



构成模具模腔的重要组成部分就是型芯与型腔。由于模具型腔直接与高温高压的塑料熔体相接触,它的质量直接关系到制件的质量。
在大多数情况下,型芯与型腔也称为动模和定模,型芯是成型产品内表面的部件,型腔是成型产品外表面的部件。一副模具的好与坏,判定的标准是型芯与型腔的强度大小、刚度大小及使用寿命的长短,而型芯与型腔的结构设计则是实现这些指标的关键。
1.型腔的结构形式
型腔结构有整体式、整体嵌入式、局部镶嵌式之分,如图5-30所示。
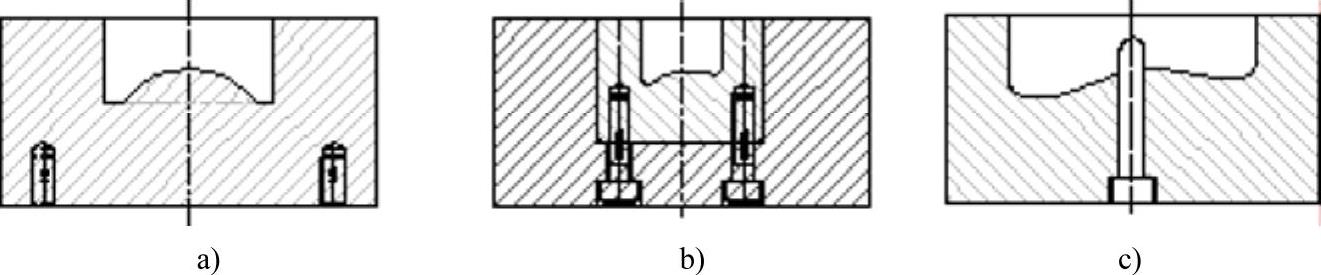
图5-20 型腔的3种结构形式
a)整体式 b)整体嵌入式 c)局部镶嵌式
(1)整体式 整体式型腔仅由一整块金属加工而成,同时也是模具中的定模部件,如图5-21所示。其特点是牢固、不易变形,因此对于形状简单、容易制造或形状虽然比较复杂,但可以采用加工中心、数控机床、仿形机床或电加工等特殊方法进行加工的场合是适宜的。
(2)整体嵌入式 为了便于加工,保证型腔沿主分型面分开的两半模在合模时的对中性(中心对中心),常将小型型腔对应的两半模作成整体嵌入式,两嵌块外轮廓截面尺寸相同,分别嵌入相互对中的动、定模板的通孔内。为保证两通孔的对中性良好,可将动、定模配合后一起加工,当机床精度高时也可分别加工,如图5-22所示。
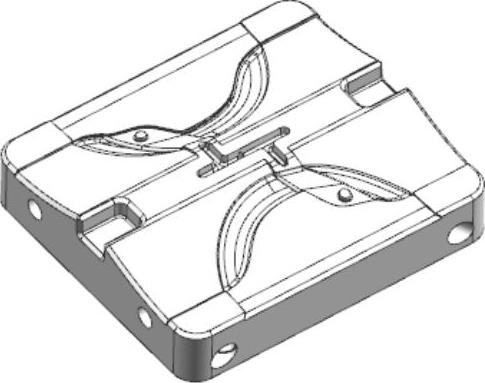
图5-21 整体式型腔
