渡区域■—高速加工区域
当前的高速加工技术还在进一步发展中,预计铣削加工铝的切削线速度可达到10000m/min,加工铸铁的可达到5000m/min,加工普通钢的也将达到2500m/min;钻削加工铝的切削速度可达到30000m/min,加工铸铁的可达到20000m/min,加工普通钢的可达到10000m/min。
通常所称的高速加工是指高速铣削加工。事实上也可以简单地以主轴转速来判断是否为高速切削,通常可以认为机床的主轴转速超过20000r/min的为高速加工机床,而机床主轴转速超过10000 r/min的可作为准高速加工机床。
高速加工最突出的特点是高的主轴转速和进给速度;在切削加工中,通常以相对较小的背吃刀量以及切削步距来实现低负荷、高效率的加工。相对于普通切削而言,采用高速切削技术可使单位时间内的材料切除率提高3~5倍或更高,同时加工成本可降低20%~50%,加工精度和加工表面质量可提高1~2级,这就是世界各国竞相研究高速切削技术的重要原因。此外,应用高速切削技术还可改变对某些难加工材料的切削加工方式,如直接对淬硬材料工件进行车削或铣削加工,实现“以切代磨”等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。