 (https://www.xing528.com)
(https://www.xing528.com)
图5-22 整体嵌入式型腔
(3)局部镶嵌式 为了加工方便或型腔的某一部分容易损坏需经常更换,应采取局部镶嵌的办法。如图5-23a所示的异形型腔,可先钻周围的小孔,再在小孔内镶入芯棒,车削加工出型腔大孔,加工完毕后把被切掉部分的芯棒取出,调换完整的芯棒镶入,便得到图5-23a所示的型腔。如图5-23b所示的型腔内部有凸起,可将此凸起部分单独加工,再把加工好的镶块镶在圆形槽内。图5-23c所示是典型的型腔底部镶嵌。
2.型芯的结构形式
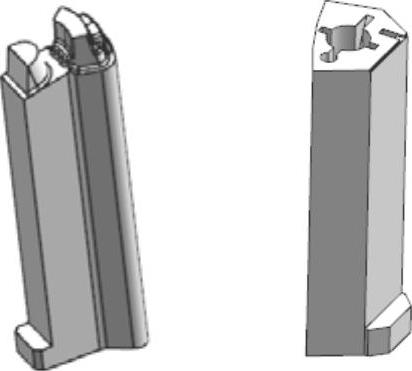
型芯有整体式和组合式之分。一般情况下,大型及超大型的模具,型芯与模板作成整体,形状简单的主型芯和模板也可作成一整体,如图5-24a所示。组合式的型芯则有轴肩型嵌入和螺钉联接嵌入两种,如图5-24b和图5-24c所示。
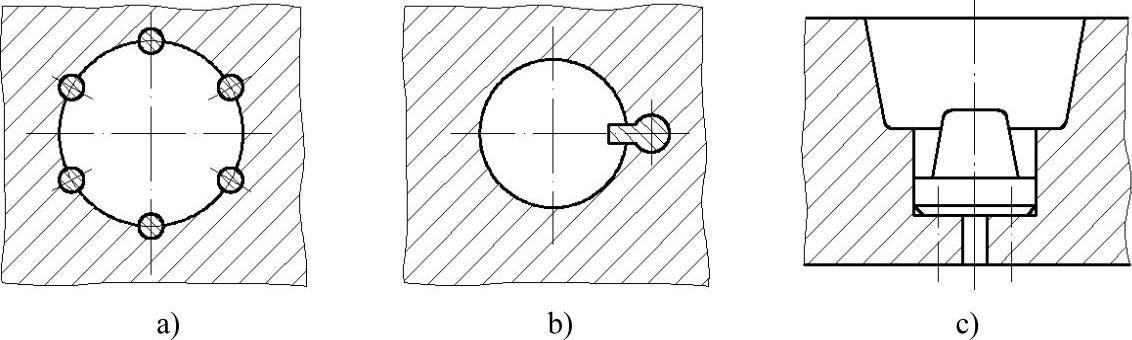
图5-23 局部镶嵌式型腔
a)异形型腔 b)局部凸起 c)局部镶底
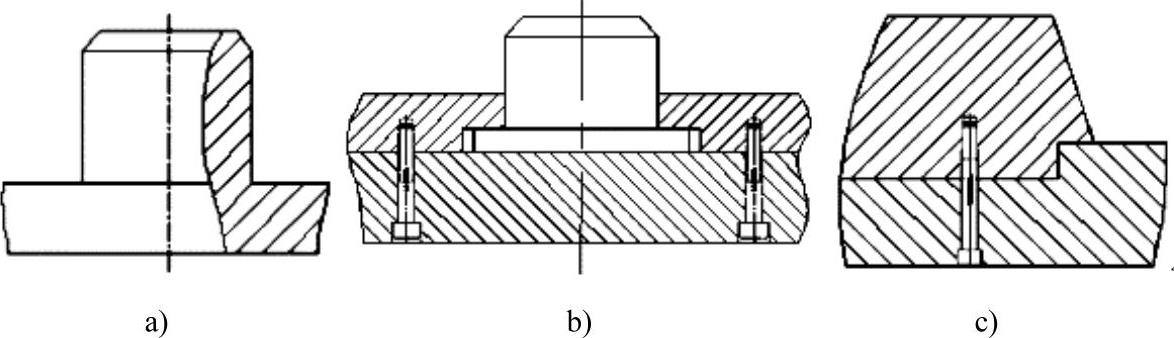
图5-24 主型芯的结构形式
a)整体式型芯 b)轴肩组合式型芯 c)螺钉连接组合式型芯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。